Download as pdf or txt
You might also like
- Project Report On Pet Bottle Recycled Into PolyesterDocument10 pagesProject Report On Pet Bottle Recycled Into PolyesterEIRI Board of Consultants and PublishersNo ratings yet
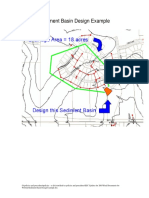
- Sediment Basin Design Example PDFDocument8 pagesSediment Basin Design Example PDFAgus FirdausNo ratings yet
- Caduceus 03Document2 pagesCaduceus 03jakkfrankk100% (1)
- Geoscience HandbookDocument308 pagesGeoscience HandbookCarlos Vidal100% (2)
- United States Patent (19) : 54 Color Fastness of Dyed CottonDocument8 pagesUnited States Patent (19) : 54 Color Fastness of Dyed Cottonomer reisNo ratings yet
- United States Patent (19) : Kawamura Et AlDocument6 pagesUnited States Patent (19) : Kawamura Et AlSudheer Singh chauhanNo ratings yet
- 6 FC 1Document6 pages6 FC 1Esraa SabraNo ratings yet
- US3889325 Shrinking Non Woven Webs ArticleDocument6 pagesUS3889325 Shrinking Non Woven Webs ArticleValentin Velazquez RodriguezNo ratings yet
- US3954555Document14 pagesUS3954555GuillermoNo ratings yet
- Package Dyeing of Continuous-Filament Nylon, Polyester and Acrylic AmDocument7 pagesPackage Dyeing of Continuous-Filament Nylon, Polyester and Acrylic AmShahan AkhtarNo ratings yet
- US5034207Document9 pagesUS5034207danuwillianNo ratings yet
- United States Patent (19) : (54) Coating Device For Coating OfaDocument10 pagesUnited States Patent (19) : (54) Coating Device For Coating OfaNiccolast Adnandito SaputraNo ratings yet
- Unlted States Patent (19) (11) Patent Number: 4,533,308: Cloeren (45) Date of Patent: Aug. 6, 1985Document9 pagesUnlted States Patent (19) (11) Patent Number: 4,533,308: Cloeren (45) Date of Patent: Aug. 6, 1985Joe budarNo ratings yet
- Us4511906 PDFDocument5 pagesUs4511906 PDFSebastian CostaNo ratings yet
- Us 5466335Document8 pagesUs 5466335anon_661670744No ratings yet
- US6926223Document5 pagesUS6926223José Roberto LazoNo ratings yet
- Us 5342560Document7 pagesUs 5342560Ghina Fatikah SalimNo ratings yet
- Tensioning StripsDocument11 pagesTensioning StripssuksesNo ratings yet
- Rotor End BreakageDocument11 pagesRotor End BreakagekarthikamanonmaniNo ratings yet
- United States Patent (19) : 11 Patent Number: 5,053,270 (45) Date of Patent: Oct. 1, 1991Document4 pagesUnited States Patent (19) : 11 Patent Number: 5,053,270 (45) Date of Patent: Oct. 1, 1991Fafa 17No ratings yet
- United States Patent (19) (11) 4,428,775: Johnson Et Al. 45 Jan. 31, 1984Document12 pagesUnited States Patent (19) (11) 4,428,775: Johnson Et Al. 45 Jan. 31, 1984GuillermoNo ratings yet
- Topic 7 LC Refining TextDocument37 pagesTopic 7 LC Refining TextAnonymous K3FaYFlNo ratings yet
- PU Based Deeping AgentDocument17 pagesPU Based Deeping AgentKaveti VenuNo ratings yet
- Sistema Filament WindingDocument8 pagesSistema Filament WindingFrancisco CarrascoNo ratings yet
- Iiihihiiihiiii: United States PatentDocument8 pagesIiihihiiihiiii: United States PatentGuillermoNo ratings yet
- United States Patent Office: Patented Apr. 6, 1971Document3 pagesUnited States Patent Office: Patented Apr. 6, 1971Alexander Franco CastrillonNo ratings yet
- Patente, Cuero RealDocument9 pagesPatente, Cuero RealAngélica SixtosNo ratings yet
- Lubricant Finish For TextilesDocument8 pagesLubricant Finish For Textilesali rezaeiNo ratings yet
- United States Patent (19) : 75 Inventor: Charles J. Fox, Atlanta, GaDocument4 pagesUnited States Patent (19) : 75 Inventor: Charles J. Fox, Atlanta, GaMohammed YesufNo ratings yet
- Chapter 3 WeavingDocument27 pagesChapter 3 WeavingShantnu MittalNo ratings yet
- Automotive Glass Thick Film Conductor PasteDocument5 pagesAutomotive Glass Thick Film Conductor PastebahramrezaeiNo ratings yet
- Yarn Finish FormulationsDocument6 pagesYarn Finish Formulationsali rezaeiNo ratings yet
- EP0836928A1Document19 pagesEP0836928A1Phu, Le HuuNo ratings yet
- United States Patent (19) : Reilly Et Al. (45) Apr. 20, 1976Document6 pagesUnited States Patent (19) : Reilly Et Al. (45) Apr. 20, 1976Vaittianathan MahavapillaiNo ratings yet
- Project Report On Pet Bottle Recycled Into PolyesterDocument7 pagesProject Report On Pet Bottle Recycled Into PolyesterEIRI Board of Consultants and PublishersNo ratings yet
- Diseño de Impulsores para Mezcla de SuspensionesDocument9 pagesDiseño de Impulsores para Mezcla de SuspensionesrwtoorresdNo ratings yet
- HatschekfilmsummaryDocument16 pagesHatschekfilmsummaryTushar GargNo ratings yet
- TRI 1004 Introduction To Open End SpinningDocument25 pagesTRI 1004 Introduction To Open End SpinningHyn PhamNo ratings yet
- US5055324Document7 pagesUS5055324Pvd CoatingNo ratings yet
- US5678477 Sheller PatentDocument14 pagesUS5678477 Sheller PatentNiranjan PuduruNo ratings yet
- US3253969Document4 pagesUS3253969Sebastian GonzalezNo ratings yet
- Us 3497914Document8 pagesUs 3497914Angga Tri PrasetyoNo ratings yet
- Us 5239846Document11 pagesUs 5239846Logesh kumarNo ratings yet
- Dec. 26, 1950 N. L. Cox 2,535,044: Filed April 26, 1947Document8 pagesDec. 26, 1950 N. L. Cox 2,535,044: Filed April 26, 1947udinPet0tNo ratings yet
- US3599733Document6 pagesUS3599733Bhupendra Singh XI CNo ratings yet
- DetackDocument11 pagesDetackAlbert FerdinandNo ratings yet
- Assignment of YarnDocument21 pagesAssignment of YarnFaysal Islam75% (4)
- Preparation For Combing: Top Nipper PlateDocument13 pagesPreparation For Combing: Top Nipper PlateAshvin PaunikarNo ratings yet
- Us 5478477Document7 pagesUs 5478477TAPAS KUMAR NAYAKNo ratings yet
- Liquid Transport in Nylon 6.6. Woven Fabrics Used For Outdoor Performance ClothingDocument31 pagesLiquid Transport in Nylon 6.6. Woven Fabrics Used For Outdoor Performance ClothingpriyaNo ratings yet
- United States Patent (19) : Felegi, Jr. Et Al. Oct. 16, 1990 11 Patent Number: 45 Date of PatentDocument10 pagesUnited States Patent (19) : Felegi, Jr. Et Al. Oct. 16, 1990 11 Patent Number: 45 Date of PatentGuillermoNo ratings yet
- United States Patent (19) 11) 4,361,843: An-Chung R. Lin, New Town, All of 12: Ag: EDocument6 pagesUnited States Patent (19) 11) 4,361,843: An-Chung R. Lin, New Town, All of 12: Ag: E216435964No ratings yet
- United States Patent (19) : Molthop 11) 4,389,363Document6 pagesUnited States Patent (19) : Molthop 11) 4,389,363Vansala GanesanNo ratings yet
- Research Article: Fluidization and Spouting of Fine Particles: A ComparisonDocument8 pagesResearch Article: Fluidization and Spouting of Fine Particles: A ComparisonFer Lartiga VentocillaNo ratings yet
- Us5072770 PDFDocument7 pagesUs5072770 PDFJiří HorenskýNo ratings yet
- US1983934Document4 pagesUS1983934Erin GokNo ratings yet
- Yarn Waxing XXXXXXXDocument23 pagesYarn Waxing XXXXXXXTamer Farouk Khalifa100% (1)
- Us 5160773Document6 pagesUs 5160773Huan ZhangNo ratings yet
- 1955 - Patente - Velvet Type Fabric and Method of Producing SameDocument3 pages1955 - Patente - Velvet Type Fabric and Method of Producing SamePaulo De Melo MacedoNo ratings yet
- Design and Optimization of Rotary Jet Spinning Process For Production of MicrofibersDocument7 pagesDesign and Optimization of Rotary Jet Spinning Process For Production of MicrofibersKalai ArasanNo ratings yet
- EP3536831A1Document17 pagesEP3536831A1Vel MuthuNo ratings yet
- United States Patent (19) : 11 Patent Number: (45) Date of PatentDocument5 pagesUnited States Patent (19) : 11 Patent Number: (45) Date of PatentMohsen DelavariNo ratings yet
- Theory of Silk Weaving A Treatise on the Construction and Application of Weaves, and the Decomposition and Calculation of Broad and Narrow, Plain, Novelty and Jacquard Silk FabricsFrom EverandTheory of Silk Weaving A Treatise on the Construction and Application of Weaves, and the Decomposition and Calculation of Broad and Narrow, Plain, Novelty and Jacquard Silk FabricsNo ratings yet
- ISA 2014 Program and Abstracts Book OnlineDocument124 pagesISA 2014 Program and Abstracts Book Onlineleizar_death64No ratings yet
- VN Rapid Response Final Rev12 23 PDFDocument40 pagesVN Rapid Response Final Rev12 23 PDFSube OhNo ratings yet
- Antennas and PropagationDocument37 pagesAntennas and PropagationGeza FirmansyahNo ratings yet
- Units and Unit Conversions Mcgraw HillDocument5 pagesUnits and Unit Conversions Mcgraw HillParvezNo ratings yet
- TestDocument297 pagesTestwolf iris100% (1)
- 11-SuperCritical Fluid ChromatographyDocument6 pages11-SuperCritical Fluid ChromatographyGopiNo ratings yet
- CE - GATE-2018 - Paper - 11-FEB-2018 Morning SessionDocument29 pagesCE - GATE-2018 - Paper - 11-FEB-2018 Morning SessionHabib Ur RahmanNo ratings yet
- Various Joints in Construction.Document11 pagesVarious Joints in Construction.Vasudha GandhiNo ratings yet
- ASCE 7-16 Chapter 6 Part3Document3 pagesASCE 7-16 Chapter 6 Part3abdulloh_99No ratings yet
- Assignment 1 First Law 2016Document8 pagesAssignment 1 First Law 2016PabitraBadhuk0% (1)
- Electrical Energy and Current: Additional Practice CDocument2 pagesElectrical Energy and Current: Additional Practice CMona Mohamed SafwatNo ratings yet
- Back TestingDocument33 pagesBack Testingalexbernal0No ratings yet
- Conarc49 EngDocument2 pagesConarc49 Engdeepak2803No ratings yet
- Summary - 01 PDFDocument3 pagesSummary - 01 PDFImran MirzaNo ratings yet
- Iee Documento ArcDocument5 pagesIee Documento ArcPablo Poveda RodriguezNo ratings yet
- Phantoms of The Human BrainDocument360 pagesPhantoms of The Human BrainAlex Ciobotaru100% (12)
- Robotronix PDFDocument23 pagesRobotronix PDFAnveshSandeep VellalacheruvuNo ratings yet
- P007 195 02 VistaScan PlusDocument2 pagesP007 195 02 VistaScan PlusramukumarNo ratings yet
- The Syphonic Roof Drainage System: P. C. Chang, MRDocument12 pagesThe Syphonic Roof Drainage System: P. C. Chang, MRsameeraNo ratings yet
- Centrifugal Pump - What Is The Purpose of Minimum FlowDocument3 pagesCentrifugal Pump - What Is The Purpose of Minimum Flowjesus_manrique2753No ratings yet
- (Aalto University) Lecture 6 - Stress Intensity FactorDocument21 pages(Aalto University) Lecture 6 - Stress Intensity FactorShazwanShahNo ratings yet
- Affine Barycentric and ConvexDocument8 pagesAffine Barycentric and ConvexAbhinav ApurvaNo ratings yet
- Non-Destructive Testing of Fibre-Reinforced Plastics CompositesDocument62 pagesNon-Destructive Testing of Fibre-Reinforced Plastics CompositesVirgilioNo ratings yet
- A Fractal Topology of TimeDocument223 pagesA Fractal Topology of TimeKerri Welch100% (1)
- Sample Cover LetterDocument6 pagesSample Cover LettermohitNo ratings yet
- Nonstandard Finite Difference Models of Differential Equations (Ronald E. Mickens) PDFDocument264 pagesNonstandard Finite Difference Models of Differential Equations (Ronald E. Mickens) PDFamit127bNo ratings yet