
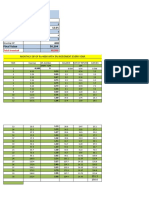
Bab Ii Pengolahan Data: 2.1 Konversi Pengukuran Dimensi A. Leher Atas
Bab Ii Pengolahan Data: 2.1 Konversi Pengukuran Dimensi A. Leher Atas
You might also like
- HW 3 - Mora Carrillo JohnDocument5 pagesHW 3 - Mora Carrillo JohnJohn Fernando Mora CarrilloNo ratings yet
- Bab I Pengumpulan Data: Tinggi Leher AtasDocument4 pagesBab I Pengumpulan Data: Tinggi Leher AtasMuhamad Reza RamdaniNo ratings yet
- Bab I Pengumpulan Data: Tinggi Leher AtasDocument4 pagesBab I Pengumpulan Data: Tinggi Leher AtasMuhamad Reza RamdaniNo ratings yet
- Rezultati Moment InercijeDocument2 pagesRezultati Moment Inercijestubic059No ratings yet
- Exp 2 GR 5Document11 pagesExp 2 GR 5yashrmate.iitkgpNo ratings yet
- HCL X M Vs KonduktivitasDocument5 pagesHCL X M Vs KonduktivitasKirana Wirr'sNo ratings yet
- Soal No 5 Geser LansungDocument2 pagesSoal No 5 Geser LansungPutri Nadia Teja F4-32No ratings yet
- Chi-Square Table of Observed ValuesDocument3 pagesChi-Square Table of Observed ValuesAhmed BaharNo ratings yet
- Calculate RFSDocument10 pagesCalculate RFSDnNo ratings yet
- Imrul KausDocument2 pagesImrul Kausashishmike208No ratings yet
- No 1 30 1.8 0 11 43 2 40 1.85 1.5 11.5 44 3 50 2.05 3 11.75 44.5 4 60 2.2 4 12 45 5 70 2.2 4 12 45 Kecepata N Blower P (Bar) T (C) P (Bar) T (C)Document3 pagesNo 1 30 1.8 0 11 43 2 40 1.85 1.5 11.5 44 3 50 2.05 3 11.75 44.5 4 60 2.2 4 12 45 5 70 2.2 4 12 45 Kecepata N Blower P (Bar) T (C) P (Bar) T (C)Raihan IhsanulNo ratings yet
- Calcul de Lot ICTDocument3 pagesCalcul de Lot ICTBison FutéNo ratings yet
- BG 8303 Ig FG 240Document5 pagesBG 8303 Ig FG 240gamebullpprNo ratings yet
- S01TOPO SUBTERRANEA UPN Grupo2Document8 pagesS01TOPO SUBTERRANEA UPN Grupo2kvnNo ratings yet
- Ladin Juliawan - 20320013 - BiostatistikDocument9 pagesLadin Juliawan - 20320013 - BiostatistikAnggrainiNo ratings yet
- CPT 2Document15 pagesCPT 2zhehan fahreziNo ratings yet
- Tensile TestDocument3 pagesTensile Testracharla009No ratings yet
- ذرعات المستشفىDocument14 pagesذرعات المستشفىمصعب عبد الحق النجاريNo ratings yet
- Pedido de Materiales para AlbañileriaDocument1 pagePedido de Materiales para Albañileriaroque5flores5vargasNo ratings yet
- Practica Segura 2Document14 pagesPractica Segura 2Antony Pari YujraNo ratings yet
- Ramos Angela Abtecn4s FileDocument19 pagesRamos Angela Abtecn4s FileCyrus IversonNo ratings yet
- Reva BibiDocument3 pagesReva Bibiashishmike208No ratings yet
- DN Pipe PDFDocument6 pagesDN Pipe PDFnassimNo ratings yet
- J BlokDocument9 pagesJ Blokpardayevabdulaziz1No ratings yet
- Titulação Ácido Glutâmico: V Naoh (ML) Eq Naoh (ML) PHDocument5 pagesTitulação Ácido Glutâmico: V Naoh (ML) Eq Naoh (ML) PHMonick CruzNo ratings yet
- Data MiningDocument3 pagesData MiningDwi JuniantoNo ratings yet
- Sales (Yi) Income (Xi) : Model Unstandardized Coefficients Standardized Coefficients T Sig. Collinearity StatisticsDocument1 pageSales (Yi) Income (Xi) : Model Unstandardized Coefficients Standardized Coefficients T Sig. Collinearity StatisticsMaria SariNo ratings yet
- Maragondon Bulk Water Supply ProjectDocument35 pagesMaragondon Bulk Water Supply ProjectAbel VirayNo ratings yet
- Station 1 2 3 4 5Document9 pagesStation 1 2 3 4 5Javier CastNo ratings yet
- Detailed Bill of MR VineethDocument12 pagesDetailed Bill of MR VineethFathima NazrinNo ratings yet
- Pengujian Lentur Balok Beton Karet (Beam) VARIASI 1 (PSR 60%: KRT 40%)Document43 pagesPengujian Lentur Balok Beton Karet (Beam) VARIASI 1 (PSR 60%: KRT 40%)cristian jeremy jeremyNo ratings yet
- Length Width Thickness Self Weight of Slab Live Load/m2 M M M kN/m2 kN/m2Document2 pagesLength Width Thickness Self Weight of Slab Live Load/m2 M M M kN/m2 kN/m2sudhirNo ratings yet
- Otomotiv Kabloları ECE-R118 / Automotive Cables ECE-R118 Flry-BDocument1 pageOtomotiv Kabloları ECE-R118 / Automotive Cables ECE-R118 Flry-BElbruz AugurNo ratings yet
- Cascade ControllerDocument5 pagesCascade Controllerblub blueNo ratings yet
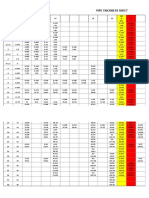
- Pipe Thickness ChartDocument4 pagesPipe Thickness ChartRahadian Dwi PutraNo ratings yet
- sm17 130127132808 Phpapp01Document29 pagessm17 130127132808 Phpapp01Arturo Hernández MoralesNo ratings yet
- Van Der Hoven SpectrumDocument4 pagesVan Der Hoven SpectrumFirdous Ul NazirNo ratings yet
- Rainfall: SeptemberDocument40 pagesRainfall: SeptemberWendell OconNo ratings yet
- Analysis Hasil Pengujian DCP: Titik Pengamatan: DCP KerucutDocument38 pagesAnalysis Hasil Pengujian DCP: Titik Pengamatan: DCP KerucutDibakar PutraNo ratings yet
- SN Description of Works No Length Breadth Height Quantity Unit Rate Amount Re Door WorksDocument2 pagesSN Description of Works No Length Breadth Height Quantity Unit Rate Amount Re Door WorksTuna KarnaNo ratings yet
- DCP WIDENING - CobaDocument456 pagesDCP WIDENING - CobaArtoNo ratings yet
- Morfometri NabhaniDocument20 pagesMorfometri NabhaniAston Jay MartinNo ratings yet
- Power of Compounding in SIP-1Document3 pagesPower of Compounding in SIP-1Nortex MarketingNo ratings yet
- Tadano Gr600ex Load ChartDocument1 pageTadano Gr600ex Load Chartasdasd asdasdNo ratings yet
- Elapsed Time Sample Number Notes T1 (°C) T2 (°C) T3 (°C) T4 (°C) T5 (°C) T6 (°C) T7 (°C)Document8 pagesElapsed Time Sample Number Notes T1 (°C) T2 (°C) T3 (°C) T4 (°C) T5 (°C) T6 (°C) T7 (°C)AnggieGarcésNo ratings yet
- Sungreen PresentationDocument24 pagesSungreen PresentationSANJOY MONDALNo ratings yet
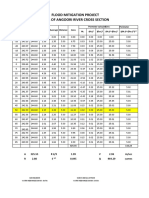
- Flood Mitigation Project Area of Angoori River Cross SectionDocument8 pagesFlood Mitigation Project Area of Angoori River Cross SectionankitNo ratings yet
- Fultusi KhatoonDocument4 pagesFultusi Khatoonashishmike208No ratings yet
- Data HedonikDocument34 pagesData Hedonikamadda imamNo ratings yet
- Tabla Rendimientos Inyectores MazzeiDocument1 pageTabla Rendimientos Inyectores MazzeicamilogueeeeeNo ratings yet
- Group 4 ProjectDocument3 pagesGroup 4 ProjectJohn BuzzerioNo ratings yet
- Tugas Praktikum Metodologi PenelitianDocument3 pagesTugas Praktikum Metodologi Penelitianrafitra124No ratings yet
- April 21, 2024Document3 pagesApril 21, 2024Ashir SaroyaNo ratings yet
- Pipe Thickness ChartDocument4 pagesPipe Thickness Chartred patriotNo ratings yet
- Pipe Thickness ChartDocument4 pagesPipe Thickness ChartAkhil JoseNo ratings yet
- Excel Project 1 - Pizza Case StudyDocument5 pagesExcel Project 1 - Pizza Case StudyAhmed MahmoudNo ratings yet
- RSADocument29 pagesRSApratik vharambaleNo ratings yet
- TensiónDocument14 pagesTensiónJhon ArchilaNo ratings yet
- EWMA Cusum Charts Examples Ch09Document4 pagesEWMA Cusum Charts Examples Ch09Diana RuizNo ratings yet























































Download as docx, pdf, or txt
You might also like
- HW 3 - Mora Carrillo JohnDocument5 pagesHW 3 - Mora Carrillo JohnJohn Fernando Mora CarrilloNo ratings yet
- Bab I Pengumpulan Data: Tinggi Leher AtasDocument4 pagesBab I Pengumpulan Data: Tinggi Leher AtasMuhamad Reza RamdaniNo ratings yet
- Bab I Pengumpulan Data: Tinggi Leher AtasDocument4 pagesBab I Pengumpulan Data: Tinggi Leher AtasMuhamad Reza RamdaniNo ratings yet
- Rezultati Moment InercijeDocument2 pagesRezultati Moment Inercijestubic059No ratings yet
- Exp 2 GR 5Document11 pagesExp 2 GR 5yashrmate.iitkgpNo ratings yet
- HCL X M Vs KonduktivitasDocument5 pagesHCL X M Vs KonduktivitasKirana Wirr'sNo ratings yet
- Soal No 5 Geser LansungDocument2 pagesSoal No 5 Geser LansungPutri Nadia Teja F4-32No ratings yet
- Chi-Square Table of Observed ValuesDocument3 pagesChi-Square Table of Observed ValuesAhmed BaharNo ratings yet
- Calculate RFSDocument10 pagesCalculate RFSDnNo ratings yet
- Imrul KausDocument2 pagesImrul Kausashishmike208No ratings yet
- No 1 30 1.8 0 11 43 2 40 1.85 1.5 11.5 44 3 50 2.05 3 11.75 44.5 4 60 2.2 4 12 45 5 70 2.2 4 12 45 Kecepata N Blower P (Bar) T (C) P (Bar) T (C)Document3 pagesNo 1 30 1.8 0 11 43 2 40 1.85 1.5 11.5 44 3 50 2.05 3 11.75 44.5 4 60 2.2 4 12 45 5 70 2.2 4 12 45 Kecepata N Blower P (Bar) T (C) P (Bar) T (C)Raihan IhsanulNo ratings yet
- Calcul de Lot ICTDocument3 pagesCalcul de Lot ICTBison FutéNo ratings yet
- BG 8303 Ig FG 240Document5 pagesBG 8303 Ig FG 240gamebullpprNo ratings yet
- S01TOPO SUBTERRANEA UPN Grupo2Document8 pagesS01TOPO SUBTERRANEA UPN Grupo2kvnNo ratings yet
- Ladin Juliawan - 20320013 - BiostatistikDocument9 pagesLadin Juliawan - 20320013 - BiostatistikAnggrainiNo ratings yet
- CPT 2Document15 pagesCPT 2zhehan fahreziNo ratings yet
- Tensile TestDocument3 pagesTensile Testracharla009No ratings yet
- ذرعات المستشفىDocument14 pagesذرعات المستشفىمصعب عبد الحق النجاريNo ratings yet
- Pedido de Materiales para AlbañileriaDocument1 pagePedido de Materiales para Albañileriaroque5flores5vargasNo ratings yet
- Practica Segura 2Document14 pagesPractica Segura 2Antony Pari YujraNo ratings yet
- Ramos Angela Abtecn4s FileDocument19 pagesRamos Angela Abtecn4s FileCyrus IversonNo ratings yet
- Reva BibiDocument3 pagesReva Bibiashishmike208No ratings yet
- DN Pipe PDFDocument6 pagesDN Pipe PDFnassimNo ratings yet
- J BlokDocument9 pagesJ Blokpardayevabdulaziz1No ratings yet
- Titulação Ácido Glutâmico: V Naoh (ML) Eq Naoh (ML) PHDocument5 pagesTitulação Ácido Glutâmico: V Naoh (ML) Eq Naoh (ML) PHMonick CruzNo ratings yet
- Data MiningDocument3 pagesData MiningDwi JuniantoNo ratings yet
- Sales (Yi) Income (Xi) : Model Unstandardized Coefficients Standardized Coefficients T Sig. Collinearity StatisticsDocument1 pageSales (Yi) Income (Xi) : Model Unstandardized Coefficients Standardized Coefficients T Sig. Collinearity StatisticsMaria SariNo ratings yet
- Maragondon Bulk Water Supply ProjectDocument35 pagesMaragondon Bulk Water Supply ProjectAbel VirayNo ratings yet
- Station 1 2 3 4 5Document9 pagesStation 1 2 3 4 5Javier CastNo ratings yet
- Detailed Bill of MR VineethDocument12 pagesDetailed Bill of MR VineethFathima NazrinNo ratings yet
- Pengujian Lentur Balok Beton Karet (Beam) VARIASI 1 (PSR 60%: KRT 40%)Document43 pagesPengujian Lentur Balok Beton Karet (Beam) VARIASI 1 (PSR 60%: KRT 40%)cristian jeremy jeremyNo ratings yet
- Length Width Thickness Self Weight of Slab Live Load/m2 M M M kN/m2 kN/m2Document2 pagesLength Width Thickness Self Weight of Slab Live Load/m2 M M M kN/m2 kN/m2sudhirNo ratings yet
- Otomotiv Kabloları ECE-R118 / Automotive Cables ECE-R118 Flry-BDocument1 pageOtomotiv Kabloları ECE-R118 / Automotive Cables ECE-R118 Flry-BElbruz AugurNo ratings yet
- Cascade ControllerDocument5 pagesCascade Controllerblub blueNo ratings yet
- Pipe Thickness ChartDocument4 pagesPipe Thickness ChartRahadian Dwi PutraNo ratings yet
- sm17 130127132808 Phpapp01Document29 pagessm17 130127132808 Phpapp01Arturo Hernández MoralesNo ratings yet
- Van Der Hoven SpectrumDocument4 pagesVan Der Hoven SpectrumFirdous Ul NazirNo ratings yet
- Rainfall: SeptemberDocument40 pagesRainfall: SeptemberWendell OconNo ratings yet
- Analysis Hasil Pengujian DCP: Titik Pengamatan: DCP KerucutDocument38 pagesAnalysis Hasil Pengujian DCP: Titik Pengamatan: DCP KerucutDibakar PutraNo ratings yet
- SN Description of Works No Length Breadth Height Quantity Unit Rate Amount Re Door WorksDocument2 pagesSN Description of Works No Length Breadth Height Quantity Unit Rate Amount Re Door WorksTuna KarnaNo ratings yet
- DCP WIDENING - CobaDocument456 pagesDCP WIDENING - CobaArtoNo ratings yet
- Morfometri NabhaniDocument20 pagesMorfometri NabhaniAston Jay MartinNo ratings yet
- Power of Compounding in SIP-1Document3 pagesPower of Compounding in SIP-1Nortex MarketingNo ratings yet
- Tadano Gr600ex Load ChartDocument1 pageTadano Gr600ex Load Chartasdasd asdasdNo ratings yet
- Elapsed Time Sample Number Notes T1 (°C) T2 (°C) T3 (°C) T4 (°C) T5 (°C) T6 (°C) T7 (°C)Document8 pagesElapsed Time Sample Number Notes T1 (°C) T2 (°C) T3 (°C) T4 (°C) T5 (°C) T6 (°C) T7 (°C)AnggieGarcésNo ratings yet
- Sungreen PresentationDocument24 pagesSungreen PresentationSANJOY MONDALNo ratings yet
- Flood Mitigation Project Area of Angoori River Cross SectionDocument8 pagesFlood Mitigation Project Area of Angoori River Cross SectionankitNo ratings yet
- Fultusi KhatoonDocument4 pagesFultusi Khatoonashishmike208No ratings yet
- Data HedonikDocument34 pagesData Hedonikamadda imamNo ratings yet
- Tabla Rendimientos Inyectores MazzeiDocument1 pageTabla Rendimientos Inyectores MazzeicamilogueeeeeNo ratings yet
- Group 4 ProjectDocument3 pagesGroup 4 ProjectJohn BuzzerioNo ratings yet
- Tugas Praktikum Metodologi PenelitianDocument3 pagesTugas Praktikum Metodologi Penelitianrafitra124No ratings yet
- April 21, 2024Document3 pagesApril 21, 2024Ashir SaroyaNo ratings yet
- Pipe Thickness ChartDocument4 pagesPipe Thickness Chartred patriotNo ratings yet
- Pipe Thickness ChartDocument4 pagesPipe Thickness ChartAkhil JoseNo ratings yet
- Excel Project 1 - Pizza Case StudyDocument5 pagesExcel Project 1 - Pizza Case StudyAhmed MahmoudNo ratings yet
- RSADocument29 pagesRSApratik vharambaleNo ratings yet
- TensiónDocument14 pagesTensiónJhon ArchilaNo ratings yet
- EWMA Cusum Charts Examples Ch09Document4 pagesEWMA Cusum Charts Examples Ch09Diana RuizNo ratings yet