Download as pdf or txt
You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5824)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1093)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (852)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (590)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (903)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (541)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (349)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (823)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (122)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (403)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- Sampuran Rehraas Sahib English)Document356 pagesSampuran Rehraas Sahib English)nss123456789086% (7)
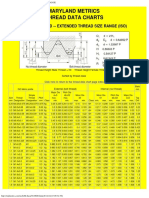
- Tolerancia de Rosca Metrica 6G PDFDocument20 pagesTolerancia de Rosca Metrica 6G PDFRodrigo Tikim0% (3)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- R PowerDocument7 pagesR Powercher_isabellaNo ratings yet
- Lathe 9x20 Parts ManualDocument15 pagesLathe 9x20 Parts ManualRC Villeda100% (1)
- Fleet Tactics and Coastal Combat: Second Edition: by Wayne HughesDocument5 pagesFleet Tactics and Coastal Combat: Second Edition: by Wayne HughesAGUS SOLIKHINNo ratings yet
- Leetcode Solutions in JavaDocument2 pagesLeetcode Solutions in JavaKunal KapoorNo ratings yet
- Aluminum BrightenerDocument8 pagesAluminum BrightenerRC VilledaNo ratings yet
- Bilstein MSDSDocument11 pagesBilstein MSDSRC VilledaNo ratings yet
- Aluminum Degreaser SDSDocument7 pagesAluminum Degreaser SDSRC VilledaNo ratings yet
- Plasm 60 ChartDocument1 pagePlasm 60 ChartRC VilledaNo ratings yet
- Plasm 60 ChartDocument1 pagePlasm 60 ChartRC VilledaNo ratings yet
- Multi-Metal Cleaner and Iron Phosphatizer by Spray and ImmersionDocument3 pagesMulti-Metal Cleaner and Iron Phosphatizer by Spray and ImmersionRC VilledaNo ratings yet
- Material Safety Data Sheet: Distributed byDocument2 pagesMaterial Safety Data Sheet: Distributed byRC VilledaNo ratings yet
- Lathe 9x20 Thread ChartDocument4 pagesLathe 9x20 Thread ChartRC VilledaNo ratings yet
- Threads and ChangegearsDocument36 pagesThreads and ChangegearsRC VilledaNo ratings yet
- ELATHE-500 GearboxDocument205 pagesELATHE-500 GearboxRC VilledaNo ratings yet
- Changes To A C System Components: 1976 ModelsDocument5 pagesChanges To A C System Components: 1976 ModelsRC VilledaNo ratings yet
- Radii CutterDocument1 pageRadii CutterRC VilledaNo ratings yet
- Atlas Lathe Metric Gear ChangeDocument4 pagesAtlas Lathe Metric Gear ChangeRC VilledaNo ratings yet
- Bright Acid Tin ProcessDocument5 pagesBright Acid Tin ProcessRC Villeda75% (4)
- Lathe ManualDocument14 pagesLathe ManualRC Villeda100% (2)
- 365-420 - 365-395 Zenith Stromberg Jet SealDocument4 pages365-420 - 365-395 Zenith Stromberg Jet SealRC VilledaNo ratings yet
- MANEC5Document18 pagesMANEC5RC Villeda100% (1)
- B1 Grammar - May, Might and Adverbs of ProbabilityDocument4 pagesB1 Grammar - May, Might and Adverbs of ProbabilitySamer dawanNo ratings yet
- Danfoss 103 Easy User GuideDocument2 pagesDanfoss 103 Easy User GuidePaul JonesNo ratings yet
- Romanticism PDFDocument31 pagesRomanticism PDFloklkioNo ratings yet
- Is Yom Haatzmaut Worth A Hallel?: Rabbi Yitzchak TwerskyDocument4 pagesIs Yom Haatzmaut Worth A Hallel?: Rabbi Yitzchak Twerskyoutdash2No ratings yet
- P Swaminathan V KeralaDocument3 pagesP Swaminathan V Keralavarunendra pandeyNo ratings yet
- RousseauDocument9 pagesRousseauAndrew M. AcederaNo ratings yet
- PowerPoint SlidesDocument94 pagesPowerPoint SlidesSalahuddin KhwajaNo ratings yet
- Macro Ecosystem ReportDocument27 pagesMacro Ecosystem ReportRhodelizaDeLeonTiotangco100% (1)
- Introduction To LTE eRAN2.1 Transmission Solution: Security LevelDocument61 pagesIntroduction To LTE eRAN2.1 Transmission Solution: Security LevelBala Chandran50% (2)
- Celta Lang TestDocument3 pagesCelta Lang TestSotiris AthanasiouNo ratings yet
- Applied For The Post Of: PGT/TGT English Curriculum Vitae Roopali AroraDocument6 pagesApplied For The Post Of: PGT/TGT English Curriculum Vitae Roopali AroraRahul SaraswatNo ratings yet
- MBA Syllabus 2013Document60 pagesMBA Syllabus 2013carthik19No ratings yet
- The Crucible Web QuestDocument3 pagesThe Crucible Web QuestcmcampbellNo ratings yet
- A Streetcar Named Desire: StudyDocument11 pagesA Streetcar Named Desire: StudyPaula Caro100% (3)
- Cache CoherenceDocument14 pagesCache CoherenceKrishna BajpaiNo ratings yet
- RupDocument52 pagesRupmojtaba7No ratings yet
- MKT R Assignment 1 PDFDocument3 pagesMKT R Assignment 1 PDFSyed Muzafar AliNo ratings yet
- OMCDocument37 pagesOMCyurie_ameliaNo ratings yet
- Medication Deferral ListDocument2 pagesMedication Deferral ListNatasha MendozaNo ratings yet
- Joao Baptista Lukombo Nzatuzola-2 PDFDocument4 pagesJoao Baptista Lukombo Nzatuzola-2 PDFMadaleno Sita António DiasNo ratings yet
- Basic Calculus - Q2 - Week 1 - 4Document65 pagesBasic Calculus - Q2 - Week 1 - 4Venice Gwyn ChavezNo ratings yet
- Worksheet Self AssessmentDocument3 pagesWorksheet Self AssessmentGryswolfNo ratings yet
- SdasasasDocument22 pagesSdasasasGianne Robert MalavegaNo ratings yet
- Lesson 9 (Contemporary)Document22 pagesLesson 9 (Contemporary)Claren Opeña100% (2)
- 1 LogicDocument9 pages1 Logicakash vermaNo ratings yet
- 90.FT. Salvatierra v. Garlitos, 103 Phil. 757 (1958)Document3 pages90.FT. Salvatierra v. Garlitos, 103 Phil. 757 (1958)IamIvy Donna PondocNo ratings yet