Download as pdf or txt
You might also like
- Hafta 10-14Document73 pagesHafta 10-14ghostdragon 1907No ratings yet
- F-KGM-071 - 01 Kaynak Sonrasi Kontrol FormuDocument1 pageF-KGM-071 - 01 Kaynak Sonrasi Kontrol FormuFahrettin KOŞUCU100% (1)
- TS en Iso 5817Document30 pagesTS en Iso 5817Ahmet ÖZTAŞÇINo ratings yet
- Iso en 10051 Sac Rulo ToleransıDocument4 pagesIso en 10051 Sac Rulo ToleransıAhmet ÖZTAŞÇINo ratings yet
- TS en 970Document14 pagesTS en 970Burak LökNo ratings yet
- 4.6. Eddy Akımları (Eddy Current) Ile Muayene YöntemiDocument18 pages4.6. Eddy Akımları (Eddy Current) Ile Muayene YöntemiZiya DelibasNo ratings yet
- TS Iso 9935Document8 pagesTS Iso 9935Gökhan ÇiçekNo ratings yet
- Tahribatsiz Testler PDFDocument5 pagesTahribatsiz Testler PDFOkumakicin Sevmek0% (1)
- Tahribatsız Sıvı Penetrant RaporDocument13 pagesTahribatsız Sıvı Penetrant RaporBeytullah KurnalıNo ratings yet
- Tahribatsız Muayene YöntemleriDocument48 pagesTahribatsız Muayene YöntemleriErdinc Bayat100% (1)
- Tahribatsız Muayene YöntemleriDocument23 pagesTahribatsız Muayene YöntemleriGökhan Arıcı100% (1)
- Kurs NotlarıDocument5 pagesKurs NotlarıHakanNo ratings yet
- Kaynak Avrupa StandartlarıDocument8 pagesKaynak Avrupa StandartlarıMustafa önenNo ratings yet
- Ts en 571-1 (Penetrant Muayene)Document15 pagesTs en 571-1 (Penetrant Muayene)lalamed21No ratings yet
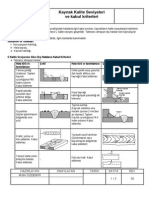
- Kaynak Kalite SeviyeleriDocument3 pagesKaynak Kalite SeviyelerierenbasaraNo ratings yet
- MT Güncel StandartlarDocument1 pageMT Güncel StandartlarOnur Oskay Saatçı100% (1)
- Tahribatsiz MuayeneDocument49 pagesTahribatsiz Muayenemetasla100% (1)
- Gazalti Kaynak YontemleriDocument78 pagesGazalti Kaynak YontemleriYiğit ÇolakNo ratings yet
- Kaynak Türleri Kaynak Bağlantıları PDFDocument89 pagesKaynak Türleri Kaynak Bağlantıları PDFKadirOzturkNo ratings yet
- 4.4. Sıvı Penetrant Yöntemi (Liquid Penetrant Inspection)Document18 pages4.4. Sıvı Penetrant Yöntemi (Liquid Penetrant Inspection)Ziya DelibasNo ratings yet
- 001 - TS EN 970 Ergitme Kaynaklarının Tahribatsız Muayenesi-Gözle MuayeneDocument14 pages001 - TS EN 970 Ergitme Kaynaklarının Tahribatsız Muayenesi-Gözle Muayeneçağdaş şimşekNo ratings yet
- Toz Altı KaynakDocument28 pagesToz Altı Kaynakİbrahim Etem IşıkNo ratings yet
- TS en Iso 9606-1-2017Document32 pagesTS en Iso 9606-1-2017Akademi NDTNo ratings yet
- Tahribatsız Muayene Yöntemleri Ders NotuDocument60 pagesTahribatsız Muayene Yöntemleri Ders NotuZiya DelibasNo ratings yet
- Kisim 3 Kaynak Kurallari 2021 TEMMUZDocument259 pagesKisim 3 Kaynak Kurallari 2021 TEMMUZBaki SonmezNo ratings yet
- TS EN ISO 14732 Kaynak Operatoru Belgelendirme ProgramiDocument2 pagesTS EN ISO 14732 Kaynak Operatoru Belgelendirme ProgramiMertNo ratings yet
- Kaynak Telleri Ve Koruyucu GazlarDocument12 pagesKaynak Telleri Ve Koruyucu GazlarbulentuygullNo ratings yet
- Kaynak ElektrotlariDocument14 pagesKaynak ElektrotlariasturemNo ratings yet
- Kaynak Asamasinda Kalite Guvencesinin Arttirilmasi Improving Quality Assurance During WeldingDocument148 pagesKaynak Asamasinda Kalite Guvencesinin Arttirilmasi Improving Quality Assurance During WeldingKerem İnanNo ratings yet
- Iso 3834 2 ProsedürüDocument6 pagesIso 3834 2 Prosedürübekir kurtNo ratings yet
- Iso 9692Document10 pagesIso 9692Onur Oskay SaatçıNo ratings yet
- Kaynak Hataları, Nedenleri Ve Çözüm ÖnerileriDocument6 pagesKaynak Hataları, Nedenleri Ve Çözüm Önerileriunalal17No ratings yet
- Kaynak Metali Ve Ana Malzeme SüreksizlikleriDocument69 pagesKaynak Metali Ve Ana Malzeme SüreksizlikleriKadirOzturkNo ratings yet
- ISO 14731 Kaynak Koordinasyonu - Görev Ve SorumluluklarDocument11 pagesISO 14731 Kaynak Koordinasyonu - Görev Ve Sorumluluklarmasterix7No ratings yet
- 12.kaynak Teknolojisinin EsaslarıDocument12 pages12.kaynak Teknolojisinin EsaslarıGokhan TurhanNo ratings yet
- Kaynak HatalariDocument112 pagesKaynak HatalariSami MERTNo ratings yet
- Mig Mag Gazalti KaynağiDocument93 pagesMig Mag Gazalti KaynağiAnonymous nKOyHb100% (2)
- Örnek Kaynak İş TalimatıDocument2 pagesÖrnek Kaynak İş TalimatıAslıhan YıldırımNo ratings yet
- Girdi Muayene Deney FormuDocument1 pageGirdi Muayene Deney FormuÖnder HançerNo ratings yet
- Makine Muhendisi Cilt2 2005 by AkiledaDocument169 pagesMakine Muhendisi Cilt2 2005 by AkiledaOnur KaplanNo ratings yet
- KM Gaz Altı Ark YurtisikDocument36 pagesKM Gaz Altı Ark YurtisikErsin AydınNo ratings yet
- Kaynak ParametreleriDocument161 pagesKaynak ParametreleriUğur ErkenNo ratings yet
- Gazaltı Ark KaynağıDocument74 pagesGazaltı Ark KaynağıCemal NergizNo ratings yet
- TS en Iso 13916Document5 pagesTS en Iso 13916Ferhat KahveciNo ratings yet
- Kaynak Tekni I Ders NotlarDocument71 pagesKaynak Tekni I Ders NotlarMarian Gabriel VasilescuNo ratings yet
- Kaynak Hataları - Nedenleri Ve Çözümleri - by Weld Wolf - MediumDocument10 pagesKaynak Hataları - Nedenleri Ve Çözümleri - by Weld Wolf - Mediumunalal17No ratings yet
- Kaynak SembolleriDocument7 pagesKaynak Sembolleriwelding163893No ratings yet
- Kaynak Ders NotuDocument11 pagesKaynak Ders NotuUgur SenNo ratings yet
- Sac PresciligiDocument89 pagesSac Presciligiproje01No ratings yet
- Tahribatsız Muayene YöntemleriDocument32 pagesTahribatsız Muayene YöntemleriEtkin Eğitim0% (1)
- Tahribatsız Muayene YöntemleriDocument11 pagesTahribatsız Muayene YöntemleriGülizar YaparNo ratings yet
- Malzeme Karakterizasyonu 8Document18 pagesMalzeme Karakterizasyonu 8öykü polatNo ratings yet
- 1-2 HaftaDocument33 pages1-2 HaftaHarun CücenNo ratings yet
- Tahribatsız 1Document87 pagesTahribatsız 1Ahmet MehmetoğluNo ratings yet
- KAYNAK HATALARININ SAPTANMASINDA UYGULANAN MUAYENE YÖNTEMLERİ Kaynak bağlantıları kendilerinden beklenen işlevleri yerine getirebilmeleri için hata içermemeli ve önceden saptanmış mekanik özelikleri sağlamalıdırlarDocument2 pagesKAYNAK HATALARININ SAPTANMASINDA UYGULANAN MUAYENE YÖNTEMLERİ Kaynak bağlantıları kendilerinden beklenen işlevleri yerine getirebilmeleri için hata içermemeli ve önceden saptanmış mekanik özelikleri sağlamalıdırlarSemih Kardaş0% (1)
- Tahribatsız Muayene YöntemleriDocument48 pagesTahribatsız Muayene Yöntemleribnaslan8899No ratings yet
- Tahri̇batsiz Muayene Yöntemleri̇Document45 pagesTahri̇batsiz Muayene Yöntemleri̇volkan çiçekNo ratings yet
- Malzeme Hasar Tespit YönetimiDocument167 pagesMalzeme Hasar Tespit YönetimiYusuf Ensar Topçu100% (1)
- Ultrasonik Yöntem İle Tahribatsız Malzeme Muayenesi: November 2011Document9 pagesUltrasonik Yöntem İle Tahribatsız Malzeme Muayenesi: November 2011Etkin Eğitim0% (1)
- TahribatIı VE TAHRİBATSIZ Malzeme MuayenesiDocument134 pagesTahribatIı VE TAHRİBATSIZ Malzeme MuayenesiBuse İnanNo ratings yet