
sl502 Eng
sl502 Eng
You might also like
- Techs Up Insert Wear Hand OutDocument2 pagesTechs Up Insert Wear Hand OutShahed FacebookNo ratings yet
- Online Catalogue PDFDocument4 pagesOnline Catalogue PDFmnmNo ratings yet
- Introduction To Nanoscience & NanotechnologyDocument40 pagesIntroduction To Nanoscience & NanotechnologyManish Chauhan100% (1)
- Shovel Truck HaulageDocument20 pagesShovel Truck Haulagepericles12100% (1)
- Case Study Plant Layout 1Document22 pagesCase Study Plant Layout 1Gaurav ModiNo ratings yet
- Self Healing Composite Materials PresentationDocument18 pagesSelf Healing Composite Materials PresentationAbishek MNo ratings yet
- Conarc85 EngDocument2 pagesConarc85 EngRaviTeja Bhamidi100% (1)
- SL20GDocument2 pagesSL20Gridho_48No ratings yet
- AbcDocument2 pagesAbcsurendarNo ratings yet
- Kryo1 EngDocument2 pagesKryo1 EngtNo ratings yet
- Conarc49c EngDocument2 pagesConarc49c EngtNo ratings yet
- Lincoln baso48SPDocument2 pagesLincoln baso48SPbunkerfaust2No ratings yet
- Universalis: Rutile ElectrodeDocument2 pagesUniversalis: Rutile ElectrodeBeshoy RedaNo ratings yet
- RepTec-cast IronDocument2 pagesRepTec-cast IronSDS MANINo ratings yet
- Las Tek FillerDocument2 pagesLas Tek Fillerseeralan balakrishnanNo ratings yet
- Fisa Electrozi Bazici 7018 - EngDocument2 pagesFisa Electrozi Bazici 7018 - EngGeorgeBungarzescuNo ratings yet
- LE B-255 H4R: ClassificationDocument2 pagesLE B-255 H4R: ClassificationVivien EmeraldoNo ratings yet
- Conarc 49C: Basic ElectrodeDocument2 pagesConarc 49C: Basic ElectrodeMark Williams100% (1)
- LINCOLN Nicromo 60-16Document2 pagesLINCOLN Nicromo 60-16AbdülHak ÖZkaraNo ratings yet
- 4 Lincoln 7018-1Document2 pages4 Lincoln 7018-1cesar rodriguezNo ratings yet
- Böhler Fox CM 2 KB: Classifi CationsDocument1 pageBöhler Fox CM 2 KB: Classifi CationsBranko FerenčakNo ratings yet
- Hoballoy 8018B2: AWS E8018-B2 H4R Elding OsitionsDocument2 pagesHoballoy 8018B2: AWS E8018-B2 H4R Elding OsitionsJuanNo ratings yet
- Elerep® 310: ClassificationDocument2 pagesElerep® 310: ClassificationSerhii MishchenkoNo ratings yet
- Böhler Fox Dcms KB: Classifi CationsDocument1 pageBöhler Fox Dcms KB: Classifi CationsBranko FerenčakNo ratings yet
- SUPRA50®: Chemical Composition (Weight %)Document3 pagesSUPRA50®: Chemical Composition (Weight %)malaya tripathyNo ratings yet
- WG-WPS-0099 Rev 2Document1 pageWG-WPS-0099 Rev 2mb.pipingNo ratings yet
- Hobart, Hoballoy - 8018b2 (Aws E8018-B2 h4r)Document2 pagesHobart, Hoballoy - 8018b2 (Aws E8018-B2 h4r)RodrigoNo ratings yet
- Technology Corporation: FeaturesDocument19 pagesTechnology Corporation: Featuresosmanandac1No ratings yet
- 1MB1553-1AA42-3AA4-Z B02+H19 Datasheet enDocument2 pages1MB1553-1AA42-3AA4-Z B02+H19 Datasheet enranjithNo ratings yet
- 1LE1003 0DA21 7AB4 Datasheet enDocument1 page1LE1003 0DA21 7AB4 Datasheet enkamal_arbabNo ratings yet
- Power and Control Cable IEC 60502-1: Flame Retardant, Sunlight Resistant 90 °C / U /U 0,6/1 KVDocument2 pagesPower and Control Cable IEC 60502-1: Flame Retardant, Sunlight Resistant 90 °C / U /U 0,6/1 KVShashank SaxenaNo ratings yet
- CEM 3 10 - DatasheetDocument1 pageCEM 3 10 - Datasheetmccornejo1617No ratings yet
- Arosta309H EngDocument1 pageArosta309H Engrusf123No ratings yet
- Y013AA1H2ES - DatasheetDocument1 pageY013AA1H2ES - Datasheetjhen.efrataNo ratings yet
- Tuflite Panel 12mm (6W) Data SheetDocument3 pagesTuflite Panel 12mm (6W) Data Sheetsankara narayananNo ratings yet
- BL FL7680RGB 2Document3 pagesBL FL7680RGB 2German Jose jaureguiberryNo ratings yet
- HP EB113BC IDocument5 pagesHP EB113BC ISalam FchyadNo ratings yet
- 1LE1003-1AA43-4FA4-Z B02 Datasheet enDocument2 pages1LE1003-1AA43-4FA4-Z B02 Datasheet enRefresh DrNo ratings yet
- Chromet 92: Mma All-Positional Electrode For Joining P92 Creep Resisting SteelDocument2 pagesChromet 92: Mma All-Positional Electrode For Joining P92 Creep Resisting SteelVVan TanNo ratings yet
- Technology Corporation: FeaturesDocument20 pagesTechnology Corporation: Featuresosmanandac1No ratings yet
- Categorie GMAW-GTAW Massieve Draad Type Applications: C MN Si CR Ni Mo NBDocument1 pageCategorie GMAW-GTAW Massieve Draad Type Applications: C MN Si CR Ni Mo NBabhishekNo ratings yet
- Acfrogb5xupx1uiu51q4qpegob11kinx4cpthkjuzsxe Qrny8qp19zkiaaqlrzp5mtx7fqalib7js6hirn5qet1v1 Jzc9t4e1g1 Ywrk Xx3fgo44x6qxwaembbcmDocument1 pageAcfrogb5xupx1uiu51q4qpegob11kinx4cpthkjuzsxe Qrny8qp19zkiaaqlrzp5mtx7fqalib7js6hirn5qet1v1 Jzc9t4e1g1 Ywrk Xx3fgo44x6qxwaembbcmdodoNo ratings yet
- 4G 2G 2F 3G UphillDocument2 pages4G 2G 2F 3G Uphillamit singhNo ratings yet
- Bohler Fox S 308L-16Document1 pageBohler Fox S 308L-16HAKANNo ratings yet
- MT Series: SpecificationsDocument2 pagesMT Series: SpecificationsEnrique Sanchez (KicKeWoW)No ratings yet
- Garlock Style 3000 Spec Sheet - (NA) 2016-11 enDocument1 pageGarlock Style 3000 Spec Sheet - (NA) 2016-11 enalan2003_1_29040No ratings yet
- TDS - Nimrod C276KSDocument1 pageTDS - Nimrod C276KSImmalatulhusnaNo ratings yet
- Pressostato - Schneider - XMLA-300-D2S11 - MI-D-610-IN-DF-0007-R0-8-13 PDFDocument6 pagesPressostato - Schneider - XMLA-300-D2S11 - MI-D-610-IN-DF-0007-R0-8-13 PDFRichard Mayk teodoroNo ratings yet
- PP Gf30 - Suplen v30 LCDocument2 pagesPP Gf30 - Suplen v30 LCarmandoNo ratings yet
- Atom Arc 8018: Features Typical Mechanical PropertiesDocument2 pagesAtom Arc 8018: Features Typical Mechanical PropertiesFranklin Aranda ChacónNo ratings yet
- Draka RFOUI-250V - 2014 Instrument CableDocument5 pagesDraka RFOUI-250V - 2014 Instrument CablePelin RoxanaNo ratings yet
- Rfoui-250v 2014Document5 pagesRfoui-250v 2014VENITHA KNo ratings yet
- RTL Series Linear Motion PotentiometerDocument2 pagesRTL Series Linear Motion Potentiometeralireza.str1995No ratings yet
- SMBJ 1Document8 pagesSMBJ 1Omar MelchorNo ratings yet
- SMAW Bohler Fox S EV 50 1 E7018 1H4RDocument1 pageSMAW Bohler Fox S EV 50 1 E7018 1H4RYoga ArdiansyahNo ratings yet
- Tuflite Panel 18mm (5W) Data SheetDocument3 pagesTuflite Panel 18mm (5W) Data Sheetsankara narayananNo ratings yet
- Datasheet Diodo Zener PDFDocument5 pagesDatasheet Diodo Zener PDFMoises AraújoNo ratings yet
- Schrack Power PCB Relay RP II/1Document3 pagesSchrack Power PCB Relay RP II/1IBJSC.comNo ratings yet
- Technology Corporation: FeaturesDocument21 pagesTechnology Corporation: Featuresosmanandac1No ratings yet
- 1le5533 3ab63 4ab3Document2 pages1le5533 3ab63 4ab3Whipman ArduinoNo ratings yet
- Data Sheet For Three-Phase Squirrel-Cage-Motors SIMOTICS: Motor Type: 1AV3104A Simotics GP - 100 L - Im B14 - 2PDocument3 pagesData Sheet For Three-Phase Squirrel-Cage-Motors SIMOTICS: Motor Type: 1AV3104A Simotics GP - 100 L - Im B14 - 2PTio SNo ratings yet
- EurotrodDocument76 pagesEurotrodPedro SilvaNo ratings yet
- Dyadic Mechatronics Cylinder CatalogDocument16 pagesDyadic Mechatronics Cylinder CatalogJuan Francisco Sanchez MassadiNo ratings yet
- Manpower S CurveDocument42 pagesManpower S CurveArsalan QutbiNo ratings yet
- Failure Analysis of FRP Sandwich Bus Pan PDFDocument8 pagesFailure Analysis of FRP Sandwich Bus Pan PDFArsalan QutbiNo ratings yet
- Punch List Entry SheetDocument3 pagesPunch List Entry SheetArsalan QutbiNo ratings yet
- Essential Terminology You Need To Know For The PMP ExamDocument7 pagesEssential Terminology You Need To Know For The PMP ExamArsalan Qutbi100% (1)
- Project CharterDocument3 pagesProject CharterArsalan QutbiNo ratings yet
- Pictorial Guide To Basic Metallurgy (Notes Correspond To Numbers in The Chart)Document2 pagesPictorial Guide To Basic Metallurgy (Notes Correspond To Numbers in The Chart)shaikz_1No ratings yet
- Metal ExtrusionDocument41 pagesMetal ExtrusionRashiqah RazlanNo ratings yet
- Construction of Salam Abad-Dard Kote Road: Pradhan Mantri Gram Sadak YojanaDocument5 pagesConstruction of Salam Abad-Dard Kote Road: Pradhan Mantri Gram Sadak Yojanamunishant1No ratings yet
- Book 1Document7 pagesBook 1RheyJun Paguinto AnchetaNo ratings yet
- DS EN877 Epoxy Cast Iron Pipes&fittingsDocument16 pagesDS EN877 Epoxy Cast Iron Pipes&fittingsVicky Bi -Dinsen Impex CorpNo ratings yet
- Effects of Sulfate Rich Solid Waste Activator On Engineering Properties and Durability of Modified High Volume Fly Ash Cement Based SCCDocument7 pagesEffects of Sulfate Rich Solid Waste Activator On Engineering Properties and Durability of Modified High Volume Fly Ash Cement Based SCCMJundiNo ratings yet
- Sosyo 130709022922 Phpapp02Document105 pagesSosyo 130709022922 Phpapp02Riya Desai100% (2)
- Dry Cast ConcreteDocument7 pagesDry Cast ConcreteHaniAminNo ratings yet
- Cutting Data Corrax EngDocument58 pagesCutting Data Corrax EngOmaroMohsenNo ratings yet
- BS4449/1997 & BS 4449/2005/ASTM A 615/A 615/M: Reinforcement Steel SpecificationsDocument1 pageBS4449/1997 & BS 4449/2005/ASTM A 615/A 615/M: Reinforcement Steel SpecificationsBabu SundararamanNo ratings yet
- C.F Blanket, CerawoolDocument1 pageC.F Blanket, CerawoolfrankieNo ratings yet
- EPP Electrical Product DivisionDocument11 pagesEPP Electrical Product DivisionAVIJIT MITRANo ratings yet
- Solidification and StabilisationDocument29 pagesSolidification and StabilisationJan Abanes-DatingNo ratings yet
- CE518Document2 pagesCE518Akhilesh B.MNo ratings yet
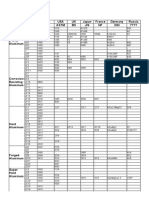
- China (GB) USA UK Japan France Germany Russia Old New Astm BS JIS NF DIN ????Document2 pagesChina (GB) USA UK Japan France Germany Russia Old New Astm BS JIS NF DIN ????payara111No ratings yet
- 99759-5M300 CDocument4 pages99759-5M300 CИван Кумбров0% (1)
- Ellis Patents Trade Pricelist 2011Document33 pagesEllis Patents Trade Pricelist 2011nicesreekanthNo ratings yet
- Pom1 2Document19 pagesPom1 2Chirag KarkateNo ratings yet
- Tommy D's Home Improvement August 2011 BookletDocument16 pagesTommy D's Home Improvement August 2011 BooklettommydsNo ratings yet
- Lamitex GPO3 Tube DataDocument1 pageLamitex GPO3 Tube Dataabdulloh_99No ratings yet
- Interview Questions PDFDocument14 pagesInterview Questions PDFanil100% (1)
- Study MaterialDocument69 pagesStudy MaterialBalamurugan KarnanNo ratings yet
- Intrinsic Extrinsic SemiconductorsDocument3 pagesIntrinsic Extrinsic SemiconductorsJohn Dolph FacundoNo ratings yet
- Industrial Engineering and ManagementDocument205 pagesIndustrial Engineering and Managementsubra maniNo ratings yet
- r05311804 Iron MakingDocument6 pagesr05311804 Iron MakingSrinivasa Rao GNo ratings yet





























































































Download as pdf or txt
You might also like
- Techs Up Insert Wear Hand OutDocument2 pagesTechs Up Insert Wear Hand OutShahed FacebookNo ratings yet
- Online Catalogue PDFDocument4 pagesOnline Catalogue PDFmnmNo ratings yet
- Introduction To Nanoscience & NanotechnologyDocument40 pagesIntroduction To Nanoscience & NanotechnologyManish Chauhan100% (1)
- Shovel Truck HaulageDocument20 pagesShovel Truck Haulagepericles12100% (1)
- Case Study Plant Layout 1Document22 pagesCase Study Plant Layout 1Gaurav ModiNo ratings yet
- Self Healing Composite Materials PresentationDocument18 pagesSelf Healing Composite Materials PresentationAbishek MNo ratings yet
- Conarc85 EngDocument2 pagesConarc85 EngRaviTeja Bhamidi100% (1)
- SL20GDocument2 pagesSL20Gridho_48No ratings yet
- AbcDocument2 pagesAbcsurendarNo ratings yet
- Kryo1 EngDocument2 pagesKryo1 EngtNo ratings yet
- Conarc49c EngDocument2 pagesConarc49c EngtNo ratings yet
- Lincoln baso48SPDocument2 pagesLincoln baso48SPbunkerfaust2No ratings yet
- Universalis: Rutile ElectrodeDocument2 pagesUniversalis: Rutile ElectrodeBeshoy RedaNo ratings yet
- RepTec-cast IronDocument2 pagesRepTec-cast IronSDS MANINo ratings yet
- Las Tek FillerDocument2 pagesLas Tek Fillerseeralan balakrishnanNo ratings yet
- Fisa Electrozi Bazici 7018 - EngDocument2 pagesFisa Electrozi Bazici 7018 - EngGeorgeBungarzescuNo ratings yet
- LE B-255 H4R: ClassificationDocument2 pagesLE B-255 H4R: ClassificationVivien EmeraldoNo ratings yet
- Conarc 49C: Basic ElectrodeDocument2 pagesConarc 49C: Basic ElectrodeMark Williams100% (1)
- LINCOLN Nicromo 60-16Document2 pagesLINCOLN Nicromo 60-16AbdülHak ÖZkaraNo ratings yet
- 4 Lincoln 7018-1Document2 pages4 Lincoln 7018-1cesar rodriguezNo ratings yet
- Böhler Fox CM 2 KB: Classifi CationsDocument1 pageBöhler Fox CM 2 KB: Classifi CationsBranko FerenčakNo ratings yet
- Hoballoy 8018B2: AWS E8018-B2 H4R Elding OsitionsDocument2 pagesHoballoy 8018B2: AWS E8018-B2 H4R Elding OsitionsJuanNo ratings yet
- Elerep® 310: ClassificationDocument2 pagesElerep® 310: ClassificationSerhii MishchenkoNo ratings yet
- Böhler Fox Dcms KB: Classifi CationsDocument1 pageBöhler Fox Dcms KB: Classifi CationsBranko FerenčakNo ratings yet
- SUPRA50®: Chemical Composition (Weight %)Document3 pagesSUPRA50®: Chemical Composition (Weight %)malaya tripathyNo ratings yet
- WG-WPS-0099 Rev 2Document1 pageWG-WPS-0099 Rev 2mb.pipingNo ratings yet
- Hobart, Hoballoy - 8018b2 (Aws E8018-B2 h4r)Document2 pagesHobart, Hoballoy - 8018b2 (Aws E8018-B2 h4r)RodrigoNo ratings yet
- Technology Corporation: FeaturesDocument19 pagesTechnology Corporation: Featuresosmanandac1No ratings yet
- 1MB1553-1AA42-3AA4-Z B02+H19 Datasheet enDocument2 pages1MB1553-1AA42-3AA4-Z B02+H19 Datasheet enranjithNo ratings yet
- 1LE1003 0DA21 7AB4 Datasheet enDocument1 page1LE1003 0DA21 7AB4 Datasheet enkamal_arbabNo ratings yet
- Power and Control Cable IEC 60502-1: Flame Retardant, Sunlight Resistant 90 °C / U /U 0,6/1 KVDocument2 pagesPower and Control Cable IEC 60502-1: Flame Retardant, Sunlight Resistant 90 °C / U /U 0,6/1 KVShashank SaxenaNo ratings yet
- CEM 3 10 - DatasheetDocument1 pageCEM 3 10 - Datasheetmccornejo1617No ratings yet
- Arosta309H EngDocument1 pageArosta309H Engrusf123No ratings yet
- Y013AA1H2ES - DatasheetDocument1 pageY013AA1H2ES - Datasheetjhen.efrataNo ratings yet
- Tuflite Panel 12mm (6W) Data SheetDocument3 pagesTuflite Panel 12mm (6W) Data Sheetsankara narayananNo ratings yet
- BL FL7680RGB 2Document3 pagesBL FL7680RGB 2German Jose jaureguiberryNo ratings yet
- HP EB113BC IDocument5 pagesHP EB113BC ISalam FchyadNo ratings yet
- 1LE1003-1AA43-4FA4-Z B02 Datasheet enDocument2 pages1LE1003-1AA43-4FA4-Z B02 Datasheet enRefresh DrNo ratings yet
- Chromet 92: Mma All-Positional Electrode For Joining P92 Creep Resisting SteelDocument2 pagesChromet 92: Mma All-Positional Electrode For Joining P92 Creep Resisting SteelVVan TanNo ratings yet
- Technology Corporation: FeaturesDocument20 pagesTechnology Corporation: Featuresosmanandac1No ratings yet
- Categorie GMAW-GTAW Massieve Draad Type Applications: C MN Si CR Ni Mo NBDocument1 pageCategorie GMAW-GTAW Massieve Draad Type Applications: C MN Si CR Ni Mo NBabhishekNo ratings yet
- Acfrogb5xupx1uiu51q4qpegob11kinx4cpthkjuzsxe Qrny8qp19zkiaaqlrzp5mtx7fqalib7js6hirn5qet1v1 Jzc9t4e1g1 Ywrk Xx3fgo44x6qxwaembbcmDocument1 pageAcfrogb5xupx1uiu51q4qpegob11kinx4cpthkjuzsxe Qrny8qp19zkiaaqlrzp5mtx7fqalib7js6hirn5qet1v1 Jzc9t4e1g1 Ywrk Xx3fgo44x6qxwaembbcmdodoNo ratings yet
- 4G 2G 2F 3G UphillDocument2 pages4G 2G 2F 3G Uphillamit singhNo ratings yet
- Bohler Fox S 308L-16Document1 pageBohler Fox S 308L-16HAKANNo ratings yet
- MT Series: SpecificationsDocument2 pagesMT Series: SpecificationsEnrique Sanchez (KicKeWoW)No ratings yet
- Garlock Style 3000 Spec Sheet - (NA) 2016-11 enDocument1 pageGarlock Style 3000 Spec Sheet - (NA) 2016-11 enalan2003_1_29040No ratings yet
- TDS - Nimrod C276KSDocument1 pageTDS - Nimrod C276KSImmalatulhusnaNo ratings yet
- Pressostato - Schneider - XMLA-300-D2S11 - MI-D-610-IN-DF-0007-R0-8-13 PDFDocument6 pagesPressostato - Schneider - XMLA-300-D2S11 - MI-D-610-IN-DF-0007-R0-8-13 PDFRichard Mayk teodoroNo ratings yet
- PP Gf30 - Suplen v30 LCDocument2 pagesPP Gf30 - Suplen v30 LCarmandoNo ratings yet
- Atom Arc 8018: Features Typical Mechanical PropertiesDocument2 pagesAtom Arc 8018: Features Typical Mechanical PropertiesFranklin Aranda ChacónNo ratings yet
- Draka RFOUI-250V - 2014 Instrument CableDocument5 pagesDraka RFOUI-250V - 2014 Instrument CablePelin RoxanaNo ratings yet
- Rfoui-250v 2014Document5 pagesRfoui-250v 2014VENITHA KNo ratings yet
- RTL Series Linear Motion PotentiometerDocument2 pagesRTL Series Linear Motion Potentiometeralireza.str1995No ratings yet
- SMBJ 1Document8 pagesSMBJ 1Omar MelchorNo ratings yet
- SMAW Bohler Fox S EV 50 1 E7018 1H4RDocument1 pageSMAW Bohler Fox S EV 50 1 E7018 1H4RYoga ArdiansyahNo ratings yet
- Tuflite Panel 18mm (5W) Data SheetDocument3 pagesTuflite Panel 18mm (5W) Data Sheetsankara narayananNo ratings yet
- Datasheet Diodo Zener PDFDocument5 pagesDatasheet Diodo Zener PDFMoises AraújoNo ratings yet
- Schrack Power PCB Relay RP II/1Document3 pagesSchrack Power PCB Relay RP II/1IBJSC.comNo ratings yet
- Technology Corporation: FeaturesDocument21 pagesTechnology Corporation: Featuresosmanandac1No ratings yet
- 1le5533 3ab63 4ab3Document2 pages1le5533 3ab63 4ab3Whipman ArduinoNo ratings yet
- Data Sheet For Three-Phase Squirrel-Cage-Motors SIMOTICS: Motor Type: 1AV3104A Simotics GP - 100 L - Im B14 - 2PDocument3 pagesData Sheet For Three-Phase Squirrel-Cage-Motors SIMOTICS: Motor Type: 1AV3104A Simotics GP - 100 L - Im B14 - 2PTio SNo ratings yet
- EurotrodDocument76 pagesEurotrodPedro SilvaNo ratings yet
- Dyadic Mechatronics Cylinder CatalogDocument16 pagesDyadic Mechatronics Cylinder CatalogJuan Francisco Sanchez MassadiNo ratings yet
- Manpower S CurveDocument42 pagesManpower S CurveArsalan QutbiNo ratings yet
- Failure Analysis of FRP Sandwich Bus Pan PDFDocument8 pagesFailure Analysis of FRP Sandwich Bus Pan PDFArsalan QutbiNo ratings yet
- Punch List Entry SheetDocument3 pagesPunch List Entry SheetArsalan QutbiNo ratings yet
- Essential Terminology You Need To Know For The PMP ExamDocument7 pagesEssential Terminology You Need To Know For The PMP ExamArsalan Qutbi100% (1)
- Project CharterDocument3 pagesProject CharterArsalan QutbiNo ratings yet
- Pictorial Guide To Basic Metallurgy (Notes Correspond To Numbers in The Chart)Document2 pagesPictorial Guide To Basic Metallurgy (Notes Correspond To Numbers in The Chart)shaikz_1No ratings yet
- Metal ExtrusionDocument41 pagesMetal ExtrusionRashiqah RazlanNo ratings yet
- Construction of Salam Abad-Dard Kote Road: Pradhan Mantri Gram Sadak YojanaDocument5 pagesConstruction of Salam Abad-Dard Kote Road: Pradhan Mantri Gram Sadak Yojanamunishant1No ratings yet
- Book 1Document7 pagesBook 1RheyJun Paguinto AnchetaNo ratings yet
- DS EN877 Epoxy Cast Iron Pipes&fittingsDocument16 pagesDS EN877 Epoxy Cast Iron Pipes&fittingsVicky Bi -Dinsen Impex CorpNo ratings yet
- Effects of Sulfate Rich Solid Waste Activator On Engineering Properties and Durability of Modified High Volume Fly Ash Cement Based SCCDocument7 pagesEffects of Sulfate Rich Solid Waste Activator On Engineering Properties and Durability of Modified High Volume Fly Ash Cement Based SCCMJundiNo ratings yet
- Sosyo 130709022922 Phpapp02Document105 pagesSosyo 130709022922 Phpapp02Riya Desai100% (2)
- Dry Cast ConcreteDocument7 pagesDry Cast ConcreteHaniAminNo ratings yet
- Cutting Data Corrax EngDocument58 pagesCutting Data Corrax EngOmaroMohsenNo ratings yet
- BS4449/1997 & BS 4449/2005/ASTM A 615/A 615/M: Reinforcement Steel SpecificationsDocument1 pageBS4449/1997 & BS 4449/2005/ASTM A 615/A 615/M: Reinforcement Steel SpecificationsBabu SundararamanNo ratings yet
- C.F Blanket, CerawoolDocument1 pageC.F Blanket, CerawoolfrankieNo ratings yet
- EPP Electrical Product DivisionDocument11 pagesEPP Electrical Product DivisionAVIJIT MITRANo ratings yet
- Solidification and StabilisationDocument29 pagesSolidification and StabilisationJan Abanes-DatingNo ratings yet
- CE518Document2 pagesCE518Akhilesh B.MNo ratings yet
- China (GB) USA UK Japan France Germany Russia Old New Astm BS JIS NF DIN ????Document2 pagesChina (GB) USA UK Japan France Germany Russia Old New Astm BS JIS NF DIN ????payara111No ratings yet
- 99759-5M300 CDocument4 pages99759-5M300 CИван Кумбров0% (1)
- Ellis Patents Trade Pricelist 2011Document33 pagesEllis Patents Trade Pricelist 2011nicesreekanthNo ratings yet
- Pom1 2Document19 pagesPom1 2Chirag KarkateNo ratings yet
- Tommy D's Home Improvement August 2011 BookletDocument16 pagesTommy D's Home Improvement August 2011 BooklettommydsNo ratings yet
- Lamitex GPO3 Tube DataDocument1 pageLamitex GPO3 Tube Dataabdulloh_99No ratings yet
- Interview Questions PDFDocument14 pagesInterview Questions PDFanil100% (1)
- Study MaterialDocument69 pagesStudy MaterialBalamurugan KarnanNo ratings yet
- Intrinsic Extrinsic SemiconductorsDocument3 pagesIntrinsic Extrinsic SemiconductorsJohn Dolph FacundoNo ratings yet
- Industrial Engineering and ManagementDocument205 pagesIndustrial Engineering and Managementsubra maniNo ratings yet
- r05311804 Iron MakingDocument6 pagesr05311804 Iron MakingSrinivasa Rao GNo ratings yet