Download as pdf or txt
You might also like
- Swagelok Flexible Metal Hoses MS-01-180Document88 pagesSwagelok Flexible Metal Hoses MS-01-180paula09No ratings yet
- SP PI PP 001 (General Piping System)Document49 pagesSP PI PP 001 (General Piping System)Ari IndrajayaNo ratings yet
- Piping ChecklistDocument1 pagePiping Checklistsiva8000No ratings yet
- Autocad Plant 3d IsometricosDocument24 pagesAutocad Plant 3d IsometricosDiaz Jorge100% (1)
- STD Specs For Road and Bridge Construction FinalDocument326 pagesSTD Specs For Road and Bridge Construction FinalBernie Quep100% (4)
- Pre Insulated Piping Sytem HDPEDocument15 pagesPre Insulated Piping Sytem HDPEVincent SablanNo ratings yet
- FelkerCatalog071406 WEBDocument57 pagesFelkerCatalog071406 WEBbalarcmtNo ratings yet
- How Do You Select Piping Materials Part 2 1711297806Document39 pagesHow Do You Select Piping Materials Part 2 1711297806Umair AnsariNo ratings yet
- Chemdrain: CPVC Chemical Waste Drain SystemDocument40 pagesChemdrain: CPVC Chemical Waste Drain SystemHai PhanNo ratings yet
- TR 4 2014Document64 pagesTR 4 2014Afolabi OlaniyiNo ratings yet
- Piping SpecificationDocument3 pagesPiping SpecificationArun KumarNo ratings yet
- How To Create Pipe ClassDocument6 pagesHow To Create Pipe ClassShyam Prasad K SNo ratings yet
- Tubing: Tubing Selection Tubing Handling Gas Service Tubing Installation Types of TubingDocument16 pagesTubing: Tubing Selection Tubing Handling Gas Service Tubing Installation Types of TubingsandeshmusaleNo ratings yet
- Piston ValveDocument28 pagesPiston ValveDamien BouticourtNo ratings yet
- ValveDocument9 pagesValveAdhie_ginthinkNo ratings yet
- S o P-PipingDocument17 pagesS o P-PipingPrakash TiwariNo ratings yet
- Material Requisition For Flexible Hose - Rev0Document5 pagesMaterial Requisition For Flexible Hose - Rev0altipatlarNo ratings yet
- Compr Piping SHXHDJDNDDocument12 pagesCompr Piping SHXHDJDNDSkr9143 Shiv100% (1)
- HDPE Dual Wall Containment Pipe SpecDocument5 pagesHDPE Dual Wall Containment Pipe SpecwilliaeaNo ratings yet
- Standards in The Valve IndustryDocument2 pagesStandards in The Valve IndustryessnelsonNo ratings yet
- Piping IsometricsDocument16 pagesPiping IsometricsDinesh Kumar Jd100% (1)
- Vessel Module Sans RH GoodDocument24 pagesVessel Module Sans RH GoodThaksenNo ratings yet
- GF Piping Systems Contain-IT PLUSDocument12 pagesGF Piping Systems Contain-IT PLUSRon Don jrNo ratings yet
- 1) P&Id Latest Revision. 2) Vendor Drawings of Equipments and In-Line Instruments. 3) Line List. 4) Piping Material Specification. 5) Updated ModelDocument3 pages1) P&Id Latest Revision. 2) Vendor Drawings of Equipments and In-Line Instruments. 3) Line List. 4) Piping Material Specification. 5) Updated ModelNavaneeth PurushothamanNo ratings yet
- Kursus Piping - Proejct and Type of ProjectDocument26 pagesKursus Piping - Proejct and Type of ProjectMohamad Afiq Amiruddin ParnonNo ratings yet
- Specification For Piping MaterialDocument9 pagesSpecification For Piping MaterialAgus SupriadiNo ratings yet
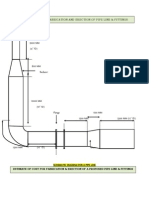
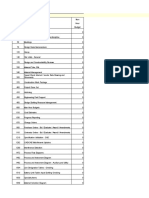
- Cost Estimation For Fabrication and Erection of Pipe Line & FittingsDocument4 pagesCost Estimation For Fabrication and Erection of Pipe Line & Fittingsvinod_eicsNo ratings yet
- Concept of Design Cryogenic PipingDocument3 pagesConcept of Design Cryogenic PipingSiampol FeepakphorNo ratings yet
- Pipe & FittingDocument28 pagesPipe & Fittinghelman novrandoNo ratings yet
- Piping Manhour Estimate TemplateDocument4 pagesPiping Manhour Estimate TemplatemdsaleemullaNo ratings yet
- SECTION 15180 Heating and Cooling Piping Rev 0Document34 pagesSECTION 15180 Heating and Cooling Piping Rev 0mohamad damerlyNo ratings yet
- Piping Interview Questionnaire 5Document2 pagesPiping Interview Questionnaire 5Valli RajuNo ratings yet
- Gs-1300 Design and Construction of PipingDocument42 pagesGs-1300 Design and Construction of PipingGustavo Balarezo InumaNo ratings yet
- Piping Material Specification - Tsmto 99fu M 99 Pt0 001 Rev0!3!65Document64 pagesPiping Material Specification - Tsmto 99fu M 99 Pt0 001 Rev0!3!65epbamdad100% (1)
- Pipe Components PDFDocument179 pagesPipe Components PDFmatevzartacNo ratings yet
- Astm GradesDocument3 pagesAstm GradeszackjipangNo ratings yet
- Pms For CPVCDocument4 pagesPms For CPVCdgmprabhakar100% (2)
- Piping Stress Manhour EstimationDocument5 pagesPiping Stress Manhour EstimationSomnath LahaNo ratings yet
- N.pip - GSP.001 - 3B Piping General SpecificationDocument145 pagesN.pip - GSP.001 - 3B Piping General SpecificationAiskel PazNo ratings yet
- MR ValvesDocument56 pagesMR ValvesIdris SiddiquiNo ratings yet
- Piping Design CriteriaDocument15 pagesPiping Design CriteriaSubash Chandrabose50% (2)
- Temp StrainersDocument12 pagesTemp StrainersRahul Lavand100% (1)
- PP Pipe and Fitting Complete Data.Document250 pagesPP Pipe and Fitting Complete Data.kapilNo ratings yet
- The Piping GuideDocument214 pagesThe Piping GuideMohamed Rjeb100% (1)
- PipingDocument11 pagesPipingAshley JacksonNo ratings yet
- Anvil Pipe Fitters HandbookDocument316 pagesAnvil Pipe Fitters HandbookQuah123No ratings yet
- Is 4310 Spec Weldeable Steel Pipe Fittings For Marine PurposesDocument12 pagesIs 4310 Spec Weldeable Steel Pipe Fittings For Marine Purposesnarasimhareddy415No ratings yet
- Piping ArticlesDocument187 pagesPiping Articlesdhanu1308100% (1)
- Piping Input and OutputDocument7 pagesPiping Input and Outputpranesh100% (1)
- Procedure For Joint CoatingDocument10 pagesProcedure For Joint CoatingAjit Kumar RoutNo ratings yet
- Branch Connection Fittings (MSS SP-97) - Weldolet®, Sockolet®, Thredolet®, Latrolet®, Elbolet®, Nipolet®, Sweepolet®Document3 pagesBranch Connection Fittings (MSS SP-97) - Weldolet®, Sockolet®, Thredolet®, Latrolet®, Elbolet®, Nipolet®, Sweepolet®dchz_62No ratings yet
- Process Piping & Piping FittingsDocument16 pagesProcess Piping & Piping FittingsJaveed A. Khan100% (2)
- Overview of GRP PipesDocument14 pagesOverview of GRP PipesMD IBRARNo ratings yet
- Metal Valves & Pipe Fittings World Summary: Market Values & Financials by CountryFrom EverandMetal Valves & Pipe Fittings World Summary: Market Values & Financials by CountryNo ratings yet
- Chezy Product Catalogue 123Document20 pagesChezy Product Catalogue 123Yong QingNo ratings yet
- Polymold Catalog 2021 - Polyethylene PipingDocument20 pagesPolymold Catalog 2021 - Polyethylene PipingSachin Sampat100% (1)
- Camparison For GRP & HDPE PipeDocument9 pagesCamparison For GRP & HDPE PipeThe Khabay Shabay100% (1)
- Unicor Products Services BrochureDocument52 pagesUnicor Products Services BrochureSidharthNo ratings yet
- Technical Comparison - PIPESDocument3 pagesTechnical Comparison - PIPESDBasak_1974No ratings yet
- Excel Pipes Jacking PipesDocument4 pagesExcel Pipes Jacking PipesAli ZarehNo ratings yet
- SKIPL - Broucher PDFDocument8 pagesSKIPL - Broucher PDFhemachandra12No ratings yet
- 2007 Standards PlanDocument9 pages2007 Standards PlanmohamadNo ratings yet
- API AOPL Comments On Repair Intervals 04 13 06Document33 pagesAPI AOPL Comments On Repair Intervals 04 13 06mohamadNo ratings yet
- Api Preshese GuideDocument3 pagesApi Preshese GuidemohamadNo ratings yet
- Duct SizingDocument3 pagesDuct SizingmohamadNo ratings yet
- Trimac Booth# 2A91Document1 pageTrimac Booth# 2A91mohamadNo ratings yet
- AFT Fathom 11 New FeaturesDocument1 pageAFT Fathom 11 New FeaturesmohamadNo ratings yet
- Psychometric ChartDocument1 pagePsychometric ChartmohamadNo ratings yet
- ANS Presentation SLDocument31 pagesANS Presentation SLmohamadNo ratings yet
- Foam and MistDocument12 pagesFoam and MistmohamadNo ratings yet
- Article 8Document14 pagesArticle 8mohamadNo ratings yet
- The Big 5 Talks Green - GulfNewsDocument8 pagesThe Big 5 Talks Green - GulfNewsmohamadNo ratings yet
- Ahu 1Document5 pagesAhu 1mohamadNo ratings yet
- AFT Fathom 11 Installation InstructionsDocument1 pageAFT Fathom 11 Installation InstructionsmohamadNo ratings yet
- G Berbari GEC 2012 Presentation Rev 2Document46 pagesG Berbari GEC 2012 Presentation Rev 2mohamadNo ratings yet
- DC Absoption ChillerDocument18 pagesDC Absoption ChillermohamadNo ratings yet
- Best Practice Examples of District Cooling SystemsDocument30 pagesBest Practice Examples of District Cooling SystemsmohamadNo ratings yet
- Rightsizing HVAC Equipment: Column Engineer'S NotebookDocument4 pagesRightsizing HVAC Equipment: Column Engineer'S Notebookmohamad100% (1)
- GB Flemming Asia Pacific DC Forum 26th Sept 2012Document31 pagesGB Flemming Asia Pacific DC Forum 26th Sept 2012mohamadNo ratings yet
- Myth Busters Absorption Cooling Technology: Rajesh DixitDocument30 pagesMyth Busters Absorption Cooling Technology: Rajesh DixitmohamadNo ratings yet
- Métier B2T - District Heating and Cooling: Presentation - IDEA 10 June 2018Document21 pagesMétier B2T - District Heating and Cooling: Presentation - IDEA 10 June 2018mohamadNo ratings yet
- Third Expansion of Holy Haram Makkah Chiller Plants in Shamiya and AjiadDocument27 pagesThird Expansion of Holy Haram Makkah Chiller Plants in Shamiya and AjiadmohamadNo ratings yet
- Absorption Chiller Operation ManualDocument58 pagesAbsorption Chiller Operation ManualmohamadNo ratings yet
- Best Practices in Accelerating The Deployment of District EnergyDocument21 pagesBest Practices in Accelerating The Deployment of District EnergymohamadNo ratings yet
- 2A.2 MariacaDocument19 pages2A.2 MariacamohamadNo ratings yet
- ENGIE-District Heating & Cooling: Presentation - IDEA DUBAI December 2018Document30 pagesENGIE-District Heating & Cooling: Presentation - IDEA DUBAI December 2018mohamadNo ratings yet
- 4D.3 Hickford-Kulak TriggDocument25 pages4D.3 Hickford-Kulak TriggmohamadNo ratings yet
- Katalog Adhi Persada Beton (New)Document32 pagesKatalog Adhi Persada Beton (New)Frans Tomy Syahputra ButarButarNo ratings yet
- Dental Material Assignment On GypsumDocument7 pagesDental Material Assignment On GypsumMansoor Ahmed RahoojoNo ratings yet
- Standard Penetration Test (SPT) - Procedure, Precautions, AdvantagesDocument5 pagesStandard Penetration Test (SPT) - Procedure, Precautions, Advantagesvenkateswara rao pothina100% (1)
- ASTM D6866: Measuring The Biobased Content of BiopolymersDocument2 pagesASTM D6866: Measuring The Biobased Content of BiopolymersBeta Analytic100% (1)
- K1 Set B Perak 2022Document21 pagesK1 Set B Perak 2022Nor Azilah BahuddinNo ratings yet
- Metal ExtractionDocument58 pagesMetal ExtractionVikasNo ratings yet
- Precast HandbookDocument179 pagesPrecast HandbookFernando LopezNo ratings yet
- CH 08Document42 pagesCH 08chimenNo ratings yet
- M Tech ProjectDocument98 pagesM Tech Projectmanoj phadtareNo ratings yet
- Background of The StudyDocument22 pagesBackground of The StudyAndrei Jose GilNo ratings yet
- Class 01 - 500 Handpicked Questions Block ChemistryDocument50 pagesClass 01 - 500 Handpicked Questions Block ChemistryJainamNo ratings yet
- Resources, Conservation & Recycling: ReviewDocument17 pagesResources, Conservation & Recycling: ReviewKatia UrearNo ratings yet
- Module 7 MCQ (Reimagined)Document4 pagesModule 7 MCQ (Reimagined)Elry ClinsmannNo ratings yet
- Ssb/Sspc-Tlo SFJT-E Structural InstallationDocument6 pagesSsb/Sspc-Tlo SFJT-E Structural InstallationTurbo Snail RNo ratings yet
- Litter Bin - Compliance StatementDocument9 pagesLitter Bin - Compliance StatementRuby Faith EspinosaNo ratings yet
- 1concrete TechnologyDocument9 pages1concrete TechnologySamarjyoti RayNo ratings yet
- Valves 101: Gobind KhianiDocument56 pagesValves 101: Gobind Khianikongara_inst1118No ratings yet
- API-653-Vol 2Document122 pagesAPI-653-Vol 2Vicky Kumar100% (7)
- Week 2 - ACOUSTICAL MATERIALSDocument24 pagesWeek 2 - ACOUSTICAL MATERIALSJae JiNo ratings yet
- Market Analysis Shredder Floc Sep 2014Document3 pagesMarket Analysis Shredder Floc Sep 2014kevinNo ratings yet
- Sydney Grammar 2019 Chemistry Trial PaperDocument62 pagesSydney Grammar 2019 Chemistry Trial PaperYuanfeng WeiNo ratings yet
- Pyrolysis Technology, Equipment and Measuring Device: Syngas PyrolyzerDocument15 pagesPyrolysis Technology, Equipment and Measuring Device: Syngas PyrolyzerShantanuNo ratings yet
- Brick MasonryDocument10 pagesBrick MasonrySamhithaNo ratings yet
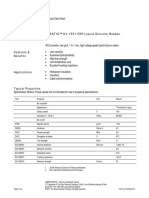
- SILASTIC™ HV 1551-55P Liquid Silicone Rubber: Features & BenefitsDocument3 pagesSILASTIC™ HV 1551-55P Liquid Silicone Rubber: Features & Benefitsabdulbaset alselwiNo ratings yet
- 2015 AFPM Annual Meeting - Generating Value With FCC Catalyst InnovationDocument16 pages2015 AFPM Annual Meeting - Generating Value With FCC Catalyst Innovationsaleh4060No ratings yet
- QwertyuiopasdfghjklzxcvbnmDocument2 pagesQwertyuiopasdfghjklzxcvbnmMuhammadKemalPratamaNo ratings yet
- All The Lecture 1-37Document265 pagesAll The Lecture 1-37SarbajitManna100% (1)
- Be. Boiler NotesDocument60 pagesBe. Boiler Notesvinaik3100% (1)
- Melissa StyrochemDocument40 pagesMelissa StyrochemAjayMaurya100% (1)