Download as pdf or txt
You might also like
- Acetone Production Process From Iso-propyl-Alcohol (IPA)Document36 pagesAcetone Production Process From Iso-propyl-Alcohol (IPA)Serkan91% (44)
- Fredrick Kaheha Field Project On Waste ManagementDocument18 pagesFredrick Kaheha Field Project On Waste Managementfredrick kaheha94% (32)
- Butyraldehyde Final ReportDocument85 pagesButyraldehyde Final ReportRana krupal100% (1)
- Butanediols, Butenediol, and Butynediol: 1. 1,4-DiolsDocument9 pagesButanediols, Butenediol, and Butynediol: 1. 1,4-DiolsjaimeNo ratings yet
- Butanal PDFDocument10 pagesButanal PDFRana Afrasyab SaeedNo ratings yet
- Bio-Oil Upgrading by Cracking in Two-Stage Heated Reactors: Research ArticleDocument13 pagesBio-Oil Upgrading by Cracking in Two-Stage Heated Reactors: Research ArticlefadyahNo ratings yet
- Manufacturing of PentaerythritolDocument65 pagesManufacturing of Pentaerythritolsidd2706100% (1)
- ArticleDocument14 pagesArticlejaime100% (1)
- Acetic Acid, Glacial: O II CH - C-OHDocument3 pagesAcetic Acid, Glacial: O II CH - C-OHYashwant SinghNo ratings yet
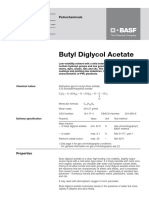
- Butyl Diglycol AcetateDocument4 pagesButyl Diglycol AcetateseydolackNo ratings yet
- Bio-Gasoline From Catalytic Hydrocracking Reaction of Waste Cooking Oil Using Bayah Natural ZeoliteDocument9 pagesBio-Gasoline From Catalytic Hydrocracking Reaction of Waste Cooking Oil Using Bayah Natural Zeoliterobbyangga48No ratings yet
- Butadiene: 2. Physical PropertiesDocument17 pagesButadiene: 2. Physical PropertiesjaimeNo ratings yet
- Biodiesel Conference PaperDocument8 pagesBiodiesel Conference Papermanikandang1606No ratings yet
- 2 ButanoneDocument8 pages2 ButanonejaimeNo ratings yet
- n01522624w - Design Project (Repaired)Document68 pagesn01522624w - Design Project (Repaired)kudaNo ratings yet
- Dawes 1971Document163 pagesDawes 1971antrios123No ratings yet
- PORTFOLIODocument11 pagesPORTFOLIORicky PobadoraNo ratings yet
- Chemical ManufactureDocument18 pagesChemical ManufactureChellam Siva Chellam Siva100% (1)
- Richard Gunawan, Xiang Li, Caroline Lievens, Mortaza Gholizadeh, Weerawut Chaiwat, Xun Hu, Daniel Mourant, John Bromly, Chun-Zhu LiDocument9 pagesRichard Gunawan, Xiang Li, Caroline Lievens, Mortaza Gholizadeh, Weerawut Chaiwat, Xun Hu, Daniel Mourant, John Bromly, Chun-Zhu LiMaghfira RenandaNo ratings yet
- Edi Report 1Document40 pagesEdi Report 1Sara TalathiNo ratings yet
- Chapter 8Document29 pagesChapter 8Manuel Alejandro Estrella GutiérrezNo ratings yet
- A01 045Document16 pagesA01 045jaimeNo ratings yet
- Ethylhexanol From Propylene and Synthesis GasDocument4 pagesEthylhexanol From Propylene and Synthesis GasJohn CallousNo ratings yet
- EGP DüzelenleniyorDocument57 pagesEGP Düzelenleniyoresra göçenNo ratings yet
- 1623 1629 PDFDocument7 pages1623 1629 PDFnitin birajdarNo ratings yet
- Hydrodeoxygenation of Pyrolysis OilDocument15 pagesHydrodeoxygenation of Pyrolysis OilThuan HuynhNo ratings yet
- تعديلات المشروعDocument114 pagesتعديلات المشروعSadam FirasNo ratings yet
- DME UlmannDocument4 pagesDME UlmannLeonard SaftaNo ratings yet
- Ethylene Glycol&EO UllmannDocument41 pagesEthylene Glycol&EO UllmannCristina NegreaNo ratings yet
- Utilization of Value Added Pod Milling Products For Production of Livestock FeedsDocument6 pagesUtilization of Value Added Pod Milling Products For Production of Livestock FeedsRamesh BeniwalNo ratings yet
- Production of Diethyl EthereDocument163 pagesProduction of Diethyl Ethereيزيد العزانيNo ratings yet
- Catalysts: Glycerol Acetylation Mediated by Thermally Hydrolysed Biosolids-Based MaterialDocument15 pagesCatalysts: Glycerol Acetylation Mediated by Thermally Hydrolysed Biosolids-Based MaterialAnthony MaputiNo ratings yet
- Comparative Study of The Physicochemical Properties of Bio-Butanol and Fossil-Based ButanolDocument14 pagesComparative Study of The Physicochemical Properties of Bio-Butanol and Fossil-Based ButanolOKORIENo ratings yet
- Lab ReportDocument7 pagesLab Reportkjoel.ngugiNo ratings yet
- A01 065Document19 pagesA01 065jaimeNo ratings yet
- Us 7989646Document6 pagesUs 7989646Herda CahyaningrumNo ratings yet
- Hidrazina PDFDocument18 pagesHidrazina PDFPedddro96No ratings yet
- HYDRAZINEDocument19 pagesHYDRAZINEDamla Taykoz100% (2)
- Bahrmann2011 (Ethyl Hexanol)Document6 pagesBahrmann2011 (Ethyl Hexanol)Ilham FajriNo ratings yet
- A01 305Document18 pagesA01 305jaimeNo ratings yet
- 1,3 ButadieneDocument7 pages1,3 ButadieneAbdalmoedAlaiashyNo ratings yet
- 1 s2.0 S0255270109000427 Main.27Document5 pages1 s2.0 S0255270109000427 Main.27luuphuongNo ratings yet
- A01 279Document28 pagesA01 279jaimeNo ratings yet
- Catalysts: An Overview On Catalytic Hydrodeoxygenation of Pyrolysis Oil and Its Model CompoundsDocument22 pagesCatalysts: An Overview On Catalytic Hydrodeoxygenation of Pyrolysis Oil and Its Model CompoundsTusharNo ratings yet
- Dow Oxygenated Solvents ChartDocument8 pagesDow Oxygenated Solvents ChartJonathan Coulter100% (1)
- Cambridge International General Certificate of Secondary EducationDocument16 pagesCambridge International General Certificate of Secondary EducationTEHNYET ARAINNo ratings yet
- 4th Year ProjectDocument163 pages4th Year Projectfadi713No ratings yet
- Coffee Husk Briquettes: A New Renewable Energy SourceDocument5 pagesCoffee Husk Briquettes: A New Renewable Energy SourceMJundiNo ratings yet
- Methyl Isobutyl KetoneDocument4 pagesMethyl Isobutyl KetoneChengkc2014No ratings yet
- Advances in Biofeedstocks and Biofuels, Volume 2: Production Technologies for BiofuelsFrom EverandAdvances in Biofeedstocks and Biofuels, Volume 2: Production Technologies for BiofuelsLalit Kumar SinghNo ratings yet
- Thermochemical Processing of Biomass: Conversion into Fuels, Chemicals and PowerFrom EverandThermochemical Processing of Biomass: Conversion into Fuels, Chemicals and PowerNo ratings yet
- Deactivation of Heavy Oil Hydroprocessing Catalysts: Fundamentals and ModelingFrom EverandDeactivation of Heavy Oil Hydroprocessing Catalysts: Fundamentals and ModelingNo ratings yet
- Synthetic Natural Gas: From Coal, Dry Biomass, and Power-to-Gas ApplicationsFrom EverandSynthetic Natural Gas: From Coal, Dry Biomass, and Power-to-Gas ApplicationsTilman J. SchildhauerNo ratings yet
- Rapeseed and Canola Oil: Production, Processing, Properties and UsesFrom EverandRapeseed and Canola Oil: Production, Processing, Properties and UsesNo ratings yet
- Reactive Distillation: Status and Future DirectionsFrom EverandReactive Distillation: Status and Future DirectionsKai SundmacherRating: 1 out of 5 stars1/5 (1)
- Biomass as a Sustainable Energy Source for the Future: Fundamentals of Conversion ProcessesFrom EverandBiomass as a Sustainable Energy Source for the Future: Fundamentals of Conversion ProcessesNo ratings yet
- Spray Drying Techniques for Food Ingredient EncapsulationFrom EverandSpray Drying Techniques for Food Ingredient EncapsulationNo ratings yet
- Green Reaction Media in Organic SynthesisFrom EverandGreen Reaction Media in Organic SynthesisKoichi MikamiNo ratings yet
- Modern Carbonylation MethodsFrom EverandModern Carbonylation MethodsLászló KollárNo ratings yet
- Cerium Mischmetal, Cerium Alloys, and Cerium Compounds: Rare Earth Elements)Document16 pagesCerium Mischmetal, Cerium Alloys, and Cerium Compounds: Rare Earth Elements)jaimeNo ratings yet
- Cereals: 2006 Wiley-Vch Verlag GMBH & Co. Kgaa, WeinheimDocument41 pagesCereals: 2006 Wiley-Vch Verlag GMBH & Co. Kgaa, Weinheimjaime100% (1)
- Cesium and Cesium Compounds: 1. Physical and Chemical PropertiesDocument5 pagesCesium and Cesium Compounds: 1. Physical and Chemical PropertiesjaimeNo ratings yet
- Ceramics, Advanced Structural Products: 2005 Wiley-Vch Verlag GMBH & Co. Kgaa, WeinheimDocument16 pagesCeramics, Advanced Structural Products: 2005 Wiley-Vch Verlag GMBH & Co. Kgaa, WeinheimjaimeNo ratings yet
- Cellulose Ethers: 2006 Wiley-Vch Verlag GMBH & Co. Kgaa, WeinheimDocument18 pagesCellulose Ethers: 2006 Wiley-Vch Verlag GMBH & Co. Kgaa, WeinheimjaimeNo ratings yet
- Ceramics, ElectronicDocument16 pagesCeramics, ElectronicjaimeNo ratings yet
- Tailoring Autocad P&Id and Autocad Plant 3DDocument194 pagesTailoring Autocad P&Id and Autocad Plant 3Djaime100% (1)
- Ceramics, Ceramic - Metal Systems: 2005 Wiley-Vch Verlag GMBH & Co. Kgaa, WeinheimDocument26 pagesCeramics, Ceramic - Metal Systems: 2005 Wiley-Vch Verlag GMBH & Co. Kgaa, WeinheimjaimeNo ratings yet
- Ceramic Colorants: Richard A. Eppler, Eppler Associates, Cheshire, Connecticut 06410, United StatesDocument13 pagesCeramic Colorants: Richard A. Eppler, Eppler Associates, Cheshire, Connecticut 06410, United StatesjaimeNo ratings yet
- Cements, Chemically Resistant: 1. 2. Types of Cement 2.1. Cements Containing Inorganic BindersDocument8 pagesCements, Chemically Resistant: 1. 2. Types of Cement 2.1. Cements Containing Inorganic BindersjaimeNo ratings yet
- A05 001Document59 pagesA05 001jaimeNo ratings yet
- JJDocument45 pagesJJjaimeNo ratings yet
- Calcium Antagonists: 2.1. Sites of ActionDocument14 pagesCalcium Antagonists: 2.1. Sites of ActionjaimeNo ratings yet
- Model 285 Cast Iron Line Strainers: ApplicationDocument1 pageModel 285 Cast Iron Line Strainers: ApplicationjaimeNo ratings yet
- 09 Drain Valve SeriesDocument1 page09 Drain Valve SeriesjaimeNo ratings yet
- Candles: See Also Waxes, Chap. 4.7Document2 pagesCandles: See Also Waxes, Chap. 4.7jaimeNo ratings yet
- A04 515 PDFDocument13 pagesA04 515 PDFjaimeNo ratings yet
- The Right Equipment For The Job: Helix® Flexible Screw ConveyorDocument6 pagesThe Right Equipment For The Job: Helix® Flexible Screw ConveyorjaimeNo ratings yet
- Calcium Carbide: Bernhard Langhammer, SKW Trostberg AG, Trostberg, Federal Republic of GermanyDocument13 pagesCalcium Carbide: Bernhard Langhammer, SKW Trostberg AG, Trostberg, Federal Republic of GermanyjaimeNo ratings yet
- A04 555Document33 pagesA04 555jaimeNo ratings yet
- ArticleDocument14 pagesArticlejaime100% (1)
- Benzenesulfonic Acids and Their Derivatives: 1. General AspectsDocument39 pagesBenzenesulfonic Acids and Their Derivatives: 1. General AspectsjaimeNo ratings yet
- 2 ButanoneDocument8 pages2 ButanonejaimeNo ratings yet
- Bleaching: Ullmann's Encyclopedia of Industrial ChemistryDocument11 pagesBleaching: Ullmann's Encyclopedia of Industrial ChemistryjaimeNo ratings yet
- KML100374 - Drywall Manual AddendumDocument15 pagesKML100374 - Drywall Manual Addendumivg8562No ratings yet
- Chem Project HiteshDocument16 pagesChem Project HiteshSahil Sharma64% (14)
- Physico-Chemical Factors Altering Biological Performance of DrugsDocument29 pagesPhysico-Chemical Factors Altering Biological Performance of DrugsGiovanne BuendiaNo ratings yet
- Nabeel Khan Thesis (Minimum Size)Document76 pagesNabeel Khan Thesis (Minimum Size)Nabeel Ahmed KhanNo ratings yet
- Experimental Test and Numerical Simulation of The Initial Crack Reinforced Concrete Beam in BendingDocument6 pagesExperimental Test and Numerical Simulation of The Initial Crack Reinforced Concrete Beam in BendingErik Wahyu PradanaNo ratings yet
- Impact TestDocument11 pagesImpact TestMohsin AbbasNo ratings yet
- ASTM C 177 Standard Test Method For Steady-State Heat Flux Measurements and Thermal TransmissionDocument22 pagesASTM C 177 Standard Test Method For Steady-State Heat Flux Measurements and Thermal TransmissionRyan LasacaNo ratings yet
- ARC Welding Safety: Because There's So Much More To EnjoyDocument16 pagesARC Welding Safety: Because There's So Much More To EnjoyScott NorrisNo ratings yet
- FL Problem 8Document10 pagesFL Problem 8api-444550401No ratings yet
- Guide RoHS Exemption List PC GD 180717Document32 pagesGuide RoHS Exemption List PC GD 180717AimanWaliNo ratings yet
- To Study Strength Characteristics of Concrete With Rice Husk AshDocument6 pagesTo Study Strength Characteristics of Concrete With Rice Husk Ashabdulshkur muridNo ratings yet
- Clausius ClapeyronDocument2 pagesClausius ClapeyronKarthikeyanNo ratings yet
- Titanium IIDocument1 pageTitanium IIsje productionNo ratings yet
- Hansen Solubility ParameterDocument53 pagesHansen Solubility Parameterchristopher_kephart1No ratings yet
- DAF LF45 - LF55 Service Repair Manual-1Document2,242 pagesDAF LF45 - LF55 Service Repair Manual-1EliaNo ratings yet
- Volume 7 Inorganic ChemistryDocument1,126 pagesVolume 7 Inorganic ChemistryfernandozarateNo ratings yet
- DPWH Common DesignDocument7 pagesDPWH Common DesignAnjon Los Baños PeroteNo ratings yet
- Kingspan Kooltherm k106 90mm Standard Details Brochure en GB v04Document80 pagesKingspan Kooltherm k106 90mm Standard Details Brochure en GB v04Alexandru VasileNo ratings yet
- Vapor Pressure of Ammonium Nitrate Je60013a020Document2 pagesVapor Pressure of Ammonium Nitrate Je60013a020jerryNo ratings yet
- Material Safety Data Sheets: (MSDS)Document5 pagesMaterial Safety Data Sheets: (MSDS)DucNo ratings yet
- How To Build A Volcano Science ProjectDocument5 pagesHow To Build A Volcano Science ProjectAnonymous hb3Dvgc7No ratings yet
- Fluid Bearing Fluid Film Lubrication Technical TopicDocument2 pagesFluid Bearing Fluid Film Lubrication Technical TopicAlex PerezNo ratings yet
- SW 290 - 300 MONO: Quality by SolarworldDocument2 pagesSW 290 - 300 MONO: Quality by SolarworldwidoblNo ratings yet
- Sample Innovation PaperDocument22 pagesSample Innovation PaperMelcorr N. MontesclarosNo ratings yet
- Life Cycle of Synthetic Leather and Raw MaterialsDocument7 pagesLife Cycle of Synthetic Leather and Raw MaterialsharrydrivesucrazyNo ratings yet
- Green ChemistryDocument12 pagesGreen ChemistrymidhunNo ratings yet
- OctinoxateDocument7 pagesOctinoxatebagusdwiNo ratings yet
- Removal of Corrosion ProductDocument3 pagesRemoval of Corrosion ProductAlan NipNo ratings yet
- FeMnAlloys HBDocument277 pagesFeMnAlloys HBTaner MersinNo ratings yet