Download as pdf or txt
You might also like
- Benzyl Alcohol To Benzaldehyde Oxidation W/nitric Acid - 92%+ Yield. Certified DIY.Document9 pagesBenzyl Alcohol To Benzaldehyde Oxidation W/nitric Acid - 92%+ Yield. Certified DIY.banjo01100% (1)
- Revision Exercise For ScienceDocument13 pagesRevision Exercise For ScienceSumi Vj0% (1)
- Dupont's CFB Technology For Maleic AnhydrideDocument6 pagesDupont's CFB Technology For Maleic AnhydrideApril JuneNo ratings yet
- Us 3549696Document4 pagesUs 3549696budispartanNo ratings yet
- Us 5883295Document8 pagesUs 5883295Manuel Gonzalez GalvezNo ratings yet
- Catalyst PreparationDocument7 pagesCatalyst PreparationAulia RahmanNo ratings yet
- United States Patent (19) (11) 3,835,199: Schwartz, Jr. Et AlDocument5 pagesUnited States Patent (19) (11) 3,835,199: Schwartz, Jr. Et AlandiNo ratings yet
- Mechanistic Pathways in The Catalytic Carbonylation of Methanol by Rhodium and Iridium ComplexesDocument13 pagesMechanistic Pathways in The Catalytic Carbonylation of Methanol by Rhodium and Iridium ComplexesEllieNo ratings yet
- US4094913Document4 pagesUS4094913Ranjana MadabushiNo ratings yet
- FGFHGHJHJKDocument9 pagesFGFHGHJHJKMary Grace VelitarioNo ratings yet
- US4495107ADocument2 pagesUS4495107AWojciech RedutkoNo ratings yet
- Applied Catalysis B: Environmental: SciencedirectDocument15 pagesApplied Catalysis B: Environmental: SciencedirectKaterinaNo ratings yet
- PaperDocument6 pagesPapershaonNo ratings yet
- US4780224Document4 pagesUS4780224Mohamad Reza JahanbakhshNo ratings yet
- Process of Deodourizing of Iso Prpopyl AlcoholDocument4 pagesProcess of Deodourizing of Iso Prpopyl AlcoholMani ChemistNo ratings yet
- US3891683Document5 pagesUS3891683Risma Dewi SNo ratings yet
- Catalytic Hydrogenation of Carbon Dioxide To Formic Acid: Arno Behr, and Kristina NowakowskiDocument36 pagesCatalytic Hydrogenation of Carbon Dioxide To Formic Acid: Arno Behr, and Kristina NowakowskiDanCosminNo ratings yet
- US4880550Document6 pagesUS4880550Sachin PatilNo ratings yet
- Facile Production of Biofuel Via Solvent-Free Deoxygenation of Oleic Acid Using A CoMo CatalystDocument10 pagesFacile Production of Biofuel Via Solvent-Free Deoxygenation of Oleic Acid Using A CoMo CatalystHasif ImaniNo ratings yet
- Etilbenzene 2 (Recovered)Document8 pagesEtilbenzene 2 (Recovered)Mario VensfiseCrewNo ratings yet
- Through Catalytic TransformationDocument8 pagesThrough Catalytic TransformationDanny RonayneNo ratings yet
- New Oxidation Process For Production of Terephthalic Acid From P XyleneDocument5 pagesNew Oxidation Process For Production of Terephthalic Acid From P XyleneJOSEPH HERBERT MABEL100% (1)
- United States Patent (19) : Hu Et AlDocument4 pagesUnited States Patent (19) : Hu Et AlSepti WidyaNo ratings yet
- Chemical Engineering Journal: Bholu Ram Yadav, Anurag GargDocument9 pagesChemical Engineering Journal: Bholu Ram Yadav, Anurag GargGaneshbhoiteNo ratings yet
- Laboratory Research On Tahe AR Fluid Coking On Weak Acid CatalystsDocument5 pagesLaboratory Research On Tahe AR Fluid Coking On Weak Acid Catalystsalejandro8787No ratings yet
- N30 Xo Ho & Iv,: Filed April 20, 195lDocument6 pagesN30 Xo Ho & Iv,: Filed April 20, 195lGaby SaragihNo ratings yet
- United States Patent (19) : Daly Et Al. 11) 4,436,836Document9 pagesUnited States Patent (19) : Daly Et Al. 11) 4,436,836arif thoha bariklanaNo ratings yet
- Processes 1:: Hydrode Alkylation UnitDocument5 pagesProcesses 1:: Hydrode Alkylation UnitRay RomeyNo ratings yet
- IJETR032136Document5 pagesIJETR032136erpublicationNo ratings yet
- Catalytic Deoxygenation of Waste Soybean Oil Over Hybrid Catalyst For Production of Bio-Jet Fuel - in Situ Supply of Hydrogen by Aqueous-Phase Reforming (APR) of GlycerolDocument10 pagesCatalytic Deoxygenation of Waste Soybean Oil Over Hybrid Catalyst For Production of Bio-Jet Fuel - in Situ Supply of Hydrogen by Aqueous-Phase Reforming (APR) of GlycerolThiago de Santana SouzaNo ratings yet
- Us2503724 - Ca2941105a1Document8 pagesUs2503724 - Ca2941105a1Facundo MendezNo ratings yet
- EOR With Penn State Surfactants: T.G. ArfDocument11 pagesEOR With Penn State Surfactants: T.G. ArfSajad FalahNo ratings yet
- Us 4377495Document5 pagesUs 4377495DWNLD USRMLNo ratings yet
- US3303001Document3 pagesUS3303001Lokesh RavichandranNo ratings yet
- Alofano Como CatalizadorDocument10 pagesAlofano Como CatalizadorRenato Rovere HerreraNo ratings yet
- Catalysts and Process For The ProductionDocument6 pagesCatalysts and Process For The ProductionJosé Guadalupe García EstradaNo ratings yet
- Hydrotreating of Light Gas Oil Using A Nimo Catalyst Supported On Activated Carbon Produced From Uid Petroleum CokeDocument10 pagesHydrotreating of Light Gas Oil Using A Nimo Catalyst Supported On Activated Carbon Produced From Uid Petroleum CokeBilliNo ratings yet
- Best Paper For ResearchDocument7 pagesBest Paper For ResearchHumaira KhalilNo ratings yet
- Sulfur Reduction in FCC Gasoline Using Catalyst Additives: M.A. Bari Siddiqui, Shakeel Ahmed, A.M. Aitani, C.F. DeanDocument5 pagesSulfur Reduction in FCC Gasoline Using Catalyst Additives: M.A. Bari Siddiqui, Shakeel Ahmed, A.M. Aitani, C.F. DeanCamila NevesNo ratings yet
- J Fuproc 2019 106121Document7 pagesJ Fuproc 2019 106121Roni GustiwaNo ratings yet
- Hydrogenation and Ring Opening of Naphthalene On Bulk and Supported Mo C CatalystsDocument11 pagesHydrogenation and Ring Opening of Naphthalene On Bulk and Supported Mo C Catalystsioanaandra5690No ratings yet
- Benz AldehydeDocument5 pagesBenz AldehydeRoni BaroesNo ratings yet
- United States Patent (10) Patent N0.: US 6,743,952 B2Document8 pagesUnited States Patent (10) Patent N0.: US 6,743,952 B2Rizka AndhikaNo ratings yet
- Preparation of Diaryl SulfidesDocument3 pagesPreparation of Diaryl SulfidesThinh DangNo ratings yet
- 2Document17 pages2peymanNo ratings yet
- Carbon Dioxide Reforming of Methane Over NiAl2O3 Treated With Glow Discharge PlasmaDocument6 pagesCarbon Dioxide Reforming of Methane Over NiAl2O3 Treated With Glow Discharge PlasmaViệtDũng TôNo ratings yet
- Carbon Dioxide Reforming of Methane Over NiAl2O3 Treated With Glow Discharge PlasmaDocument6 pagesCarbon Dioxide Reforming of Methane Over NiAl2O3 Treated With Glow Discharge PlasmaViệtDũng TôNo ratings yet
- Liquid Phase Oxidation of Toluene To Benzaldehyde by Air - PDF 1984Document4 pagesLiquid Phase Oxidation of Toluene To Benzaldehyde by Air - PDF 1984Oana VasileNo ratings yet
- A New Method For Nitration of Phenolic CompoundsDocument6 pagesA New Method For Nitration of Phenolic CompoundsOmar valdesNo ratings yet
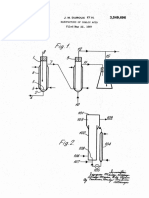
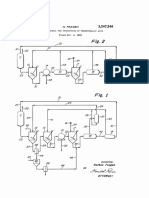
- April 19, 1966 N. Fragen 3,247,246: Filed Nov. 6, 196lDocument6 pagesApril 19, 1966 N. Fragen 3,247,246: Filed Nov. 6, 196lHerbertKohNo ratings yet
- Oxidative Dehydrogenation of Propane Over Vanadium Oxide Based Catalysts Effect of Support and Alkali PromoterDocument9 pagesOxidative Dehydrogenation of Propane Over Vanadium Oxide Based Catalysts Effect of Support and Alkali PromoterAbdulhamid AliNo ratings yet
- 2001 Elemental Sulfur As An Effective Promoter For The Catalytic Hydrocracking of Arabian Vacuum ResidueDocument5 pages2001 Elemental Sulfur As An Effective Promoter For The Catalytic Hydrocracking of Arabian Vacuum Residueيا بقية الله ادركناNo ratings yet
- Catalytic Hydrocracking of Waste Lubricant Oil Into Liquid Fuel Fraction Using Zno, NB O, Activated Natural Zeolite and Their ModificationDocument6 pagesCatalytic Hydrocracking of Waste Lubricant Oil Into Liquid Fuel Fraction Using Zno, NB O, Activated Natural Zeolite and Their ModificationSiti Aisyah AmatullahNo ratings yet
- (192 - CATtech) Group 03 - Hydrogen Production and Synthesis Gas Reactions - FinalDocument20 pages(192 - CATtech) Group 03 - Hydrogen Production and Synthesis Gas Reactions - FinalNguyễn Văn HòaNo ratings yet
- 2007 Characteristics of Bio-Oil-Syngas and Its Utilization in FT SynthesisDocument12 pages2007 Characteristics of Bio-Oil-Syngas and Its Utilization in FT SynthesisSaa D ShamimNo ratings yet
- Hydrogen Production by Steam Reforming of Commercially Available LPG in UAEDocument8 pagesHydrogen Production by Steam Reforming of Commercially Available LPG in UAEEng MohammedNo ratings yet
- Mohsin Siddique Et Al.,: J.Chem - Soc.Pak., Vol. 38, No. 03, 2016Document9 pagesMohsin Siddique Et Al.,: J.Chem - Soc.Pak., Vol. 38, No. 03, 2016Mohsin SiddiqueNo ratings yet
- 2006 Snare Et Al.Document8 pages2006 Snare Et Al.BP PattanaikNo ratings yet
- Oxidation of Inorganic and Organic CompoundsDocument17 pagesOxidation of Inorganic and Organic CompoundswaqasNo ratings yet
- Modern Carbonylation MethodsFrom EverandModern Carbonylation MethodsLászló KollárNo ratings yet
- Nanoporous Catalysts for Biomass ConversionFrom EverandNanoporous Catalysts for Biomass ConversionFeng-Shou XiaoNo ratings yet
- 30ljCX - HMW - 1445774001 - Worksheet Aldehyde $ AlcoholDocument7 pages30ljCX - HMW - 1445774001 - Worksheet Aldehyde $ AlcoholSälàám Shãnü BhåïNo ratings yet
- Directorate of Technical Education:: Chennai 600 025 Admission To Second Year B.E/B.Tech. Degree Courses 2016-2017 Intimation of CounsellingDocument2 pagesDirectorate of Technical Education:: Chennai 600 025 Admission To Second Year B.E/B.Tech. Degree Courses 2016-2017 Intimation of CounsellingSälàám Shãnü BhåïNo ratings yet
- Preparationofben00grig PDFDocument66 pagesPreparationofben00grig PDFSälàám Shãnü BhåïNo ratings yet
- Petroleum Exploration and Exploitation TechniquesDocument2 pagesPetroleum Exploration and Exploitation TechniquesSälàám Shãnü BhåïNo ratings yet
- Benzoic Acid Manufacturing ProcessDocument2 pagesBenzoic Acid Manufacturing ProcessSälàám Shãnü Bhåï100% (1)
- Govarthan ResumeDocument2 pagesGovarthan ResumeSälàám Shãnü BhåïNo ratings yet
- Govarthan ResumeDocument2 pagesGovarthan ResumeSälàám Shãnü BhåïNo ratings yet
- Shakir ResumeDocument2 pagesShakir ResumeSälàám Shãnü BhåïNo ratings yet
- PPSC Lecturer Zoology Mcqs DAtaDocument9 pagesPPSC Lecturer Zoology Mcqs DAtaEjaz KazmiNo ratings yet
- Combustion and FlameDocument7 pagesCombustion and FlameSwati Maherchandani100% (1)
- Anorganische Chemie I-Kohlenstoffgruppe EnglischDocument34 pagesAnorganische Chemie I-Kohlenstoffgruppe Englischdyah ayundaNo ratings yet
- Macrotec Gold RecoveryDocument4 pagesMacrotec Gold RecoveryNeels Van NiekerkNo ratings yet
- Electron Withdrawing and Electron Donating GroupsDocument2 pagesElectron Withdrawing and Electron Donating GroupsOmar Abd ElsalamNo ratings yet
- EN710 Anti-Rust Version MSDS SheetDocument6 pagesEN710 Anti-Rust Version MSDS SheetSvetlanaNo ratings yet
- NSTC 9 Sample Paper 2011 13 V1Document24 pagesNSTC 9 Sample Paper 2011 13 V1M Nisar Chishti Hassan100% (1)
- LMI Chemical Resistance GuideDocument8 pagesLMI Chemical Resistance GuideShesharam ChouhanNo ratings yet
- Hydrate Thesis NTNUDocument117 pagesHydrate Thesis NTNUantonNo ratings yet
- Oil Is NOT A Fossil FuelDocument3 pagesOil Is NOT A Fossil Fuelaspero_uNo ratings yet
- Swivel Joint SRL825: Ptfe-LinedDocument1 pageSwivel Joint SRL825: Ptfe-Linedady vNo ratings yet
- A Textbook of Inorganic Chemistry IX Part IDocument396 pagesA Textbook of Inorganic Chemistry IX Part Ijrfilho1No ratings yet
- Nabila Tisa Lathifah - Week 2Document11 pagesNabila Tisa Lathifah - Week 2Nabila LathifahNo ratings yet
- 10 Social Science Geography Manufacturing Industries Key 1 EngDocument2 pages10 Social Science Geography Manufacturing Industries Key 1 EngSiddharth Jain100% (1)
- Graphene - The New Wonder Material: David LarousserieDocument6 pagesGraphene - The New Wonder Material: David LarousserieAti RahmahNo ratings yet
- Review Test Submission: Exam 1: Blackboard at CCACDocument3 pagesReview Test Submission: Exam 1: Blackboard at CCACUnambiguous16No ratings yet
- 2011 Sec 4 Chemistry PDFDocument213 pages2011 Sec 4 Chemistry PDFArvin LiangdyNo ratings yet
- Hydrogen Adsorption On Boron Nitride NanotubesDocument16 pagesHydrogen Adsorption On Boron Nitride NanotubesSarathkumar SethunarayananNo ratings yet
- Influence of Process Gases in Laser Cladding ITSC 2018Document7 pagesInfluence of Process Gases in Laser Cladding ITSC 2018lazaroccsNo ratings yet
- Tarif RSCA Medan Apr 2022Document53 pagesTarif RSCA Medan Apr 2022ratna ninaNo ratings yet
- GUJARAT-Science Sample Paper-1-Class-10 Question PaperDocument12 pagesGUJARAT-Science Sample Paper-1-Class-10 Question PaperFirdosh KhanNo ratings yet
- Unit 1 - Introduction To Organic ChemistryDocument12 pagesUnit 1 - Introduction To Organic ChemistryGerald Aquino100% (1)
- Simple TransmutationDocument4 pagesSimple TransmutationNam Rud100% (4)
- Tutorial Kit (Chemistry-100 L) - Vol. 2Document30 pagesTutorial Kit (Chemistry-100 L) - Vol. 2Terhemen AnjiraNo ratings yet
- Class 8 QuestionsDocument3 pagesClass 8 QuestionsRahul SugandhNo ratings yet
- CBSE Class 10 Science Notes Chapter 4Document5 pagesCBSE Class 10 Science Notes Chapter 4Shubhra MoreNo ratings yet
- 8403 PDF ch15Document39 pages8403 PDF ch15vyhtran4731No ratings yet
- Chemical Seminar Topics, New Chemical EngDocument2 pagesChemical Seminar Topics, New Chemical EngNaga DNo ratings yet
- Astm B488 PDFDocument8 pagesAstm B488 PDFmunnizza64100% (1)