Download as pdf or txt
You might also like
- CSQE Certification Primer PDFDocument14 pagesCSQE Certification Primer PDFDeepshikha BhardwajNo ratings yet
- Lewandowski CAPADocument56 pagesLewandowski CAPAKristof MCNo ratings yet
- AAA Airport Practice Note 7 Airside Safety GuideDocument76 pagesAAA Airport Practice Note 7 Airside Safety GuideMik AeilNo ratings yet
- CP CPK FDA PresentationDocument29 pagesCP CPK FDA Presentationk.p.No ratings yet
- Validation Cross ContaminationDocument13 pagesValidation Cross ContaminationZolla Verbianti SuwitaNo ratings yet
- Analytical Equipment Lifecycle ManagementDocument24 pagesAnalytical Equipment Lifecycle Managementwindli2014100% (1)
- Chapter 10 Risk Management PlanDocument23 pagesChapter 10 Risk Management PlanPrabath Nilan Gunasekara100% (1)
- BIFM Level 3 Qualification SpecificationDocument76 pagesBIFM Level 3 Qualification SpecificationVIRUPAKSHA DNo ratings yet
- PM Pillar Breakdown Analysis v1Document60 pagesPM Pillar Breakdown Analysis v1bhavesh_balasNo ratings yet
- 203 LSS Gbo - FmeaDocument47 pages203 LSS Gbo - FmeaRocker byNo ratings yet
- 09-Q9 HaccpDocument8 pages09-Q9 HaccpKristof MCNo ratings yet
- Quality Risk Management PDFDocument9 pagesQuality Risk Management PDFisak23No ratings yet
- FMEA SampleDocument9 pagesFMEA Samplebmyertekin100% (1)
- A FMEA-based Approach To Prioritize Waste Reduction in Lean ImplementationDocument22 pagesA FMEA-based Approach To Prioritize Waste Reduction in Lean ImplementationLi NearNo ratings yet
- Drying in Pharma IndustryDocument10 pagesDrying in Pharma IndustryNishant Kumar GuptaNo ratings yet
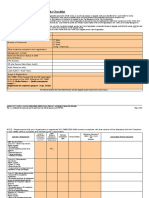
- Check List For FMEA EvaluationDocument7 pagesCheck List For FMEA EvaluationNavnath TamhaneNo ratings yet
- FMEA Vs FMECADocument10 pagesFMEA Vs FMECAAndika Haris NugrohoNo ratings yet
- Difference Between Rework & Repair As Per IATF 16949?Document19 pagesDifference Between Rework & Repair As Per IATF 16949?John OoNo ratings yet
- Risk-Management-Sandle EsterilesDocument31 pagesRisk-Management-Sandle EsterilesLeyvert De JesusNo ratings yet
- Summary Comparison Guide ISO 13485 FDA QSR 1704944178Document27 pagesSummary Comparison Guide ISO 13485 FDA QSR 1704944178Ridesh JaganathamaniNo ratings yet
- FMEA - Quick Reference Guide: Actions Are Required: (By Priority)Document2 pagesFMEA - Quick Reference Guide: Actions Are Required: (By Priority)Igor PNo ratings yet
- Root - Cause - Corrective Action PDFDocument31 pagesRoot - Cause - Corrective Action PDFBeste Ardıç Arslan100% (1)
- Design Toxic FacilityDocument42 pagesDesign Toxic Facilityanon_117070533No ratings yet
- FDA Guidance StandardDocument40 pagesFDA Guidance Standardajitbasrur445No ratings yet
- Active Pharmaceutical Ingredients - Development, Manufacturing, and Regulation, Second Edition (Drugs and The Pharmaceutical Sciences) - 9781439803363 - Medicine & Health Science Books @Document13 pagesActive Pharmaceutical Ingredients - Development, Manufacturing, and Regulation, Second Edition (Drugs and The Pharmaceutical Sciences) - 9781439803363 - Medicine & Health Science Books @Marwa Ahmed100% (1)
- E06 - Melendez FDA Persp On Multi Product Fac Cross ContaminationDocument22 pagesE06 - Melendez FDA Persp On Multi Product Fac Cross ContaminationppiccoliniNo ratings yet
- CAPA Kick StartDocument8 pagesCAPA Kick StartMayank MevchaNo ratings yet
- Root Cause Analysis InstructionsDocument3 pagesRoot Cause Analysis Instructionstanveer_techNo ratings yet
- USFDA A To Z DefinationDocument26 pagesUSFDA A To Z DefinationRishikesh ChakorNo ratings yet
- GLP GMP GCPDocument29 pagesGLP GMP GCPmghaffarzadehNo ratings yet
- Malati Founders PVT Ltd. Risk Analysis For Rework Rev No Rev DateDocument1 pageMalati Founders PVT Ltd. Risk Analysis For Rework Rev No Rev DateDhananjay PatilNo ratings yet
- Change Management: Common Failures and A Checklist For ImprovementDocument5 pagesChange Management: Common Failures and A Checklist For ImprovementPerry BurtonNo ratings yet
- Medical Device Quality Systems ManualDocument2 pagesMedical Device Quality Systems ManualiveleonNo ratings yet
- Fundamentals of FMEA PDFDocument35 pagesFundamentals of FMEA PDFPriatna suheriNo ratings yet
- Day 2-Session 5 - Introduction To Lean CQVDocument16 pagesDay 2-Session 5 - Introduction To Lean CQVFikri Firmansah Musa100% (1)
- Maintenance QualificationDocument5 pagesMaintenance QualificationqlfangNo ratings yet
- Process FMEA 071806Document39 pagesProcess FMEA 071806Rahul BarnwalNo ratings yet
- Failure Modes and Effects Analysis (FMEA)Document19 pagesFailure Modes and Effects Analysis (FMEA)recep1100% (1)
- Impact Assessment Recommended PracticeDocument17 pagesImpact Assessment Recommended PracticeDidik SokoNo ratings yet
- A Pocket Guide To AuditingDocument10 pagesA Pocket Guide To Auditingmanojdhamne5802No ratings yet
- Justification of LimitsDocument6 pagesJustification of LimitsRulli SulaemanNo ratings yet
- Fmea Template Qms Adm B F 1002Document8 pagesFmea Template Qms Adm B F 1002Allen de GuzmanNo ratings yet
- Failure Mode and Effect Analysis: 2/555A, Babu Jagajeevanram Street, Gerugambakkam, Chennai - 600 122Document22 pagesFailure Mode and Effect Analysis: 2/555A, Babu Jagajeevanram Street, Gerugambakkam, Chennai - 600 122kumarkk1969100% (1)
- Filterintegritytesting-Sartorious Application NoteDocument8 pagesFilterintegritytesting-Sartorious Application NoteVijay Kumar NandagiriNo ratings yet
- #2 ISPE Schedule L1Document48 pages#2 ISPE Schedule L1ananthNo ratings yet
- Introduction To The ASTM E3106 Standard Guide To Science-Based and Risk-Based Cleaning Process Developmentand ValidationDocument14 pagesIntroduction To The ASTM E3106 Standard Guide To Science-Based and Risk-Based Cleaning Process Developmentand Validationnsk79in100% (1)
- Environmental Monitoring Performance Qualification (EMPQ) Risk AssessmentDocument8 pagesEnvironmental Monitoring Performance Qualification (EMPQ) Risk AssessmentsatishNo ratings yet
- Contamination Control Compliance Program PDFDocument7 pagesContamination Control Compliance Program PDFDavid100% (1)
- Human Error InvestigationDocument21 pagesHuman Error InvestigationVinay Patel100% (2)
- APIC Guideline Technical Change Control Revised Nov2018 PDFDocument8 pagesAPIC Guideline Technical Change Control Revised Nov2018 PDFPhr Aashish KhadkaNo ratings yet
- ISO 13485: 2016 Planner and Delta Checklist: InstructionsDocument10 pagesISO 13485: 2016 Planner and Delta Checklist: InstructionsYogesh H NarkhedeNo ratings yet
- Tech XFRDocument6 pagesTech XFRvijendra321No ratings yet
- 1.GxP Assessment Document of SCADA System FormDocument9 pages1.GxP Assessment Document of SCADA System FormFurquan KhanNo ratings yet
- Risk Assessment Template 1.2 PDFDocument5 pagesRisk Assessment Template 1.2 PDFGanesh KashinathNo ratings yet
- Root Cause Investigation January 2 2018Document84 pagesRoot Cause Investigation January 2 2018Salman KhanNo ratings yet
- AIAG FMEA Manual The BenchmarkDocument2 pagesAIAG FMEA Manual The BenchmarkUmer Al-FaisalNo ratings yet
- ISO 14644 Presentation PDFDocument35 pagesISO 14644 Presentation PDFSandy Piccolo100% (1)
- Hazop PharmaDocument7 pagesHazop PharmaismailayarNo ratings yet
- Batch Failure InvestigationsDocument31 pagesBatch Failure Investigationsnsk79in@gmail.comNo ratings yet
- Change Control For Functionally Equivalent Like-For-Like ChangesDocument5 pagesChange Control For Functionally Equivalent Like-For-Like Changesdm_alvesNo ratings yet
- Establishing A CGMP Laboratory Audit System: A Practical GuideFrom EverandEstablishing A CGMP Laboratory Audit System: A Practical GuideNo ratings yet
- NEW: Customize Your Professional Certificate To Your HR Career GoalsDocument2 pagesNEW: Customize Your Professional Certificate To Your HR Career GoalsAriane VergaraNo ratings yet
- Definition and Concepts in Disaster ManagementDocument92 pagesDefinition and Concepts in Disaster ManagementSansar Singh100% (3)
- Risk Management in Banks 2Document56 pagesRisk Management in Banks 2Aquib KhanNo ratings yet
- Planning The Assignment (CH 3)Document17 pagesPlanning The Assignment (CH 3)Md. Milon ChowdhuryNo ratings yet
- Agcs DandO Insurance Trends 2020 PDFDocument8 pagesAgcs DandO Insurance Trends 2020 PDFramNo ratings yet
- A Strategy For Workplace Health and Safety in Great Britain To 2010 and BeyondDocument20 pagesA Strategy For Workplace Health and Safety in Great Britain To 2010 and BeyondDeepu RavikumarNo ratings yet
- LNG 4 - Operational Integrity 7-3-09-Aacomments-Aug09Document8 pagesLNG 4 - Operational Integrity 7-3-09-Aacomments-Aug09nangkarak8201No ratings yet
- Benefits and Issues in Managing ProjectDocument6 pagesBenefits and Issues in Managing ProjectPalanikumarNo ratings yet
- Parts of Project Proposal For NSTP Community ProjectsDocument4 pagesParts of Project Proposal For NSTP Community ProjectsGwendeline Bruce DulceNo ratings yet
- i15-TF13-Risk Management File of I15 System-1.2Document117 pagesi15-TF13-Risk Management File of I15 System-1.2Ahmad Fauzi100% (1)
- Local Disaster Management Plan - Interim Revision For Web PublicationDocument69 pagesLocal Disaster Management Plan - Interim Revision For Web PublicationNgaire TaylorNo ratings yet
- The Perceived Value and Potential Contribution of Project Management Practices To Project SuccessDocument12 pagesThe Perceived Value and Potential Contribution of Project Management Practices To Project SuccessWan Yusoff Wan Mahmood100% (1)
- Functional Safety ManagementDocument8 pagesFunctional Safety ManagementasimozmaNo ratings yet
- PRM - Chapter TwoDocument29 pagesPRM - Chapter Twoproject manajement2013No ratings yet
- Introduction To Contract ManagementDocument17 pagesIntroduction To Contract ManagementChristopher SmithNo ratings yet
- Running Head: Cyber Ops and Risk Management 1Document4 pagesRunning Head: Cyber Ops and Risk Management 1Nazmoon NaharNo ratings yet
- The Role and Capabilities of The Executive SponsorDocument8 pagesThe Role and Capabilities of The Executive Sponsorkatty_domínguez_8No ratings yet
- Key Performance Indicators Drive Best Practices For General ContractorsDocument9 pagesKey Performance Indicators Drive Best Practices For General ContractorsMarcus Skookumchuck VanniniNo ratings yet
- ADWEA - IS - Risk Management Policy v1Document15 pagesADWEA - IS - Risk Management Policy v1tabishasifiNo ratings yet
- The NEBOSH Certificate in Fire Safety and Risk Management Conversion CourseDocument1 pageThe NEBOSH Certificate in Fire Safety and Risk Management Conversion CourseKrishna MydurNo ratings yet
- Allyson Joy Heumann ResumeDocument2 pagesAllyson Joy Heumann ResumeallysonjoyheumannNo ratings yet
- NSBL Final Report DDPDocument79 pagesNSBL Final Report DDPKhatiwadarozNo ratings yet
- ASHP Cold Chain Management Resource Guide 2Document16 pagesASHP Cold Chain Management Resource Guide 2suhaime tshNo ratings yet
- The Global State of Family OfficesDocument20 pagesThe Global State of Family Officesmarianneowy100% (3)
- Information Systems AuditDocument679 pagesInformation Systems AuditAaryaa KhatriNo ratings yet
- ILO Risk Management Framework v3.1Document10 pagesILO Risk Management Framework v3.1rejiarceoNo ratings yet