
Modelarea Proceselor Din Furnal
Modelarea Proceselor Din Furnal
You might also like
- Night Rating Exam QuestionsDocument4 pagesNight Rating Exam QuestionsGirish Sreeneebus86% (7)
- Amendment TOR Proyek EPC Terminal Regasifikasi LNG Cilacap RevDocument8 pagesAmendment TOR Proyek EPC Terminal Regasifikasi LNG Cilacap RevFahri AdrianNo ratings yet
- Heat - Mass Balance at ULCOS PDFDocument3 pagesHeat - Mass Balance at ULCOS PDFROWHEITNo ratings yet
- Solution Manual For Principles of Engineering Thermodynamics 1st Edition by ReiselDocument22 pagesSolution Manual For Principles of Engineering Thermodynamics 1st Edition by Reisela21311553067% (3)
- Combustion CFDDocument10 pagesCombustion CFDKaue ARNo ratings yet
- Ijetae 0314 111Document3 pagesIjetae 0314 111Knowledge BytesNo ratings yet
- Blast Furnace DesignDocument9 pagesBlast Furnace Designmakarsk2007No ratings yet
- Design and Application of A Spreadsheet-Based ModelDocument7 pagesDesign and Application of A Spreadsheet-Based ModelPassmore DubeNo ratings yet
- Combustion and Combustors For MGT Applications: R. Tuccillo and M.C. CamerettiDocument56 pagesCombustion and Combustors For MGT Applications: R. Tuccillo and M.C. CamerettiJohn KellyNo ratings yet
- Burners For Synthesis Gas GenerationDocument12 pagesBurners For Synthesis Gas GenerationGaurav GuptaNo ratings yet
- Steady State Modeling of A Fire Tube BoilerDocument5 pagesSteady State Modeling of A Fire Tube BoilerBenjamin Angel Flores ZavalaNo ratings yet
- Energies 10 00745Document18 pagesEnergies 10 00745DWNLD USRMLNo ratings yet
- PCI 26 1996 3343 천연가스연소실험데이터Document12 pagesPCI 26 1996 3343 천연가스연소실험데이터MihirduttaNo ratings yet
- Analysis of Gas Turbine Combustor With Varying Air Inlet Velocity and Methane Fuel Inlet TemperatureDocument7 pagesAnalysis of Gas Turbine Combustor With Varying Air Inlet Velocity and Methane Fuel Inlet TemperatureGuruvenu KamanuruNo ratings yet
- Sirine 3Document10 pagesSirine 3Syrine BOUDEFNo ratings yet
- Heat and Mass Balances in The ULCOS Blast FurnaceDocument3 pagesHeat and Mass Balances in The ULCOS Blast FurnaceakshukNo ratings yet
- Experimental Investigation To Improve Flame Intensity in 250MW Tangentially Firing FurnaceDocument11 pagesExperimental Investigation To Improve Flame Intensity in 250MW Tangentially Firing FurnaceSiddhant SatpathyNo ratings yet
- Kiln Paper1Document5 pagesKiln Paper1mmkattaNo ratings yet
- Mast or AkosDocument22 pagesMast or AkosMohammed Shafi AhmedNo ratings yet
- Problems With Identifiying A Standard Procedure For Determining Values For Flammable VaporsDocument8 pagesProblems With Identifiying A Standard Procedure For Determining Values For Flammable VaporsSteve WanNo ratings yet
- Burners, Combustion SystemsDocument1 pageBurners, Combustion Systemsmompou88No ratings yet
- 5679 Gidon PaperDocument2 pages5679 Gidon PaperKrlos_25No ratings yet
- Ref11 - SP10 - Danloy1 - Essen - New PDFDocument3 pagesRef11 - SP10 - Danloy1 - Essen - New PDFCofe MilkNo ratings yet
- Optimization of The Dry Flue Gas Efficiency Loss of Boiler Dsanilation Plant Using RSMDocument9 pagesOptimization of The Dry Flue Gas Efficiency Loss of Boiler Dsanilation Plant Using RSMNarayanan KharthiNo ratings yet
- Optimization of The Dry Flue Gas Efficiency Loss of Boiler Dsanilation Plant Using RSMDocument9 pagesOptimization of The Dry Flue Gas Efficiency Loss of Boiler Dsanilation Plant Using RSM___ASCENo ratings yet
- Energy and FuelsDocument9 pagesEnergy and Fuelsjulen1000No ratings yet
- E3sconf Icbt2018 01009Document10 pagesE3sconf Icbt2018 01009Belay AyalewNo ratings yet
- Analysis of Sootblowing Experiments and Research oDocument7 pagesAnalysis of Sootblowing Experiments and Research ouser_nitsNo ratings yet
- Wall Heat Transfer in Gas-Fired Furnaces: Effect of Radiation ModellingDocument12 pagesWall Heat Transfer in Gas-Fired Furnaces: Effect of Radiation ModellingAmir AbbaszadehNo ratings yet
- Optimization Design Operating Parameters Shaft FurnacesDocument6 pagesOptimization Design Operating Parameters Shaft FurnacesSandeep OholNo ratings yet
- Numerical Simulation of The Effect of Sa/Pa On Combustion and Flow Characteristics in A Front-Rear Burner 400 Mwe BoilerDocument9 pagesNumerical Simulation of The Effect of Sa/Pa On Combustion and Flow Characteristics in A Front-Rear Burner 400 Mwe BoilerFaridNo ratings yet
- J Buildenv 2006 04 014Document11 pagesJ Buildenv 2006 04 014Hùng Khánh NguyễnNo ratings yet
- User Journal 002Document7 pagesUser Journal 002Guruvenu KamanuruNo ratings yet
- Gas Flow Optimization For Top Cyclone Preheater Cement ProductionDocument6 pagesGas Flow Optimization For Top Cyclone Preheater Cement ProductionInternational Journal of Innovative Science and Research TechnologyNo ratings yet
- Development of Computer Program For Combustion Analysis in Pulverized Coal-Fired BoilersDocument5 pagesDevelopment of Computer Program For Combustion Analysis in Pulverized Coal-Fired BoilersJayanath Nuwan SameeraNo ratings yet
- Three Dimensional DynamicSimulator For Blast FurnacDocument8 pagesThree Dimensional DynamicSimulator For Blast FurnacAlainIslasNo ratings yet
- Fuel Processing Technology: Wenyuan Guo, Yanzeng Wu, Liang Dong, Caixia Chen, Fuchen WangDocument6 pagesFuel Processing Technology: Wenyuan Guo, Yanzeng Wu, Liang Dong, Caixia Chen, Fuchen Wangamerico molinaNo ratings yet
- Ishibashi-Tsuru2017 Article AnOpticalInvestigationOfCombusDocument12 pagesIshibashi-Tsuru2017 Article AnOpticalInvestigationOfCombusTamal MukherjeeNo ratings yet
- Metals 11 01953 v2Document12 pagesMetals 11 01953 v2Mohsen JeddiNo ratings yet
- Heat Transfer in Adsorption Heat Exchangers Between Pellets and FinsDocument5 pagesHeat Transfer in Adsorption Heat Exchangers Between Pellets and FinsAnonymous D0l2siAYCNo ratings yet
- Full Paper No 012-1Document12 pagesFull Paper No 012-1Srinivasa Krishna AddepalliNo ratings yet
- Artigo Do TrabalhoDocument8 pagesArtigo Do TrabalhoRafaelTeixeiraNo ratings yet
- Separation and Purification TechnologyDocument10 pagesSeparation and Purification TechnologyPedro Henrique MagachoNo ratings yet
- The Electric Arc Furnace Off-Gasses Modeling Using CFDDocument8 pagesThe Electric Arc Furnace Off-Gasses Modeling Using CFDmehdihaNo ratings yet
- Kanniche, M., Gros-Bonnivard, R., Jaud, P., Valle-Marcos, J., Amann, J.-M., & Bouallou, C. (2010) - Pre-Combustion, Post-Combustion and Oxy-Combustion in Thermal PoweDocument10 pagesKanniche, M., Gros-Bonnivard, R., Jaud, P., Valle-Marcos, J., Amann, J.-M., & Bouallou, C. (2010) - Pre-Combustion, Post-Combustion and Oxy-Combustion in Thermal PowePanait StefanNo ratings yet
- Lower Order Transfer Function Identification of Nonlinear MIMO System-Alstom GasifierDocument7 pagesLower Order Transfer Function Identification of Nonlinear MIMO System-Alstom GasifierFrontiersNo ratings yet
- 338-Article Text-1751-2-10-20080123Document16 pages338-Article Text-1751-2-10-20080123FurqanNo ratings yet
- Numerical Analysis of Coal Combustion in Circulating Fluidized BedDocument5 pagesNumerical Analysis of Coal Combustion in Circulating Fluidized Bedrsr ecNo ratings yet
- 2013p CavazzutiCorticelli PIMechECDocument23 pages2013p CavazzutiCorticelli PIMechECmap vitcoNo ratings yet
- Computers and Chemical Engineering: Sanoja A. Jayarathna, Bernt Lie, Morten C. MelaaenDocument12 pagesComputers and Chemical Engineering: Sanoja A. Jayarathna, Bernt Lie, Morten C. MelaaenJuan Fernando Cano LarrotaNo ratings yet
- Catalytic Combustion For Energy ProductionDocument16 pagesCatalytic Combustion For Energy ProductionAnanthakishnanNo ratings yet
- Truyền Nhiệt Trong Lò NungDocument8 pagesTruyền Nhiệt Trong Lò Nungmap vitcoNo ratings yet
- 1 s2.0 S025527010600167X MainDocument9 pages1 s2.0 S025527010600167X Mainsangram.ryNo ratings yet
- Optimization of A Pusher Type Reheating Furnace: An Adaptive Model Predictive Control ApproachDocument6 pagesOptimization of A Pusher Type Reheating Furnace: An Adaptive Model Predictive Control ApproachNoman AliNo ratings yet
- Applied Thermal Engineering: F. Illán, M. AlarcónDocument7 pagesApplied Thermal Engineering: F. Illán, M. Alarcónpurrab divakarNo ratings yet
- Computational Evaluation of Emissions For Non-Premixed Natural Gas CombustionDocument3 pagesComputational Evaluation of Emissions For Non-Premixed Natural Gas CombustionijsretNo ratings yet
- Lederer 2000Document8 pagesLederer 2000ram shyamNo ratings yet
- Simulation and Modeling of Wood Dust Combustion in Cyclone BurnersDocument54 pagesSimulation and Modeling of Wood Dust Combustion in Cyclone BurnersvelmuruganNo ratings yet
- CFD Analisys CoalDocument6 pagesCFD Analisys CoalOscar DorantesNo ratings yet
- Peksen2009 (Conservation)Document12 pagesPeksen2009 (Conservation)Faris HamidiNo ratings yet
- Heat Recovery Steam GeneratorDocument21 pagesHeat Recovery Steam GeneratorAbdullah AhmedNo ratings yet
- Heat Transfer in Polymer Composite Materials: Forming ProcessesFrom EverandHeat Transfer in Polymer Composite Materials: Forming ProcessesNicolas BoyardNo ratings yet
- My GamesDocument10 pagesMy GamesSamZammitNo ratings yet
- ICS 2000 ManualDocument298 pagesICS 2000 ManualMagdalena MarquesNo ratings yet
- String - What Is The Difference Between Char S and Char - S in C - Stack OverflowDocument5 pagesString - What Is The Difference Between Char S and Char - S in C - Stack OverflowtuyenndvttNo ratings yet
- Product Name Seeded Paper Packet: DescriptionDocument16 pagesProduct Name Seeded Paper Packet: DescriptionshowmelocalNo ratings yet
- Spec Sheet 8.5Document1 pageSpec Sheet 8.5Khairatul Nada Burhanuddin100% (1)
- PHD by BOLA SHOYEMI-IBRAHIM (DRMOLOVA) ALL RIGHTS RESERVED FOR THE BOO FOUNDATIONDocument1 pagePHD by BOLA SHOYEMI-IBRAHIM (DRMOLOVA) ALL RIGHTS RESERVED FOR THE BOO FOUNDATIONBola DrmolovaNo ratings yet
- NCD5188002 FAT Jointing Cabinet SmallDocument2 pagesNCD5188002 FAT Jointing Cabinet SmallMaylen RivasNo ratings yet
- 123UGRD-ITE6200A Computer Programming 1Document6 pages123UGRD-ITE6200A Computer Programming 1chrisitan delarosaNo ratings yet
- EntrepDocument10 pagesEntrepAlmira AbeNo ratings yet
- Led Lb12e Chassis 32lv5500-TaDocument116 pagesLed Lb12e Chassis 32lv5500-TaJuan Carlos GamarraNo ratings yet
- PM Secur TM 1109a en 220120 110143Document25 pagesPM Secur TM 1109a en 220120 110143ronkavkazNo ratings yet
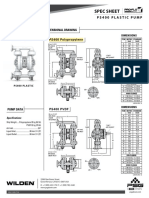
- Spec Sheet: Ps400 Plastic Pump 38 MM (1-1/2") Pump Maximum Flow Rate: 458 LPM (121 GPM)Document2 pagesSpec Sheet: Ps400 Plastic Pump 38 MM (1-1/2") Pump Maximum Flow Rate: 458 LPM (121 GPM)Flavio MedranoNo ratings yet
- Adventure Works 2008Document1 pageAdventure Works 2008Ricardo SantosNo ratings yet
- Career Coaching WorkshopDocument3 pagesCareer Coaching WorkshopTrader RedNo ratings yet
- Book 1Document8 pagesBook 1Virge CruzNo ratings yet
- Parker Veriflo - UHP Stainless Steel Diaphragm Valve HF - 25000016 - V2 - 955 SeriesDocument4 pagesParker Veriflo - UHP Stainless Steel Diaphragm Valve HF - 25000016 - V2 - 955 SeriesXavierNo ratings yet
- The Art of Data ScienceDocument12 pagesThe Art of Data Sciencekrk4568No ratings yet
- Logic Pro X InstrumentsDocument501 pagesLogic Pro X Instrumentsdizpoz100% (3)
- 1 Openstack Neutron Distributed Virtual RouterDocument11 pages1 Openstack Neutron Distributed Virtual RouterShabeer UppotungalNo ratings yet
- SSPX 513 Sitema de Monitoreo.Document11 pagesSSPX 513 Sitema de Monitoreo.cotecobein19No ratings yet
- Engineering Seminar Topics:: Seminar Paper: 3D Printing TechnologyDocument6 pagesEngineering Seminar Topics:: Seminar Paper: 3D Printing TechnologyAyush SinghalNo ratings yet
- Arrow-Pak 7.0 X 4Document9 pagesArrow-Pak 7.0 X 4Tech AlfaNo ratings yet
- Stas 6400-84-EngDocument12 pagesStas 6400-84-EnglucicotoiNo ratings yet
- SFF 8551Document10 pagesSFF 8551tt_aljobory3911No ratings yet
- "Result: ": //#1#: Use MD'S Update Method. Use Data - To - Hash - Tobytearray As Input To MD'S Update MethodDocument2 pages"Result: ": //#1#: Use MD'S Update Method. Use Data - To - Hash - Tobytearray As Input To MD'S Update MethodHugoNo ratings yet
- BS 864-2 Capillary and Compression Tube Fittings of Copper and Copper AlloyDocument24 pagesBS 864-2 Capillary and Compression Tube Fittings of Copper and Copper AlloyJames AlejoNo ratings yet
- Marketing Effectiveness Study-The Unique Benefits of Influencer Marketing Paid X NielsenDocument30 pagesMarketing Effectiveness Study-The Unique Benefits of Influencer Marketing Paid X NielsenMichael RuffoloNo ratings yet
























































































Download as pdf or txt
You might also like
- Night Rating Exam QuestionsDocument4 pagesNight Rating Exam QuestionsGirish Sreeneebus86% (7)
- Amendment TOR Proyek EPC Terminal Regasifikasi LNG Cilacap RevDocument8 pagesAmendment TOR Proyek EPC Terminal Regasifikasi LNG Cilacap RevFahri AdrianNo ratings yet
- Heat - Mass Balance at ULCOS PDFDocument3 pagesHeat - Mass Balance at ULCOS PDFROWHEITNo ratings yet
- Solution Manual For Principles of Engineering Thermodynamics 1st Edition by ReiselDocument22 pagesSolution Manual For Principles of Engineering Thermodynamics 1st Edition by Reisela21311553067% (3)
- Combustion CFDDocument10 pagesCombustion CFDKaue ARNo ratings yet
- Ijetae 0314 111Document3 pagesIjetae 0314 111Knowledge BytesNo ratings yet
- Blast Furnace DesignDocument9 pagesBlast Furnace Designmakarsk2007No ratings yet
- Design and Application of A Spreadsheet-Based ModelDocument7 pagesDesign and Application of A Spreadsheet-Based ModelPassmore DubeNo ratings yet
- Combustion and Combustors For MGT Applications: R. Tuccillo and M.C. CamerettiDocument56 pagesCombustion and Combustors For MGT Applications: R. Tuccillo and M.C. CamerettiJohn KellyNo ratings yet
- Burners For Synthesis Gas GenerationDocument12 pagesBurners For Synthesis Gas GenerationGaurav GuptaNo ratings yet
- Steady State Modeling of A Fire Tube BoilerDocument5 pagesSteady State Modeling of A Fire Tube BoilerBenjamin Angel Flores ZavalaNo ratings yet
- Energies 10 00745Document18 pagesEnergies 10 00745DWNLD USRMLNo ratings yet
- PCI 26 1996 3343 천연가스연소실험데이터Document12 pagesPCI 26 1996 3343 천연가스연소실험데이터MihirduttaNo ratings yet
- Analysis of Gas Turbine Combustor With Varying Air Inlet Velocity and Methane Fuel Inlet TemperatureDocument7 pagesAnalysis of Gas Turbine Combustor With Varying Air Inlet Velocity and Methane Fuel Inlet TemperatureGuruvenu KamanuruNo ratings yet
- Sirine 3Document10 pagesSirine 3Syrine BOUDEFNo ratings yet
- Heat and Mass Balances in The ULCOS Blast FurnaceDocument3 pagesHeat and Mass Balances in The ULCOS Blast FurnaceakshukNo ratings yet
- Experimental Investigation To Improve Flame Intensity in 250MW Tangentially Firing FurnaceDocument11 pagesExperimental Investigation To Improve Flame Intensity in 250MW Tangentially Firing FurnaceSiddhant SatpathyNo ratings yet
- Kiln Paper1Document5 pagesKiln Paper1mmkattaNo ratings yet
- Mast or AkosDocument22 pagesMast or AkosMohammed Shafi AhmedNo ratings yet
- Problems With Identifiying A Standard Procedure For Determining Values For Flammable VaporsDocument8 pagesProblems With Identifiying A Standard Procedure For Determining Values For Flammable VaporsSteve WanNo ratings yet
- Burners, Combustion SystemsDocument1 pageBurners, Combustion Systemsmompou88No ratings yet
- 5679 Gidon PaperDocument2 pages5679 Gidon PaperKrlos_25No ratings yet
- Ref11 - SP10 - Danloy1 - Essen - New PDFDocument3 pagesRef11 - SP10 - Danloy1 - Essen - New PDFCofe MilkNo ratings yet
- Optimization of The Dry Flue Gas Efficiency Loss of Boiler Dsanilation Plant Using RSMDocument9 pagesOptimization of The Dry Flue Gas Efficiency Loss of Boiler Dsanilation Plant Using RSMNarayanan KharthiNo ratings yet
- Optimization of The Dry Flue Gas Efficiency Loss of Boiler Dsanilation Plant Using RSMDocument9 pagesOptimization of The Dry Flue Gas Efficiency Loss of Boiler Dsanilation Plant Using RSM___ASCENo ratings yet
- Energy and FuelsDocument9 pagesEnergy and Fuelsjulen1000No ratings yet
- E3sconf Icbt2018 01009Document10 pagesE3sconf Icbt2018 01009Belay AyalewNo ratings yet
- Analysis of Sootblowing Experiments and Research oDocument7 pagesAnalysis of Sootblowing Experiments and Research ouser_nitsNo ratings yet
- Wall Heat Transfer in Gas-Fired Furnaces: Effect of Radiation ModellingDocument12 pagesWall Heat Transfer in Gas-Fired Furnaces: Effect of Radiation ModellingAmir AbbaszadehNo ratings yet
- Optimization Design Operating Parameters Shaft FurnacesDocument6 pagesOptimization Design Operating Parameters Shaft FurnacesSandeep OholNo ratings yet
- Numerical Simulation of The Effect of Sa/Pa On Combustion and Flow Characteristics in A Front-Rear Burner 400 Mwe BoilerDocument9 pagesNumerical Simulation of The Effect of Sa/Pa On Combustion and Flow Characteristics in A Front-Rear Burner 400 Mwe BoilerFaridNo ratings yet
- J Buildenv 2006 04 014Document11 pagesJ Buildenv 2006 04 014Hùng Khánh NguyễnNo ratings yet
- User Journal 002Document7 pagesUser Journal 002Guruvenu KamanuruNo ratings yet
- Gas Flow Optimization For Top Cyclone Preheater Cement ProductionDocument6 pagesGas Flow Optimization For Top Cyclone Preheater Cement ProductionInternational Journal of Innovative Science and Research TechnologyNo ratings yet
- Development of Computer Program For Combustion Analysis in Pulverized Coal-Fired BoilersDocument5 pagesDevelopment of Computer Program For Combustion Analysis in Pulverized Coal-Fired BoilersJayanath Nuwan SameeraNo ratings yet
- Three Dimensional DynamicSimulator For Blast FurnacDocument8 pagesThree Dimensional DynamicSimulator For Blast FurnacAlainIslasNo ratings yet
- Fuel Processing Technology: Wenyuan Guo, Yanzeng Wu, Liang Dong, Caixia Chen, Fuchen WangDocument6 pagesFuel Processing Technology: Wenyuan Guo, Yanzeng Wu, Liang Dong, Caixia Chen, Fuchen Wangamerico molinaNo ratings yet
- Ishibashi-Tsuru2017 Article AnOpticalInvestigationOfCombusDocument12 pagesIshibashi-Tsuru2017 Article AnOpticalInvestigationOfCombusTamal MukherjeeNo ratings yet
- Metals 11 01953 v2Document12 pagesMetals 11 01953 v2Mohsen JeddiNo ratings yet
- Heat Transfer in Adsorption Heat Exchangers Between Pellets and FinsDocument5 pagesHeat Transfer in Adsorption Heat Exchangers Between Pellets and FinsAnonymous D0l2siAYCNo ratings yet
- Full Paper No 012-1Document12 pagesFull Paper No 012-1Srinivasa Krishna AddepalliNo ratings yet
- Artigo Do TrabalhoDocument8 pagesArtigo Do TrabalhoRafaelTeixeiraNo ratings yet
- Separation and Purification TechnologyDocument10 pagesSeparation and Purification TechnologyPedro Henrique MagachoNo ratings yet
- The Electric Arc Furnace Off-Gasses Modeling Using CFDDocument8 pagesThe Electric Arc Furnace Off-Gasses Modeling Using CFDmehdihaNo ratings yet
- Kanniche, M., Gros-Bonnivard, R., Jaud, P., Valle-Marcos, J., Amann, J.-M., & Bouallou, C. (2010) - Pre-Combustion, Post-Combustion and Oxy-Combustion in Thermal PoweDocument10 pagesKanniche, M., Gros-Bonnivard, R., Jaud, P., Valle-Marcos, J., Amann, J.-M., & Bouallou, C. (2010) - Pre-Combustion, Post-Combustion and Oxy-Combustion in Thermal PowePanait StefanNo ratings yet
- Lower Order Transfer Function Identification of Nonlinear MIMO System-Alstom GasifierDocument7 pagesLower Order Transfer Function Identification of Nonlinear MIMO System-Alstom GasifierFrontiersNo ratings yet
- 338-Article Text-1751-2-10-20080123Document16 pages338-Article Text-1751-2-10-20080123FurqanNo ratings yet
- Numerical Analysis of Coal Combustion in Circulating Fluidized BedDocument5 pagesNumerical Analysis of Coal Combustion in Circulating Fluidized Bedrsr ecNo ratings yet
- 2013p CavazzutiCorticelli PIMechECDocument23 pages2013p CavazzutiCorticelli PIMechECmap vitcoNo ratings yet
- Computers and Chemical Engineering: Sanoja A. Jayarathna, Bernt Lie, Morten C. MelaaenDocument12 pagesComputers and Chemical Engineering: Sanoja A. Jayarathna, Bernt Lie, Morten C. MelaaenJuan Fernando Cano LarrotaNo ratings yet
- Catalytic Combustion For Energy ProductionDocument16 pagesCatalytic Combustion For Energy ProductionAnanthakishnanNo ratings yet
- Truyền Nhiệt Trong Lò NungDocument8 pagesTruyền Nhiệt Trong Lò Nungmap vitcoNo ratings yet
- 1 s2.0 S025527010600167X MainDocument9 pages1 s2.0 S025527010600167X Mainsangram.ryNo ratings yet
- Optimization of A Pusher Type Reheating Furnace: An Adaptive Model Predictive Control ApproachDocument6 pagesOptimization of A Pusher Type Reheating Furnace: An Adaptive Model Predictive Control ApproachNoman AliNo ratings yet
- Applied Thermal Engineering: F. Illán, M. AlarcónDocument7 pagesApplied Thermal Engineering: F. Illán, M. Alarcónpurrab divakarNo ratings yet
- Computational Evaluation of Emissions For Non-Premixed Natural Gas CombustionDocument3 pagesComputational Evaluation of Emissions For Non-Premixed Natural Gas CombustionijsretNo ratings yet
- Lederer 2000Document8 pagesLederer 2000ram shyamNo ratings yet
- Simulation and Modeling of Wood Dust Combustion in Cyclone BurnersDocument54 pagesSimulation and Modeling of Wood Dust Combustion in Cyclone BurnersvelmuruganNo ratings yet
- CFD Analisys CoalDocument6 pagesCFD Analisys CoalOscar DorantesNo ratings yet
- Peksen2009 (Conservation)Document12 pagesPeksen2009 (Conservation)Faris HamidiNo ratings yet
- Heat Recovery Steam GeneratorDocument21 pagesHeat Recovery Steam GeneratorAbdullah AhmedNo ratings yet
- Heat Transfer in Polymer Composite Materials: Forming ProcessesFrom EverandHeat Transfer in Polymer Composite Materials: Forming ProcessesNicolas BoyardNo ratings yet
- My GamesDocument10 pagesMy GamesSamZammitNo ratings yet
- ICS 2000 ManualDocument298 pagesICS 2000 ManualMagdalena MarquesNo ratings yet
- String - What Is The Difference Between Char S and Char - S in C - Stack OverflowDocument5 pagesString - What Is The Difference Between Char S and Char - S in C - Stack OverflowtuyenndvttNo ratings yet
- Product Name Seeded Paper Packet: DescriptionDocument16 pagesProduct Name Seeded Paper Packet: DescriptionshowmelocalNo ratings yet
- Spec Sheet 8.5Document1 pageSpec Sheet 8.5Khairatul Nada Burhanuddin100% (1)
- PHD by BOLA SHOYEMI-IBRAHIM (DRMOLOVA) ALL RIGHTS RESERVED FOR THE BOO FOUNDATIONDocument1 pagePHD by BOLA SHOYEMI-IBRAHIM (DRMOLOVA) ALL RIGHTS RESERVED FOR THE BOO FOUNDATIONBola DrmolovaNo ratings yet
- NCD5188002 FAT Jointing Cabinet SmallDocument2 pagesNCD5188002 FAT Jointing Cabinet SmallMaylen RivasNo ratings yet
- 123UGRD-ITE6200A Computer Programming 1Document6 pages123UGRD-ITE6200A Computer Programming 1chrisitan delarosaNo ratings yet
- EntrepDocument10 pagesEntrepAlmira AbeNo ratings yet
- Led Lb12e Chassis 32lv5500-TaDocument116 pagesLed Lb12e Chassis 32lv5500-TaJuan Carlos GamarraNo ratings yet
- PM Secur TM 1109a en 220120 110143Document25 pagesPM Secur TM 1109a en 220120 110143ronkavkazNo ratings yet
- Spec Sheet: Ps400 Plastic Pump 38 MM (1-1/2") Pump Maximum Flow Rate: 458 LPM (121 GPM)Document2 pagesSpec Sheet: Ps400 Plastic Pump 38 MM (1-1/2") Pump Maximum Flow Rate: 458 LPM (121 GPM)Flavio MedranoNo ratings yet
- Adventure Works 2008Document1 pageAdventure Works 2008Ricardo SantosNo ratings yet
- Career Coaching WorkshopDocument3 pagesCareer Coaching WorkshopTrader RedNo ratings yet
- Book 1Document8 pagesBook 1Virge CruzNo ratings yet
- Parker Veriflo - UHP Stainless Steel Diaphragm Valve HF - 25000016 - V2 - 955 SeriesDocument4 pagesParker Veriflo - UHP Stainless Steel Diaphragm Valve HF - 25000016 - V2 - 955 SeriesXavierNo ratings yet
- The Art of Data ScienceDocument12 pagesThe Art of Data Sciencekrk4568No ratings yet
- Logic Pro X InstrumentsDocument501 pagesLogic Pro X Instrumentsdizpoz100% (3)
- 1 Openstack Neutron Distributed Virtual RouterDocument11 pages1 Openstack Neutron Distributed Virtual RouterShabeer UppotungalNo ratings yet
- SSPX 513 Sitema de Monitoreo.Document11 pagesSSPX 513 Sitema de Monitoreo.cotecobein19No ratings yet
- Engineering Seminar Topics:: Seminar Paper: 3D Printing TechnologyDocument6 pagesEngineering Seminar Topics:: Seminar Paper: 3D Printing TechnologyAyush SinghalNo ratings yet
- Arrow-Pak 7.0 X 4Document9 pagesArrow-Pak 7.0 X 4Tech AlfaNo ratings yet
- Stas 6400-84-EngDocument12 pagesStas 6400-84-EnglucicotoiNo ratings yet
- SFF 8551Document10 pagesSFF 8551tt_aljobory3911No ratings yet
- "Result: ": //#1#: Use MD'S Update Method. Use Data - To - Hash - Tobytearray As Input To MD'S Update MethodDocument2 pages"Result: ": //#1#: Use MD'S Update Method. Use Data - To - Hash - Tobytearray As Input To MD'S Update MethodHugoNo ratings yet
- BS 864-2 Capillary and Compression Tube Fittings of Copper and Copper AlloyDocument24 pagesBS 864-2 Capillary and Compression Tube Fittings of Copper and Copper AlloyJames AlejoNo ratings yet
- Marketing Effectiveness Study-The Unique Benefits of Influencer Marketing Paid X NielsenDocument30 pagesMarketing Effectiveness Study-The Unique Benefits of Influencer Marketing Paid X NielsenMichael RuffoloNo ratings yet