Download as pdf or txt
You might also like
- Ashrae 15-2022 (Packaged Standard 34-2022)Document5 pagesAshrae 15-2022 (Packaged Standard 34-2022)rpercorNo ratings yet
- Green Glass Sea Reading GuideDocument1 pageGreen Glass Sea Reading Guideapi-2505424260% (3)
- Prasad P. - App Design Apprentice (1st Edition) - 2021Document476 pagesPrasad P. - App Design Apprentice (1st Edition) - 2021phạm quang lộc100% (3)
- Cummins STCDocument2 pagesCummins STCAnonymous 340A7vnwV1100% (13)
- Optimised Drilling Practices Course: Section 6: Hole CleaningDocument56 pagesOptimised Drilling Practices Course: Section 6: Hole CleaningWaleed Barakat Maria100% (1)
- Celect Injector Adjustment 01-05Document3 pagesCelect Injector Adjustment 01-055476493% (15)
- Reading Y3 Summer 1Document6 pagesReading Y3 Summer 1Surfyourlife UntilyoudieNo ratings yet
- Operation ProcedureDocument4 pagesOperation ProcedureEmad JamshidiNo ratings yet
- Rishabh Gupta PDFDocument3 pagesRishabh Gupta PDFrishabhNo ratings yet
- BWT Septron Line 31-61 Rev01!08!05-18 Opm enDocument56 pagesBWT Septron Line 31-61 Rev01!08!05-18 Opm enDavide Grioni100% (1)
- Core Barrel Running ProcedureDocument4 pagesCore Barrel Running Proceduremahesh_mzp1954No ratings yet
- BP MillingDocument1 pageBP MillingAmr FathiNo ratings yet
- Cementing Equipment and PlugsDocument2 pagesCementing Equipment and PlugsAndres SanchezNo ratings yet
- Knurling Manual PDFDocument1 pageKnurling Manual PDFgordomanotasNo ratings yet
- General CT MillingDocument3 pagesGeneral CT MillingJose Leonardo Materano PerozoNo ratings yet
- PHQ36 Drill Setup Manual 2017.06Document53 pagesPHQ36 Drill Setup Manual 2017.06Carlene LalandeNo ratings yet
- Section 5 - Milling Tools & Washover EquipDocument22 pagesSection 5 - Milling Tools & Washover EquipMichèle SpiteriNo ratings yet
- Milling Guidlines in DrillingDocument1 pageMilling Guidlines in DrillingJevi SeptiawanNo ratings yet
- Coil Tubing Deployment - 5756337 - 01Document3 pagesCoil Tubing Deployment - 5756337 - 01KHALEDFEKAIRNo ratings yet
- 7 X 9.625 With TSP, DWPDocument5 pages7 X 9.625 With TSP, DWPRahima RahoumaNo ratings yet
- Casing Cutting Procedure - WFDDocument5 pagesCasing Cutting Procedure - WFDprateek132106No ratings yet
- HALCO DTH Drill Tools User GuideDocument12 pagesHALCO DTH Drill Tools User GuideApril LongNo ratings yet
- Double Acting Hydraulic Drilling JarDocument10 pagesDouble Acting Hydraulic Drilling JarDanciulescu Mircea GabrielNo ratings yet
- Reamer Running and Drillout Protocol Wft005188Document1 pageReamer Running and Drillout Protocol Wft005188mbhadelNo ratings yet
- Sandvik Drilling Tools Care and MaintenanceDocument25 pagesSandvik Drilling Tools Care and Maintenancekukuh atmanto100% (1)
- 11 FishingDocument23 pages11 FishingIgnatius FebriantaNo ratings yet
- Milling Applications in DrillingDocument12 pagesMilling Applications in DrillingMustafa Naithel67% (3)
- Junk Milling - Description and UsageDocument2 pagesJunk Milling - Description and UsageCarlos Alberto100% (1)
- 13 - Tools Used To Deflect A WellboreDocument19 pages13 - Tools Used To Deflect A WellboreFarouq EngNo ratings yet
- Drilling With Casing 04Document15 pagesDrilling With Casing 04Dian Sikumbang100% (2)
- Cementing Equipment and Plugs: Running & Drillout ProcedureDocument3 pagesCementing Equipment and Plugs: Running & Drillout ProcedureEmad JamshidiNo ratings yet
- Milling GuidelinesDocument13 pagesMilling Guidelinesazert511No ratings yet
- Tie Back Liner RunDocument3 pagesTie Back Liner RunkangrassNo ratings yet
- Inflow Test Negative Test 1717362618Document7 pagesInflow Test Negative Test 1717362618saif khudhairNo ratings yet
- L7 - Wellbore Deflection & BHA SelectionDocument32 pagesL7 - Wellbore Deflection & BHA SelectionLaxmi Kant Prasad100% (1)
- 15 X 21 Batch Ball MillDocument12 pages15 X 21 Batch Ball MillAnil Kumar KnNo ratings yet
- Under ReamingDocument1 pageUnder ReamingDon BraithwaiteNo ratings yet
- Hole Opening PracticesDocument13 pagesHole Opening PracticesLuis HernándezNo ratings yet
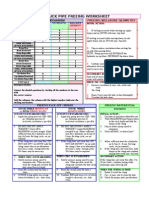
- Stuck Pipe ChartDocument3 pagesStuck Pipe ChartJorge Luis Ortiz100% (2)
- Manual Operativo - Tijeras Wenzel Ø 6 1-2 - InglesDocument11 pagesManual Operativo - Tijeras Wenzel Ø 6 1-2 - InglesChristian Matteo100% (1)
- RAC Shark Type PRTDocument3 pagesRAC Shark Type PRTmido kassemNo ratings yet
- Well ProblemsDocument47 pagesWell ProblemsroshanpateliaNo ratings yet
- Well ProblemsDocument47 pagesWell ProblemsCHUKWUEMEKE OSONDUNo ratings yet
- Dodge ALL-STEEL Pillow Blocks: Instruction Manual ForDocument2 pagesDodge ALL-STEEL Pillow Blocks: Instruction Manual ForWisnu BharataNo ratings yet
- Wassara Start-Up Guide Jet-GroutingDocument8 pagesWassara Start-Up Guide Jet-GroutingdeliaabreguNo ratings yet
- Fishing PracticeDocument14 pagesFishing PracticeMoustafa AbdouNo ratings yet
- 08 Well ProblemsDocument47 pages08 Well ProblemsHossam Hussain HamoudaNo ratings yet
- Weather Ford Drillout ProcedureDocument1 pageWeather Ford Drillout Proceduretonze1No ratings yet
- Stuck Pipe - Drilling ProblemDocument18 pagesStuck Pipe - Drilling ProblemaaputraNo ratings yet
- Teoria SidetrackDocument5 pagesTeoria SidetrackAndres LojaNo ratings yet
- Superior Packer Setting ProceduereDocument10 pagesSuperior Packer Setting ProcedueretarangtusharNo ratings yet
- 07 Well ProblemsDocument47 pages07 Well ProblemsMustafa0108910% (1)
- Wellbore Sidetracking GuidelinesDocument5 pagesWellbore Sidetracking Guidelinesmadonnite3781No ratings yet
- Drilling, Boring, Reaming, and Tapping To Spot and Drill Work in A ChuckDocument3 pagesDrilling, Boring, Reaming, and Tapping To Spot and Drill Work in A ChuckMoid Aretaño MesaNo ratings yet
- 3 Well ProblemsDocument47 pages3 Well ProblemsKarwan Dilmany100% (1)
- Informacion Tecnica IMS 750 1000Document6 pagesInformacion Tecnica IMS 750 1000Carlo CanoNo ratings yet
- Sidetracking PrinciplesDocument3 pagesSidetracking PrinciplesDon BraithwaiteNo ratings yet
- Stuck Pipe PosterDocument1 pageStuck Pipe Posterhooman_tehNo ratings yet
- Liner Procedure 5.5 ExampleDocument3 pagesLiner Procedure 5.5 ExampleLenis CeronNo ratings yet
- Pro Tools Hole Saw Notcher Operating InstructionsDocument12 pagesPro Tools Hole Saw Notcher Operating InstructionsFabio VianaNo ratings yet
- Union Drill Line Service Guidelines Product BulletinDocument2 pagesUnion Drill Line Service Guidelines Product BulletinDavid OrtegaNo ratings yet
- Drilling The Well: Figure 77. Variations in Hole Diameter Caused by Differences in Sedimentary Rock LayersDocument7 pagesDrilling The Well: Figure 77. Variations in Hole Diameter Caused by Differences in Sedimentary Rock LayersweldsvNo ratings yet
- Bowl Mill Study 1Document10 pagesBowl Mill Study 1DSG100% (1)
- Wood Turning - The Lathe and Its Accessories, Tools, Turning Between Centres Face-Plate Work, Boring, PolishingFrom EverandWood Turning - The Lathe and Its Accessories, Tools, Turning Between Centres Face-Plate Work, Boring, PolishingNo ratings yet
- Metalwork and Machining Hints and Tips for Home Machinists: 101 Plans and DrawingsFrom EverandMetalwork and Machining Hints and Tips for Home Machinists: 101 Plans and DrawingsNo ratings yet
- Tractor Ploughing Manual, The, 2nd Edition: The Society of Ploughman Official HandbookFrom EverandTractor Ploughing Manual, The, 2nd Edition: The Society of Ploughman Official HandbookRating: 5 out of 5 stars5/5 (2)
- Level 2 - TR100 SA Allison CEC2 020710Document83 pagesLevel 2 - TR100 SA Allison CEC2 020710Anonymous 340A7vnwV1100% (6)
- Valve Set Mark KTA 50 BFDocument1 pageValve Set Mark KTA 50 BFAnonymous 340A7vnwV1No ratings yet
- Handover FromDocument2 pagesHandover FromAnonymous 340A7vnwV1No ratings yet
- Valve Set Mark KTA 50 BFDocument1 pageValve Set Mark KTA 50 BFAnonymous 340A7vnwV1No ratings yet
- Level 2 - TR100 SA Hydraulic System Complete 020710Document118 pagesLevel 2 - TR100 SA Hydraulic System Complete 020710Anonymous 340A7vnwV1100% (2)
- Home 800Document1 pageHome 800Anonymous 340A7vnwV1No ratings yet
- RDT Routine ServiceDocument32 pagesRDT Routine ServiceAnonymous 340A7vnwV1No ratings yet
- HelpDocument1 pageHelpAnonymous 340A7vnwV1No ratings yet
- RDT Routine ServiceDocument26 pagesRDT Routine ServiceAnonymous 340A7vnwV1100% (1)
- Chapter 7 Rev 2 Rotation CircuitsDocument19 pagesChapter 7 Rev 2 Rotation CircuitsAnonymous 340A7vnwV1No ratings yet
- S2000 Ddec Iv 170708Document95 pagesS2000 Ddec Iv 170708Anonymous 340A7vnwV1100% (4)
- Chapter 9 Rev2 Dust Collector CircuitsDocument9 pagesChapter 9 Rev2 Dust Collector CircuitsAnonymous 340A7vnwV1No ratings yet
- Shaft SinkingDocument10 pagesShaft SinkingAnonymous 340A7vnwV1No ratings yet
- Cummins Celect Injector AdjustmentDocument9 pagesCummins Celect Injector AdjustmentAnonymous 340A7vnwV1No ratings yet
- Chapter 5 Rev 3 Tramming CirucitsDocument4 pagesChapter 5 Rev 3 Tramming CirucitsAnonymous 340A7vnwV1No ratings yet
- Chapter 1: General InformationDocument26 pagesChapter 1: General InformationAnonymous 340A7vnwV1No ratings yet
- Chapter 8 Rev 2 Air SystemDocument12 pagesChapter 8 Rev 2 Air SystemAnonymous 340A7vnwV1No ratings yet
- Advatage and DisadadvatagesDocument5 pagesAdvatage and DisadadvatagesPawan PathakNo ratings yet
- Question Bank AR VRDocument17 pagesQuestion Bank AR VRarambamranajsingh04No ratings yet
- BUET Prospectus CIVILDocument111 pagesBUET Prospectus CIVILMashrur AbidNo ratings yet
- Flat Plate AnalysisDocument7 pagesFlat Plate AnalysisVikram MangaloreNo ratings yet
- 2019 2020 AEB Expression of InterestDocument1 page2019 2020 AEB Expression of InterestCentre AdministratorNo ratings yet
- Certificado Copla 6000 1Document1 pageCertificado Copla 6000 1juan aguilarNo ratings yet
- Mark Scheme: Q Scheme Marks Aos Pearson Progression Step and Progress Descriptor 1 M1Document9 pagesMark Scheme: Q Scheme Marks Aos Pearson Progression Step and Progress Descriptor 1 M1sara jaimeNo ratings yet
- Workshop 9 FUTURE TENSES-2Document3 pagesWorkshop 9 FUTURE TENSES-2FABIAN ANDRES VILLANUEVA SANCHEZNo ratings yet
- Manageengine Endpoint Central: Roi CalculationDocument6 pagesManageengine Endpoint Central: Roi CalculationGăûřăv Wolvarine ShăřmăNo ratings yet
- A+ Blog-Class-8-Chemistry-Samagra-Chapter-7-Question Pool (Em)Document9 pagesA+ Blog-Class-8-Chemistry-Samagra-Chapter-7-Question Pool (Em)Riya Maria SijuNo ratings yet
- Audit Non Conformance ReportDocument4 pagesAudit Non Conformance Reportbudi_alamsyah100% (2)
- Quiz Bank Recon and Proof of CashDocument3 pagesQuiz Bank Recon and Proof of CashAlexander ONo ratings yet
- Hemorragic CystDocument14 pagesHemorragic CystNyoman TapayanaNo ratings yet
- 2008 05 07 140531shadrina - TahilDocument91 pages2008 05 07 140531shadrina - TahilLoggerz ArckNo ratings yet
- CD800 User Reference GuideDocument36 pagesCD800 User Reference GuideHarry MuñozNo ratings yet
- Cellphone SafetyDocument18 pagesCellphone Safetyva4avNo ratings yet
- L. N .E.R.-'': and The Silver Jubilee'' TrainDocument3 pagesL. N .E.R.-'': and The Silver Jubilee'' TrainIan FlackNo ratings yet
- Information Systems For Healthcare Management Eighth Edition 8Th Edition Full ChapterDocument41 pagesInformation Systems For Healthcare Management Eighth Edition 8Th Edition Full Chapterarnold.kluge705100% (24)
- 55 MaintenanceDocument39 pages55 MaintenanceJefry Somarribas HerreraNo ratings yet
- A Z of Simple Living BookDocument68 pagesA Z of Simple Living Bookdrsubramanian100% (4)
- IBM Power Facts and FeaturesDocument19 pagesIBM Power Facts and Featuresivan Dario Correa RestrepoNo ratings yet
- Michael Downs - Lacan's Concept of The Object-Cause of Desire (Objet Petit A)Document23 pagesMichael Downs - Lacan's Concept of The Object-Cause of Desire (Objet Petit A)JustinWagnerNo ratings yet
- Basic Civil Engineering: V.K SinghDocument32 pagesBasic Civil Engineering: V.K SinghVikash SinghNo ratings yet
- 07. ĐỀ THI VÀO LỚP 10-CẦN THƠ (2020-2021)Document8 pages07. ĐỀ THI VÀO LỚP 10-CẦN THƠ (2020-2021)Vương ThànhNo ratings yet