Download as docx, pdf, or txt
You might also like
- KPL MSDS - CPP-films-Lamination-MetalizedDocument3 pagesKPL MSDS - CPP-films-Lamination-MetalizedZaheer AbbasNo ratings yet
- Iec 60794-3-11Document7 pagesIec 60794-3-11MICHIDUT100100% (1)
- Sample Preparation of XpsDocument5 pagesSample Preparation of XpsnajwaizzatiNo ratings yet
- Infrared Curing 2023Document4 pagesInfrared Curing 2023GodesPow. Jose L. Godes: Entrenamiento con potenciaNo ratings yet
- Module 2Document23 pagesModule 2Dhanya MenonNo ratings yet
- Training Division: Paint Curing by Infrared Catalytic ThermoreactorsDocument4 pagesTraining Division: Paint Curing by Infrared Catalytic ThermoreactorsRobert Daysor BancifraNo ratings yet
- UV-Curing Coatings Coatings: For Textiles: WithDocument10 pagesUV-Curing Coatings Coatings: For Textiles: WithIsmail BayraktarNo ratings yet
- UV-Curing Coatings Coatings: For Textiles: WithDocument10 pagesUV-Curing Coatings Coatings: For Textiles: WithIsmail BayraktarNo ratings yet
- Pod HandlerDocument14 pagesPod HandlerDhanraj.Dubey Btech2020No ratings yet
- 2.0 MicroencapsulationDocument37 pages2.0 MicroencapsulationPatel VinitNo ratings yet
- Dry Powder Coating A New Trend in Coating TechnologyDocument11 pagesDry Powder Coating A New Trend in Coating TechnologyTimir PatelNo ratings yet
- Epoxy BasicsDocument6 pagesEpoxy BasicsMuthuKumarNo ratings yet
- Composite Curing MethodsDocument13 pagesComposite Curing MethodsMustafaSamirNo ratings yet
- Microencapsulation SummaryDocument48 pagesMicroencapsulation SummaryDullah Zungu100% (2)
- Grephene:: Method," in Which A Piece of Tapeis Used To Peel Graphene Flakes Off of A Chunk of GraphiteDocument3 pagesGrephene:: Method," in Which A Piece of Tapeis Used To Peel Graphene Flakes Off of A Chunk of Graphitetaniya balochNo ratings yet
- Novel Approaches To Materials Synthesis and Processing With MicrowavesDocument16 pagesNovel Approaches To Materials Synthesis and Processing With MicrowaveskuruvillacNo ratings yet
- Resin-Based Composites: Badr IbdaaDocument34 pagesResin-Based Composites: Badr Ibdaaabdullah aliNo ratings yet
- Fiber MaterialsDocument27 pagesFiber MaterialsAnindita BoraNo ratings yet
- NanotechnologyDocument9 pagesNanotechnologyjaswanth.murugesan.01No ratings yet
- Elastomeric Impression MaterialsDocument45 pagesElastomeric Impression MaterialsNetraNo ratings yet
- Processes: Novel Technique For Coating of Fine Particles Using Fluidized Bed and Aerosol AtomizerDocument18 pagesProcesses: Novel Technique For Coating of Fine Particles Using Fluidized Bed and Aerosol AtomizerDenis Crispin IrazabalNo ratings yet
- Effects of Different Heating Strategies On The Joint Properties During Infrared Welding of Glass Fiber Reinforced Polyamide 6Document15 pagesEffects of Different Heating Strategies On The Joint Properties During Infrared Welding of Glass Fiber Reinforced Polyamide 6engineeringNo ratings yet
- Reliability of Double Clad Fiber Coatings For Fiber LasersDocument6 pagesReliability of Double Clad Fiber Coatings For Fiber Lasersco saNo ratings yet
- Nitowrap FRP600Document4 pagesNitowrap FRP600Venkata Raju KalidindiNo ratings yet
- Material Systems For Blast-Energy DissipationDocument9 pagesMaterial Systems For Blast-Energy DissipationAbdelfattah MoheyeldinNo ratings yet
- Research Nano MaterialsDocument4 pagesResearch Nano MaterialsNasir MajeedNo ratings yet
- Final DraftDocument16 pagesFinal DraftFadhilNo ratings yet
- Types of Coating Techniques: 1. Vaccum Coating 2. Electrostatic Coating. 4. Magnetically Induced CoatingDocument8 pagesTypes of Coating Techniques: 1. Vaccum Coating 2. Electrostatic Coating. 4. Magnetically Induced CoatingMariadi CanNo ratings yet
- #1 Examination of The Degradation and Weathering of Polymeric MaterialsDocument16 pages#1 Examination of The Degradation and Weathering of Polymeric MaterialsGermán CarleNo ratings yet
- Polymer Chemistry and MaterialsDocument3 pagesPolymer Chemistry and MaterialsGita RabelsaNo ratings yet
- 17-Notes - Synthesis of Thin Films by Physical Methods-1-4Document4 pages17-Notes - Synthesis of Thin Films by Physical Methods-1-4dk9sciNo ratings yet
- Advance Surface Coating TechniquesDocument6 pagesAdvance Surface Coating Techniquesjoshinihar19No ratings yet
- Tsao 1331272Document74 pagesTsao 1331272Evilneko1No ratings yet
- Fluid Ized Bed Lab ExperimentDocument10 pagesFluid Ized Bed Lab ExperimentJastreb SxeNo ratings yet
- Solvent Cement As Thermoplastic AdhesiveDocument18 pagesSolvent Cement As Thermoplastic AdhesiveShivam PanchalNo ratings yet
- Lec. 14 D. M.Document5 pagesLec. 14 D. M.زهراء فاضل اجبير فعيلNo ratings yet
- Choosing The Right Thermal InsulationDocument5 pagesChoosing The Right Thermal InsulationMinh TranNo ratings yet
- Group 4 - Experiment 2 ReportDocument13 pagesGroup 4 - Experiment 2 Reportwasit.mNo ratings yet
- Nitowrap EP (HF)Document4 pagesNitowrap EP (HF)Venkata Raju KalidindiNo ratings yet
- TMP 3189Document9 pagesTMP 3189FrontiersNo ratings yet
- TFTEODDocument24 pagesTFTEODNishant KataraNo ratings yet
- Microencapsulation Unit 2 Chapter 1 1.1Document28 pagesMicroencapsulation Unit 2 Chapter 1 1.1shardaashish0No ratings yet
- Particle Size ReductionDocument13 pagesParticle Size ReductionMarcel MrcNo ratings yet
- Chapter 1: Introduction To Powder Coatings 1.1 What Are Powder Coatings?Document35 pagesChapter 1: Introduction To Powder Coatings 1.1 What Are Powder Coatings?Jose Manuel HernandezNo ratings yet
- Nano Materials: Mr. Sonaji V. Gyakwad Assistant Professor Dept of Chemistry MRS.K.S.K College BeedDocument16 pagesNano Materials: Mr. Sonaji V. Gyakwad Assistant Professor Dept of Chemistry MRS.K.S.K College BeedOmar DoskyNo ratings yet
- The Effect of The Light Intensity and Light DistanDocument13 pagesThe Effect of The Light Intensity and Light Distangame.you.k.6119No ratings yet
- Module 4 Thin Films ModifiedDocument97 pagesModule 4 Thin Films Modifiedhemanth.vishnu2002No ratings yet
- Optical Properties: 2. Semitransparent Materials: There Is A Large Group of Polymeric Materials WhichDocument10 pagesOptical Properties: 2. Semitransparent Materials: There Is A Large Group of Polymeric Materials WhichSumaiyaNo ratings yet
- Article Mahmoud IntrudactionDocument13 pagesArticle Mahmoud IntrudactionBeatrice PetrisorNo ratings yet
- UV Vs EB CoatingDocument10 pagesUV Vs EB CoatingRahmathNo ratings yet
- 01 HistopathologyDocument110 pages01 HistopathologyRajkishor YadavNo ratings yet
- The Design and Performance Research of PTFE - PVDF - PDMS Superhydrophobic Radiative Cooling CompositeDocument11 pagesThe Design and Performance Research of PTFE - PVDF - PDMS Superhydrophobic Radiative Cooling CompositeFF TamizhaNo ratings yet
- Lab - 3-Spin CoatingDocument3 pagesLab - 3-Spin CoatingSam StideNo ratings yet
- Size SeparationDocument44 pagesSize SeparationKazi Nafis Ullah100% (5)
- Coating TechnologyDocument38 pagesCoating TechnologyReal Anmol Arora100% (6)
- Textile Finishing Lab Report (11) : Title: Application of Flame Retardant FinishDocument7 pagesTextile Finishing Lab Report (11) : Title: Application of Flame Retardant FinishAsad Jamil RanaNo ratings yet
- Material Working Procedures and PrecautionsDocument4 pagesMaterial Working Procedures and PrecautionsVishal PraveenNo ratings yet
- Determining Changes in Fire-Test-Response Characteristics of Cushioning Materials After Water LeachingDocument4 pagesDetermining Changes in Fire-Test-Response Characteristics of Cushioning Materials After Water LeachingAlevj DbNo ratings yet
- Lect11 - Applications pt2Document26 pagesLect11 - Applications pt2Zack UwanNo ratings yet
- Polymer and Photonic Materials Towards Biomedical BreakthroughsFrom EverandPolymer and Photonic Materials Towards Biomedical BreakthroughsJasper Van HoorickNo ratings yet
- Self-Cleaning Materials and Surfaces: A Nanotechnology ApproachFrom EverandSelf-Cleaning Materials and Surfaces: A Nanotechnology ApproachWalid A. DaoudRating: 5 out of 5 stars5/5 (1)
- 04chapters1 5Document153 pages04chapters1 5iordacheNo ratings yet
- Non Destructive Examination 2Document148 pagesNon Destructive Examination 2adeoye_okunoyeNo ratings yet
- 502W065GB Update SSL-Broschuere PreviewDocument36 pages502W065GB Update SSL-Broschuere PreviewSameer KmNo ratings yet
- Human Eye and Colourful World NotesDocument13 pagesHuman Eye and Colourful World NotesSreejith SurendranNo ratings yet
- ESS NATO Stock Number ListDocument1 pageESS NATO Stock Number ListAngeline Jolie AbdullahNo ratings yet
- Raman SpectrosDocument10 pagesRaman Spectros'tca' Zycooll LokazNo ratings yet
- MRFM (Magnetic Resonance Force Microscopy) : Done By, V.Muthu Esakki Ii-McaDocument11 pagesMRFM (Magnetic Resonance Force Microscopy) : Done By, V.Muthu Esakki Ii-McaAjith Kumar PNo ratings yet
- IR Spectroscopy: Dr. M. Saqlain TahirDocument19 pagesIR Spectroscopy: Dr. M. Saqlain TahirAsif AliNo ratings yet
- SL-TH 30W Laser Marking User ManualDocument25 pagesSL-TH 30W Laser Marking User ManualRicardo QueirogaNo ratings yet
- 9 Top Photography Composition Rules You Need To KnowDocument15 pages9 Top Photography Composition Rules You Need To KnowIsagani AbonNo ratings yet
- Physics-Investigatory To Find The Refractive Indices of (A) Water (B) Oil (Transparent) Using A Plane Mirror, An Equiconvex LensDocument17 pagesPhysics-Investigatory To Find The Refractive Indices of (A) Water (B) Oil (Transparent) Using A Plane Mirror, An Equiconvex Lensnagendra.bncNo ratings yet
- JAMB Syllabus For Physics: 1. Measurements and UnitsDocument26 pagesJAMB Syllabus For Physics: 1. Measurements and UnitsGeorge AniborNo ratings yet
- CP - GR4 - Science - Subjective Revision - Term 2Document2 pagesCP - GR4 - Science - Subjective Revision - Term 2Prarthi BhoirNo ratings yet
- Introduction To Raman Spectroscopy Measurement Data Processing Using Igor ProDocument20 pagesIntroduction To Raman Spectroscopy Measurement Data Processing Using Igor ProKhloud MadihNo ratings yet
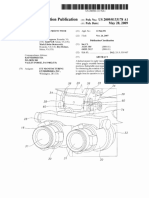
- Us20090133178a1-Night Vision Goggle Mount With PDFDocument11 pagesUs20090133178a1-Night Vision Goggle Mount With PDFja2ja1No ratings yet
- Optics Nature of Light: Wave Nature Particle NatureDocument15 pagesOptics Nature of Light: Wave Nature Particle NatureSam BrownNo ratings yet
- Topcon TRC NW300 enDocument2 pagesTopcon TRC NW300 enadelNo ratings yet
- Illumination QUICK NOTE-8Document21 pagesIllumination QUICK NOTE-8bmanisankarNo ratings yet
- IES Lighting HandbookDocument5 pagesIES Lighting HandbookJoshua OneillNo ratings yet
- Stephen Rolt - Optical Engineering Science-Wiley (2020)Document647 pagesStephen Rolt - Optical Engineering Science-Wiley (2020)laura100% (1)
- Lesson Plan - OfCDocument10 pagesLesson Plan - OfCRajshekhar UnniNo ratings yet
- G1311-90300 QuaternarySystem EbookDocument114 pagesG1311-90300 QuaternarySystem EbookJayaganeshNo ratings yet
- Be Eie R2011Document321 pagesBe Eie R2011Kalai YarasiNo ratings yet
- Project ListDocument2 pagesProject Listmanoj kumarNo ratings yet
- Free-Electron LasersDocument17 pagesFree-Electron LasersRichard SmithNo ratings yet
- Light-Induced Surface Sliding of The Nematic Director in Liquid CrystalsDocument4 pagesLight-Induced Surface Sliding of The Nematic Director in Liquid CrystalsSergei SlussarenkoNo ratings yet
- 12.basics of PhotographyDocument480 pages12.basics of PhotographyPamie43100% (3)
- Department of Physics, School of Engineering: LaserDocument21 pagesDepartment of Physics, School of Engineering: LaserBrijesh GuravNo ratings yet