Download as pdf or txt
You might also like
- Experiment 1 - Measurement of Length, Mass and TimeDocument11 pagesExperiment 1 - Measurement of Length, Mass and TimeKAPEMBWA MAPALO100% (1)
- Metrology and Quality Assurance Lab ReportDocument50 pagesMetrology and Quality Assurance Lab ReportNouman Khalid0% (1)
- Homework 1 Capacitors in Parallel and SeriesDocument2 pagesHomework 1 Capacitors in Parallel and SeriesAnza Sahel Lubis100% (1)
- Lab Report 2Document17 pagesLab Report 2Limmy Yingran100% (1)
- Merchant EquationDocument7 pagesMerchant EquationDung Truong50% (2)
- Chp1 - Measurements of Length and TimeDocument26 pagesChp1 - Measurements of Length and Timejonathan tungalNo ratings yet
- 01 Phy Quant 2 (Length & Time) (9jan8)Document26 pages01 Phy Quant 2 (Length & Time) (9jan8)Sagar JathanNo ratings yet
- General NotesDocument155 pagesGeneral NoteskeautulenonofomichaelNo ratings yet
- Scientific Measurement: Part 1: Measurement of LengthDocument34 pagesScientific Measurement: Part 1: Measurement of Lengthmichaeltanhs_rules100% (1)
- Physics NotesDocument185 pagesPhysics Notestebogo modisenyaneNo ratings yet
- Pure Physics BookletDocument226 pagesPure Physics Booklettex dibasNo ratings yet
- 03 MeasurementsDocument13 pages03 MeasurementsDOPPLER LIBRARY SERIES (DOLIS) EDUCATION SERVICES50% (2)
- Physics Notes PDFDocument147 pagesPhysics Notes PDFMpaphiNo ratings yet
- Grade 10 Physics Week 2 Lesson 1Document5 pagesGrade 10 Physics Week 2 Lesson 1Daniel DowdingNo ratings yet
- Final MM&M Lab ManualDocument66 pagesFinal MM&M Lab Manualchandrarao chNo ratings yet
- Chapter 1 Lesson 2Document4 pagesChapter 1 Lesson 2Mohd Adam AbdullahNo ratings yet
- Unit - 3: UncertaintyDocument5 pagesUnit - 3: UncertaintyMishka GamageNo ratings yet
- Vernier Calipers & Micrometer Screw GaugeDocument26 pagesVernier Calipers & Micrometer Screw GaugeNurlailie Md Jamil100% (1)
- 4j NotesDocument130 pages4j NotesterrencendabambiNo ratings yet
- Physical Quantities and Units - Length & TimeDocument26 pagesPhysical Quantities and Units - Length & Timevibhakar4uNo ratings yet
- Metrology NotesDocument7 pagesMetrology NotesDeepak KumarNo ratings yet
- Me TrologyDocument34 pagesMe Trologysiddharth thoratNo ratings yet
- 1 - Physical Quantities and UnitsDocument19 pages1 - Physical Quantities and UnitsRafayNo ratings yet
- CH - 2 - Measurement of Length, Volume, Time and Mass PDFDocument6 pagesCH - 2 - Measurement of Length, Volume, Time and Mass PDFNcnagesh PrasadNo ratings yet
- 1.03 Measuring Length and TimeDocument33 pages1.03 Measuring Length and TimepeaysanNo ratings yet
- Topic 1c Measurements and UnitsDocument34 pagesTopic 1c Measurements and UnitsNurulAinMatAron100% (1)
- 1.03 Measuring Length and TimeDocument28 pages1.03 Measuring Length and TimeSunny HorNo ratings yet
- 1 PhysicalQuantities NDocument9 pages1 PhysicalQuantities NImran ZafarNo ratings yet
- Chapter 1 - Physical Quantities and Measurement Dbs1012Document24 pagesChapter 1 - Physical Quantities and Measurement Dbs1012佳壕No ratings yet
- Screenshot 2023-09-20 at 12.32.56 AMDocument34 pagesScreenshot 2023-09-20 at 12.32.56 AMSiya ParmaniNo ratings yet
- Measurement & Measuring Instruments For Foundation CourseDocument4 pagesMeasurement & Measuring Instruments For Foundation CoursemimNo ratings yet
- Physics: Is The Science That Idea of Idea of Energy Can Be StudiedDocument6 pagesPhysics: Is The Science That Idea of Idea of Energy Can Be StudiedSadia Rahman, MonaliaNo ratings yet
- Measuring InstrumentsDocument7 pagesMeasuring Instrumentslindobuhledandelion0No ratings yet
- Hea D: Parallelogram MethodDocument4 pagesHea D: Parallelogram MethodTiffany MeredithNo ratings yet
- Experiment 01 Measurements Using Vernier Scale ObjectivesDocument6 pagesExperiment 01 Measurements Using Vernier Scale ObjectivesSummaiya MustafaNo ratings yet
- Measuring Instruments - Metrology - OverviewDocument31 pagesMeasuring Instruments - Metrology - OverviewRohan100% (1)
- Phy. Book - IgcseDocument171 pagesPhy. Book - IgcseRayyanNo ratings yet
- 1 Measuring Instruments and GaugesDocument59 pages1 Measuring Instruments and GaugesWbamlak AshebrNo ratings yet
- Physics Grade 10 To 12 PamphletDocument156 pagesPhysics Grade 10 To 12 PamphletChílënî LengalengaNo ratings yet
- Physical Quantities & Measuring Length: Unit 2Document50 pagesPhysical Quantities & Measuring Length: Unit 2Yuusuf AhmedNo ratings yet
- 11 Physics Practical Module 1 8 1695136168Document26 pages11 Physics Practical Module 1 8 1695136168www.sangeethamunusami1982No ratings yet
- Physics Grade 10 To 12 PamphletDocument156 pagesPhysics Grade 10 To 12 PamphletFrancis BwalyaNo ratings yet
- Measuring LengthDocument4 pagesMeasuring Lengthpatrick clarkeNo ratings yet
- Me 2308 - Metrology & Measurements Lab: Infant Jesus College of Engineering and TechnologyDocument31 pagesMe 2308 - Metrology & Measurements Lab: Infant Jesus College of Engineering and TechnologyNeopoleanNo ratings yet
- ME 2.1 Report EG 2022 5333Document7 pagesME 2.1 Report EG 2022 5333dhanushkachathuranga2021No ratings yet
- Sda Notes PhysicsDocument151 pagesSda Notes Physicsrebeccajackson003No ratings yet
- MeasurementsDocument32 pagesMeasurementsshuganesh100% (2)
- 1.03 Measuring Length and Time - 1Document56 pages1.03 Measuring Length and Time - 1p.chengNo ratings yet
- Measurement 1Document20 pagesMeasurement 1promlgblaizet69No ratings yet
- 21 Me 435,435,435,435Document40 pages21 Me 435,435,435,435Faisal MehrbanNo ratings yet
- Chibesa Physics PDFDocument156 pagesChibesa Physics PDFMusanta Simmon SimzNo ratings yet
- Lec 3 Precision Measuring Instrument PDFDocument20 pagesLec 3 Precision Measuring Instrument PDFUmair MalikNo ratings yet
- Olevel Physics Revised Edition 2016Document426 pagesOlevel Physics Revised Edition 2016rasheedlukman9No ratings yet
- A) Measuring Length-Vernier Calipers: Using Measuring Instruments With Higher AccuracyDocument26 pagesA) Measuring Length-Vernier Calipers: Using Measuring Instruments With Higher AccuracygeethaNo ratings yet
- Notes Form4Document132 pagesNotes Form4Maliki MohammadNo ratings yet
- Physics 10 To 12 Notes (2) 124100Document174 pagesPhysics 10 To 12 Notes (2) 124100Spencer MakobaNo ratings yet
- Marine Survey Practice - Vernier CaliperDocument2 pagesMarine Survey Practice - Vernier CaliperHerman HeseNo ratings yet
- Metrology Lab Exercise2Document87 pagesMetrology Lab Exercise2Hailu Yimer TeferaNo ratings yet
- PHY083 Ch1 Measurement EditedDocument29 pagesPHY083 Ch1 Measurement Editedhaziqkhairul59No ratings yet
- Physics 10 To 12 NotesDocument147 pagesPhysics 10 To 12 Noteslucksonmkandawire111No ratings yet
- Resume Chapter 1 BDocument19 pagesResume Chapter 1 BRestu Tri GustiNo ratings yet
- Handbook of Mechanical and Materials EngineeringFrom EverandHandbook of Mechanical and Materials EngineeringRating: 5 out of 5 stars5/5 (4)
- Measurement of Length - Screw Gauge (Physics) Question BankFrom EverandMeasurement of Length - Screw Gauge (Physics) Question BankNo ratings yet
- First Aid: Safety and Health Officer Certificate CourseDocument33 pagesFirst Aid: Safety and Health Officer Certificate CourseLukman HadiNo ratings yet
- Mechanical Engineering Department: Lab ReportDocument13 pagesMechanical Engineering Department: Lab ReportLukman HadiNo ratings yet
- Physical Quantities: By: Ts. Hisyamsani Bin IdrisDocument16 pagesPhysical Quantities: By: Ts. Hisyamsani Bin IdrisLukman HadiNo ratings yet
- Mechanical Engineering Department: Lab ReportDocument17 pagesMechanical Engineering Department: Lab ReportLukman Hadi0% (2)
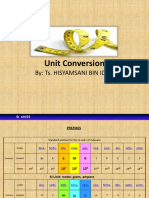
- Unit Conversion: By: Ts. Hisyamsani Bin IdrisDocument16 pagesUnit Conversion: By: Ts. Hisyamsani Bin IdrisLukman HadiNo ratings yet
- 7.3 Einstein's Photoelectric Theory (S)Document11 pages7.3 Einstein's Photoelectric Theory (S)NG WEI LONG MoeNo ratings yet
- Evaporation 2Document14 pagesEvaporation 2ShubhVishwasNo ratings yet
- Mechanics of Material - SyllabusDocument2 pagesMechanics of Material - SyllabusRahul PatilNo ratings yet
- Sixth Project: Tunnel Mechanics and EngineeringDocument19 pagesSixth Project: Tunnel Mechanics and EngineeringPiseth HengNo ratings yet
- 22 Calculated Magnetic Properties of Co Doped CdTe V P - 2017 - Computational CondDocument4 pages22 Calculated Magnetic Properties of Co Doped CdTe V P - 2017 - Computational CondMounia El YousfiNo ratings yet
- Walter RussellDocument11 pagesWalter Russellrgarg333100% (2)
- Rec7 SolutionsDocument3 pagesRec7 SolutionsGaurav YadavNo ratings yet
- 4D2A IEE RegulationDocument1 page4D2A IEE RegulationGoogool Y100% (1)
- A Seminar Report ON Radio Telescope: Moradabad Institute of Technology Moradabad (U.P.)Document48 pagesA Seminar Report ON Radio Telescope: Moradabad Institute of Technology Moradabad (U.P.)Bharat KantNo ratings yet
- Power Supply UnitDocument3 pagesPower Supply UnitskrisshnaswamyNo ratings yet
- PhysicsDocument345 pagesPhysicsjoanthanbiederman100% (1)
- Class 12 CurrentDocument287 pagesClass 12 CurrentGitNo ratings yet
- SolubilityDocument37 pagesSolubilityLalitha Sravani100% (1)
- Centrifugal Force Calculation Description Result Unit 125: Graphical IllustrationDocument6 pagesCentrifugal Force Calculation Description Result Unit 125: Graphical IllustrationvenkateswaranNo ratings yet
- Tabla de Factores de Conversion de Unidades PDFDocument2 pagesTabla de Factores de Conversion de Unidades PDFYudith ContrerasNo ratings yet
- ChemistryDocument4 pagesChemistryEzra Orita CeletariaNo ratings yet
- Micropiles For Slope StabilizationDocument18 pagesMicropiles For Slope StabilizationedguortNo ratings yet
- Civil Engineering Licensure ExaminationsDocument3 pagesCivil Engineering Licensure ExaminationsJazNo ratings yet
- Merlin Gerin Medium VoltageDocument10 pagesMerlin Gerin Medium VoltagekjfenNo ratings yet
- Structural Design Review of Tailing Thickener by Finite Element Analysis (FEA) - Summary PresentationDocument5 pagesStructural Design Review of Tailing Thickener by Finite Element Analysis (FEA) - Summary PresentationEnrique Aguilar100% (2)
- Exam QuestionsDocument3 pagesExam Questionswameath100% (1)
- Energy Unit Study GuideDocument2 pagesEnergy Unit Study GuideYogi Fathur RahmanNo ratings yet
- Chapter 1 - Introduction and Definition PDFDocument3 pagesChapter 1 - Introduction and Definition PDFMFNo ratings yet
- Forces: Worksheet 5.3 1. Fill in The Blanks With The Correct Word From The BoxDocument2 pagesForces: Worksheet 5.3 1. Fill in The Blanks With The Correct Word From The Boxmcarmendgj74No ratings yet
- On Solar CellDocument17 pagesOn Solar CellMab Sharma100% (2)
- Louvered FinDocument3 pagesLouvered FinLowell SalvadorNo ratings yet
- Heat Conduction in Cylindrical and Spherical Coordinates IDocument14 pagesHeat Conduction in Cylindrical and Spherical Coordinates IMohammed Siddique25% (4)