Download as pdf or txt
You might also like
- 1AL F15 Extraction of Curcumin From Turmeric and Spectroscopic AnalysisDocument21 pages1AL F15 Extraction of Curcumin From Turmeric and Spectroscopic Analysisbozo ventNo ratings yet
- Prob Set 1Document3 pagesProb Set 1Henry Dave Demorito0% (1)
- R 200ia ManualDocument11 pagesR 200ia Manualbhanu6212No ratings yet
- Controlling Fan VibrationDocument10 pagesControlling Fan VibrationAlejandro Aguirre100% (1)
- Rolling Element Bearing BasicsDocument3 pagesRolling Element Bearing BasicssubbusenthilNo ratings yet
- Reverse Dial Alignment ProcedureDocument7 pagesReverse Dial Alignment Procedurejohnsaballa100% (1)
- Grundfos Alignment-White PaperDocument21 pagesGrundfos Alignment-White PaperDelfinshNo ratings yet
- Pump AlignmentDocument69 pagesPump AlignmentJ.SIVIRA100% (1)
- S 700 K Point Machine PDFDocument6 pagesS 700 K Point Machine PDFFercho M0% (1)
- PROSPER CompleteDocument1,471 pagesPROSPER Completehamidahaku100% (1)
- Service Manual: Screw Compressor Model: SK 21 / 15 BarDocument117 pagesService Manual: Screw Compressor Model: SK 21 / 15 Barrazvan67% (9)
- Alignment PDFDocument61 pagesAlignment PDFSumedh SinghNo ratings yet
- Why Industrial Bearings Fail: Analysis, Maintenance, and PreventionFrom EverandWhy Industrial Bearings Fail: Analysis, Maintenance, and PreventionNo ratings yet
- Alignment StandardsDocument6 pagesAlignment StandardsFidelFornolles100% (2)
- Shaft Alignment MathDocument8 pagesShaft Alignment MathJose Rattia100% (1)
- Laser Alignment Standards PDFDocument10 pagesLaser Alignment Standards PDFrohit singh100% (1)
- Journal BearingsDocument4 pagesJournal Bearingssvenkateswaran86100% (2)
- Shaft Alignment - Solved ExamplesDocument12 pagesShaft Alignment - Solved Examplesmane1976100% (3)
- How To Inspect Gear BoxDocument11 pagesHow To Inspect Gear BoxSubbarayan SaravanakumarNo ratings yet
- RP Alignment Rev0 26.03.2007Document40 pagesRP Alignment Rev0 26.03.2007Dhanish KumarNo ratings yet
- Understanding Journal BearingsDocument26 pagesUnderstanding Journal BearingsΡαφαηλ Καμ.100% (4)
- What Is Soft Foot' and Why Does It Affect Shaft AlignmentDocument4 pagesWhat Is Soft Foot' and Why Does It Affect Shaft AlignmentAnand SinhaNo ratings yet
- Alignment Protocol: Siemens LTDDocument6 pagesAlignment Protocol: Siemens LTDhalder_kalyan9216100% (2)
- Bearing Damage Analysis BDAPosterDocument1 pageBearing Damage Analysis BDAPosterCurtler PaquibotNo ratings yet
- Lubrication Guide - Ultrasonic Condition-Based LubricationDocument7 pagesLubrication Guide - Ultrasonic Condition-Based LubricationLLNo ratings yet
- Alignment Shaft Thermal GrowthDocument6 pagesAlignment Shaft Thermal Growthmmcsw6624No ratings yet
- Shaft Alignment: A Training HandbookDocument13 pagesShaft Alignment: A Training HandbookBruno Gonzalez0% (1)
- Ge Runout BasicsDocument14 pagesGe Runout BasicsRajagopal100% (1)
- Vibration Analysis of Centrifugal FansDocument18 pagesVibration Analysis of Centrifugal FansMohd Asiren Mohd Sharif100% (4)
- 01-Beginning Vibration Analysis PDFDocument96 pages01-Beginning Vibration Analysis PDFBarcsa RudolfNo ratings yet
- Reverse Dial AlignmentDocument7 pagesReverse Dial AlignmentPopescu CarmenNo ratings yet
- Figure 1 - Typical FFT Showing Gear MisalignmentDocument4 pagesFigure 1 - Typical FFT Showing Gear MisalignmentDario SesarNo ratings yet
- Field Application Note: Reverse Dial Indicator Alignment RdiaDocument7 pagesField Application Note: Reverse Dial Indicator Alignment RdiaYasir BhattiNo ratings yet
- Failure Analysis of BearingsDocument14 pagesFailure Analysis of Bearingsmaidul.islam100% (2)
- Balancing of Rotating Equipment ComponentsDocument31 pagesBalancing of Rotating Equipment ComponentsJOSEACOSTANo ratings yet
- Rim and Face AlignmentDocument8 pagesRim and Face Alignmentnazir305No ratings yet
- Load Testing of GearboxesDocument4 pagesLoad Testing of Gearboxesvijaykumarn100% (1)
- Shaft AlignmentDocument44 pagesShaft Alignmentrodolfosti100% (1)
- Gear Backlash: 6.1 Types of BacklashesDocument13 pagesGear Backlash: 6.1 Types of BacklashesRamazan MERALNo ratings yet
- Bearing Failure Analysis-V2Document9 pagesBearing Failure Analysis-V2Anonymous omGSHUEQNo ratings yet
- 7300en PDFDocument9 pages7300en PDFWaris La Joi Wakatobi100% (1)
- Boiler Induced Draft Fan Optimisation - ThompsonDocument14 pagesBoiler Induced Draft Fan Optimisation - Thompsonsony setyawanNo ratings yet
- Maintenance of Journal (Babbitt) BearingsDocument34 pagesMaintenance of Journal (Babbitt) BearingsNilav Kumar100% (2)
- Reverse Dial Indicator Alignment ProcedureDocument6 pagesReverse Dial Indicator Alignment Proceduremuhdfadzlee100% (5)
- Bearing Failure: Causes and CuresDocument13 pagesBearing Failure: Causes and Cureslorindal100% (1)
- Tilting Pad Bearing PreloadDocument3 pagesTilting Pad Bearing Preloadrafay0saeed100% (3)
- Shaft Tolerances For BearingsDocument1 pageShaft Tolerances For BearingsSahil KumarNo ratings yet
- Vibration Severity StandardDocument2 pagesVibration Severity Standardm_verma21100% (1)
- Reverse Dial Indicator MethodDocument14 pagesReverse Dial Indicator MethodvinothenergyNo ratings yet
- Appendix 6a - Technical Specifiction Spare Rotor Repair T10 and T20Document17 pagesAppendix 6a - Technical Specifiction Spare Rotor Repair T10 and T20Dino Andrian100% (1)
- Basic Vibration Signal Processing For Bearing Fault DetectionDocument8 pagesBasic Vibration Signal Processing For Bearing Fault DetectionGuru PrakashNo ratings yet
- ODS Analysis - An OverviewDocument10 pagesODS Analysis - An OverviewBarath KumarNo ratings yet
- PDMS Balance 0512 - Field BalancingDocument83 pagesPDMS Balance 0512 - Field Balancingramnadh803181100% (1)
- NATCOM Alignment TrainingDocument133 pagesNATCOM Alignment TrainingMohamed M. AfifiNo ratings yet
- What Is The Difference Between Low Speed Balancing and Dynamic Balancing in Turbine Rotor PerspectiveDocument10 pagesWhat Is The Difference Between Low Speed Balancing and Dynamic Balancing in Turbine Rotor Perspectiveabdulyunus_amir100% (1)
- 12 1989 Shaft StressDocument4 pages12 1989 Shaft StressRonald GeorgeNo ratings yet
- Balancing TolerancesDocument7 pagesBalancing TolerancesAnonymous 7aN0oYUm7v100% (2)
- Laser Shaft Alignment: Report No:1Document36 pagesLaser Shaft Alignment: Report No:1Mahmoud Morsy AboualiNo ratings yet
- Machine Installation - Shaft AlignmentDocument17 pagesMachine Installation - Shaft AlignmentD.b. Tampubolon100% (1)
- 6 Steps To Shaft Alignment PDFDocument18 pages6 Steps To Shaft Alignment PDFAhmed SaifeldinNo ratings yet
- Effect of Heat On AlignmentDocument11 pagesEffect of Heat On Alignmentvinothenergy100% (1)
- Coupling AlignmentDocument14 pagesCoupling Alignmentkutts76No ratings yet
- Correct Pump InstallationDocument6 pagesCorrect Pump InstallationEry GatotNo ratings yet
- Epicon Finish (Polyamide Finish Coat)Document1 pageEpicon Finish (Polyamide Finish Coat)manbkkNo ratings yet
- The Use of Two Nuts To Prevent Self Loosening of FastenersDocument2 pagesThe Use of Two Nuts To Prevent Self Loosening of FastenersmanbkkNo ratings yet
- Gantry CranesDocument15 pagesGantry CranesmanbkkNo ratings yet
- Epicon F-HBDocument1 pageEpicon F-HBmanbkkNo ratings yet
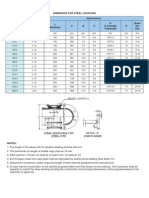
- Dimension For Steel Coupling Pipe Dimensions Dimensions Tolerance On O.D. L Minimum A B C D X Average Thickness E Bolts No. DiaDocument1 pageDimension For Steel Coupling Pipe Dimensions Dimensions Tolerance On O.D. L Minimum A B C D X Average Thickness E Bolts No. DiamanbkkNo ratings yet
- Epicon Finish (Polyamide Finish Coat)Document1 pageEpicon Finish (Polyamide Finish Coat)manbkkNo ratings yet
- Tokyo Keiso Co., LTDDocument3 pagesTokyo Keiso Co., LTDmanbkkNo ratings yet
- CS Colours2011-1 PDFDocument3 pagesCS Colours2011-1 PDFmanbkk100% (1)
- Boq Bolt and Nut 8rrDocument1 pageBoq Bolt and Nut 8rrmanbkkNo ratings yet
- JIS Standards Conv2 Iso.Document1 pageJIS Standards Conv2 Iso.manbkkNo ratings yet
- 1.supplemental SpecDocument1 page1.supplemental SpecmanbkkNo ratings yet
- Solar PV Market in India - March 2024Document2 pagesSolar PV Market in India - March 2024Kirtan Ramesh JethvaNo ratings yet
- Manual AEG 3.MDocument65 pagesManual AEG 3.MАлексей НикифоровNo ratings yet
- Spray Booth Product SpecificationDocument4 pagesSpray Booth Product Specificationtharez50% (2)
- Thermo Scientifiic Niton XL2 Resource GuideDocument202 pagesThermo Scientifiic Niton XL2 Resource GuideJulian Augusto Morantes MorantesNo ratings yet
- Price Tag Guide For Insulatorsqqrpw PDFDocument6 pagesPrice Tag Guide For Insulatorsqqrpw PDFshellelbow42No ratings yet
- Msds Lighters ClipperDocument4 pagesMsds Lighters Clipperfahad amjadNo ratings yet
- 91 91 Issue 7 AMD 3 2Document38 pages91 91 Issue 7 AMD 3 2andre_jvcNo ratings yet
- As 2676.1-1992 Guide To The Installation Maintenance Testing and Replacement of Secondary Batteries in BuildiDocument8 pagesAs 2676.1-1992 Guide To The Installation Maintenance Testing and Replacement of Secondary Batteries in BuildiSAI Global - APACNo ratings yet
- Dubai Municipality Codes ListDocument8 pagesDubai Municipality Codes Listdemie figueroaNo ratings yet
- Air Cooler PresentationDocument9 pagesAir Cooler Presentationarcduke100% (3)
- Renewable Energy Final Version - Er. Ravi Prakash JavvajiDocument64 pagesRenewable Energy Final Version - Er. Ravi Prakash JavvajiKhushal ChoudharyNo ratings yet
- Fluid Catalytic Cracking of Heavy (Residual) Oil Fractions A Review PDFDocument21 pagesFluid Catalytic Cracking of Heavy (Residual) Oil Fractions A Review PDFMmediong UdofiaNo ratings yet
- Glass TransitionDocument10 pagesGlass TransitionVladimir VladimirovNo ratings yet
- Uniflair LE TDAV - Technical Specifications PDFDocument52 pagesUniflair LE TDAV - Technical Specifications PDFtyberius7No ratings yet
- Homefix Custom Remodeling Helps Bring Sustainable Energy To Baltimore by Way of GAF Timberline Solar ShinglesDocument3 pagesHomefix Custom Remodeling Helps Bring Sustainable Energy To Baltimore by Way of GAF Timberline Solar ShinglesPR.comNo ratings yet
- DTC P2769 Torque Converter Clutch Solenoid Circuit Low (Shift Solenoid Valve DSL) Torque Converter Clutch Solenoid Circuit High (Shift Solenoid Valve DSL)Document3 pagesDTC P2769 Torque Converter Clutch Solenoid Circuit Low (Shift Solenoid Valve DSL) Torque Converter Clutch Solenoid Circuit High (Shift Solenoid Valve DSL)Nofiu SodeeqNo ratings yet
- Plant Agronomic Performance and Selection For Green Roofs Under Mediterranean and Maritime Climate ConditionsDocument160 pagesPlant Agronomic Performance and Selection For Green Roofs Under Mediterranean and Maritime Climate ConditionsPoly LitoikairoiNo ratings yet
- ABB ACS800 3BUS095659 - Drives - LifecycleDocument21 pagesABB ACS800 3BUS095659 - Drives - LifecyclearisNo ratings yet
- Design of Piping SystemsDocument115 pagesDesign of Piping SystemsDushyant Varshney100% (2)
- ESP Modular Mains ProtectorsDocument20 pagesESP Modular Mains ProtectorsZakry Zakaria100% (1)
- Makrolon 2407 - en - 56977361 00009645 19213223Document4 pagesMakrolon 2407 - en - 56977361 00009645 19213223vaibhav ShindeNo ratings yet
- Satellite Communication Slides of Chap 5 (Polarization) of Dennis RoddyDocument28 pagesSatellite Communication Slides of Chap 5 (Polarization) of Dennis RoddyMir Sohail67% (3)
- Review Velocoty - Acceleratio - FreefallDocument21 pagesReview Velocoty - Acceleratio - FreefallHanny LopezNo ratings yet