Download as pdf or txt
You might also like
- Sears Roto TillerDocument16 pagesSears Roto Tillerbillmanvt100% (2)
- Logan Lathe Model 922 ManualDocument16 pagesLogan Lathe Model 922 Manualnjsmith5No ratings yet
- MANUAL Gem S3Document16 pagesMANUAL Gem S3luis joseNo ratings yet
- Process Operations Task No. Description: Work ProcedureDocument6 pagesProcess Operations Task No. Description: Work ProceduregururajNo ratings yet
- Norris Recommended Makeup Procedures T003 V02 081908 PDFDocument2 pagesNorris Recommended Makeup Procedures T003 V02 081908 PDFHamed GeramiNo ratings yet
- Single Conductor Re Head InstructionsDocument14 pagesSingle Conductor Re Head Instructionsanksri07No ratings yet
- Cofimco Fan ManualDocument8 pagesCofimco Fan ManualShivakumarNo ratings yet
- Exploded View - Page 1: 18 December 2013 6Document14 pagesExploded View - Page 1: 18 December 2013 6gman_g2000No ratings yet
- Vitamins SpreadsheetDocument6 pagesVitamins SpreadsheetB-Rock Daniels100% (1)
- Epson 3800 3880 SMDocument306 pagesEpson 3800 3880 SMIon IonutNo ratings yet
- Kleiberit PUR 501 - FISPQDocument8 pagesKleiberit PUR 501 - FISPQYuri SouzaNo ratings yet
- Lancaster-V3 2502Document19 pagesLancaster-V3 2502HD PNo ratings yet
- 37 1 606Document26 pages37 1 606khalafNo ratings yet
- Phoenix 2400 UpdatedmanualDocument16 pagesPhoenix 2400 UpdatedmanualJay TeeNo ratings yet
- WWP 40 HDocument13 pagesWWP 40 HHEMANTKHERANo ratings yet
- World-Wide Technical Reference Guide: Grand RegulationDocument16 pagesWorld-Wide Technical Reference Guide: Grand Regulationcjarcher1677No ratings yet
- Model 3009 Series II Improved Instruction BookDocument16 pagesModel 3009 Series II Improved Instruction Bookvincen chenNo ratings yet
- Steeda Tri-Ax Shifter: Installation Instructions For T-56 TransmissionsDocument1 pageSteeda Tri-Ax Shifter: Installation Instructions For T-56 TransmissionsTianjian ZhaoNo ratings yet
- 412 Tuning Tips 2Document7 pages412 Tuning Tips 2nikola parlovNo ratings yet
- 02J 02M Shifter InstallDocument7 pages02J 02M Shifter Installjgilbertson314No ratings yet
- SPD Instructions 060120Document8 pagesSPD Instructions 060120jezfxrNo ratings yet
- Variable Pitch SheavesDocument2 pagesVariable Pitch Sheavescotin006No ratings yet
- Elite 5 Elite 5m ManualDocument52 pagesElite 5 Elite 5m ManualCosmin GheorgheNo ratings yet
- DW 9500 ManualDocument2 pagesDW 9500 ManualCesarNo ratings yet
- 15-25kV 200A Fuse Elbow Instruction SheetDocument4 pages15-25kV 200A Fuse Elbow Instruction Sheet01666754614No ratings yet
- Tapmatic 50X Safety and Operation ManualDocument12 pagesTapmatic 50X Safety and Operation ManualrvpilotNo ratings yet
- Norris Recommended Makeup Procedures T003 V02 081908Document2 pagesNorris Recommended Makeup Procedures T003 V02 081908Hamed Gerami100% (1)
- Sea 116 ManualDocument41 pagesSea 116 ManualnkejacqueNo ratings yet
- Installing The Delta Ring Assembly & The Barrel Into The Upper ReceiverDocument2 pagesInstalling The Delta Ring Assembly & The Barrel Into The Upper Receiverpronet8686No ratings yet
- I & M 6800HP Series: Ideal Installation SchematicDocument4 pagesI & M 6800HP Series: Ideal Installation SchematicMultilibros VillamontesNo ratings yet
- Hartmann Pumps PVX Repair ManualDocument18 pagesHartmann Pumps PVX Repair ManualJustinNo ratings yet
- Reaming OperationDocument5 pagesReaming Operationsorangel_123No ratings yet
- Lapp Quick-Link Bushings: Instructions For Installation and Removal ofDocument3 pagesLapp Quick-Link Bushings: Instructions For Installation and Removal oframsesiNo ratings yet
- OriginalDocument11 pagesOriginaleddimambweNo ratings yet
- Instruction Manual 6460: Lead Seal Cementing Type Casing PatchDocument10 pagesInstruction Manual 6460: Lead Seal Cementing Type Casing PatchRagui StephanosNo ratings yet
- Electric Chainsaw: Instruction ManualDocument10 pagesElectric Chainsaw: Instruction Manualshabab_14No ratings yet
- 48 Yak54 EXP ManualDocument27 pages48 Yak54 EXP Manualandres silvestreNo ratings yet
- FoldAR Operator's Manual Rev1.0Document42 pagesFoldAR Operator's Manual Rev1.0qasssdewNo ratings yet
- Wood Propellers: Installation, Operation, & Maintenance Integral Flange CrankshaftsDocument4 pagesWood Propellers: Installation, Operation, & Maintenance Integral Flange CrankshaftsPOUETNo ratings yet
- WheelHorse Snow Thrower Completing Package Manual 6-9111Document4 pagesWheelHorse Snow Thrower Completing Package Manual 6-9111Kevins Small Engine and Tractor ServiceNo ratings yet
- GR - WRDSP - Tech LiteratureDocument7 pagesGR - WRDSP - Tech LiteratureDigger Downhole ToolsNo ratings yet
- Interruptor de PresionruelcoDocument3 pagesInterruptor de PresionruelcoantonioNo ratings yet
- Assembly Instructions: Arh TigerDocument12 pagesAssembly Instructions: Arh TigerHewertonMenezesNo ratings yet
- Catalina ML336A-250-38 REV3 PDFDocument136 pagesCatalina ML336A-250-38 REV3 PDFCarlosSantamariaNo ratings yet
- Pocket Guide For PavingDocument48 pagesPocket Guide For PavingТракия Билд100% (1)
- Frenos de Motor CumminsDocument4 pagesFrenos de Motor CumminsPablo PorrasNo ratings yet
- Owner'S Manual and Stringing InstructionsDocument12 pagesOwner'S Manual and Stringing Instructionsralf borgNo ratings yet
- Running A Bridge Plug and Cement Retainers 4531366 01Document32 pagesRunning A Bridge Plug and Cement Retainers 4531366 01Mohamed HashemNo ratings yet
- Type CMR, Instalacion.Document4 pagesType CMR, Instalacion.Mario MarquezNo ratings yet
- TJ Wrangler Rubicon Express 4 5 Inch Super-Flex Suspension Lift Installation InstructionsDocument3 pagesTJ Wrangler Rubicon Express 4 5 Inch Super-Flex Suspension Lift Installation Instructionsrollingsphere100% (2)
- NorrisDocument2 pagesNorrisGhodbunderNo ratings yet
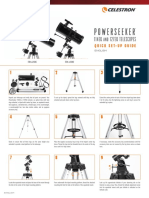
- 114EQ and 127EQ TELESCOPES: Quick Set-Up GuideDocument10 pages114EQ and 127EQ TELESCOPES: Quick Set-Up GuideDaan LacerdaaNo ratings yet
- Read Me First!: Matrix Infinity VT Matrix Infinity Mic Blend Installation GuideDocument7 pagesRead Me First!: Matrix Infinity VT Matrix Infinity Mic Blend Installation GuideRofers Produções MusicaisNo ratings yet
- TCP Loading Procedure - Gas Gun - 06-13-2012Document4 pagesTCP Loading Procedure - Gas Gun - 06-13-2012Denier RubianoNo ratings yet
- SolaPix 7 Snoot Installation GuideDocument7 pagesSolaPix 7 Snoot Installation Guidemakore1948No ratings yet
- BSP-1200 Assembly and Installation GuideDocument9 pagesBSP-1200 Assembly and Installation GuideOsama MohammedNo ratings yet
- Fi Airgap Intake Installation Instructions: Adapter and Fuel Rails Will Be The Correct Updated VersionsDocument8 pagesFi Airgap Intake Installation Instructions: Adapter and Fuel Rails Will Be The Correct Updated VersionsGabriel ChiavettoNo ratings yet
- Conax MHM Series Assembly InstructionsDocument4 pagesConax MHM Series Assembly InstructionsColin ZhangNo ratings yet
- UntitledDocument4 pagesUntitledJUANNo ratings yet
- Panwater FRP Fan Assembly Installation GuideDocument13 pagesPanwater FRP Fan Assembly Installation GuideAngelamiyabi AndiniNo ratings yet
- TSE Installation Manual Rev5Document2 pagesTSE Installation Manual Rev5eyya 007No ratings yet
- FishfinderDocument2 pagesFishfindervolme20No ratings yet
- Install HPC NuTLink SuperTLinkDocument1 pageInstall HPC NuTLink SuperTLinkAndy LNo ratings yet
- Delco Radio Owner's Manual Model 633; Delcotron Generator InstallationFrom EverandDelco Radio Owner's Manual Model 633; Delcotron Generator InstallationNo ratings yet
- Type J BPVDocument30 pagesType J BPVgman_g2000100% (1)
- DD PaperDocument11 pagesDD Papergman_g2000No ratings yet
- Example DWOP AgendaDocument1 pageExample DWOP Agendagman_g2000100% (1)
- TWCV Type JDocument3 pagesTWCV Type Jgman_g2000No ratings yet
- CONFI-MUL XHT - 4880-60 - MSDS - 29 Aug 17Document7 pagesCONFI-MUL XHT - 4880-60 - MSDS - 29 Aug 17gman_g2000No ratings yet
- 3x2x13 944Document1 page3x2x13 944gman_g2000No ratings yet
- Phasetreat Innovation Spotlight PDFDocument5 pagesPhasetreat Innovation Spotlight PDFgman_g2000No ratings yet
- 380v-3phase: Air CompressorDocument1 page380v-3phase: Air Compressorgman_g2000No ratings yet
- The Normal DistributionDocument30 pagesThe Normal DistributionJohn Rich CaidicNo ratings yet
- Combustion Engineering, Heat Transfer, Refrigeration Engineering, & Air ConditioningDocument17 pagesCombustion Engineering, Heat Transfer, Refrigeration Engineering, & Air ConditioningNicole Mae AllosadaNo ratings yet
- Filipino BasicDocument21 pagesFilipino BasicReiko Nakayama100% (1)
- Water Stability - What Does It Mean and How Do You Measure It ?Document9 pagesWater Stability - What Does It Mean and How Do You Measure It ?Richard EscueNo ratings yet
- 8210.40 Single Band RET For Multiband Antennas (Controlling White Antenna Array)Document1 page8210.40 Single Band RET For Multiband Antennas (Controlling White Antenna Array)Mohammad AlloushNo ratings yet
- Kerr EffectDocument5 pagesKerr EffectJose GalvanNo ratings yet
- IllithidDocument5 pagesIllithidMattia La RosaNo ratings yet
- Gas Pressure Reducing: Gas Pressure Reducing & Shut-Off Valve & Shut-Off Valve Series 71P11A Series 71P11ADocument4 pagesGas Pressure Reducing: Gas Pressure Reducing & Shut-Off Valve & Shut-Off Valve Series 71P11A Series 71P11AĐình Sơn HoàngNo ratings yet
- CSC 2701 - CalculusDocument5 pagesCSC 2701 - CalculusMd Rubaiyat BhuiyanNo ratings yet
- Base On Solid-Works Design of Compact High EfficieDocument15 pagesBase On Solid-Works Design of Compact High EfficieGorgeNo ratings yet
- He Is A Chocolate Lover: Kamaladevi RengasamyDocument4 pagesHe Is A Chocolate Lover: Kamaladevi RengasamyKamala DeviNo ratings yet
- Unit-6 Patterns of Industrialisation PDFDocument12 pagesUnit-6 Patterns of Industrialisation PDFNavdeep SinghNo ratings yet
- Delhi Public School, Greater Noida Pre-Mid Term Exam Class X Mathematics SESSION 2020-21 Set 1 MM: 40 Time: 1.5 Hours InstructionsDocument3 pagesDelhi Public School, Greater Noida Pre-Mid Term Exam Class X Mathematics SESSION 2020-21 Set 1 MM: 40 Time: 1.5 Hours InstructionsAnishikaNo ratings yet
- Annual Report 2014 PDFDocument153 pagesAnnual Report 2014 PDFகோகுல் இராNo ratings yet
- Stages of SleepDocument2 pagesStages of SleepCamilia Hilmy FaidahNo ratings yet
- Drawing Details: Cie 332 Quantity Surveying and Estimation Lecture Two Lecturer: Eng. Goodson MashekaDocument23 pagesDrawing Details: Cie 332 Quantity Surveying and Estimation Lecture Two Lecturer: Eng. Goodson MashekaPerpetual hubbyNo ratings yet
- TPS54160 1.5-A, 60-V, Step-Down DC/DC Converter With Eco-Mode™Document57 pagesTPS54160 1.5-A, 60-V, Step-Down DC/DC Converter With Eco-Mode™sbrhomeNo ratings yet
- Module 1 What Is Geography and TourismDocument22 pagesModule 1 What Is Geography and TourismLeanne Abegail EstabilloNo ratings yet
- Pablocastillo PDFDocument44 pagesPablocastillo PDFPabloNo ratings yet
- NASA NOAA Earth Sciences Letter To TrumpDocument6 pagesNASA NOAA Earth Sciences Letter To TrumpMelissa Meehan BaldwinNo ratings yet
- Law of Mother Earth BoliviaDocument3 pagesLaw of Mother Earth Boliviarahul banerjeeNo ratings yet
- LAB 2 - Running Speed (Method 2) OEL 1Document3 pagesLAB 2 - Running Speed (Method 2) OEL 1ZULFAQAR BIN MOHAMMAD NIZAMNo ratings yet
- Data Transformation by Andy FieldDocument1 pageData Transformation by Andy FieldGon MartNo ratings yet
- Problem: Determine The Total Volume of Earth To Be Excavated Up To Elevation 0Document17 pagesProblem: Determine The Total Volume of Earth To Be Excavated Up To Elevation 0gtech00100% (1)
- Premium HC: 120 Halfcell Monocrystalline High Performance Solar ModuleDocument2 pagesPremium HC: 120 Halfcell Monocrystalline High Performance Solar ModuleMujahed Al-HamatiNo ratings yet
- 9701 s02 ErDocument14 pages9701 s02 ErHubbak KhanNo ratings yet
- 02 - D03 - Basic Funtion of SIPROTEC 5Document7 pages02 - D03 - Basic Funtion of SIPROTEC 5DianaNo ratings yet