Download as pdf or txt
You might also like
- Process Insight:: Selecting The Best Solvent For Gas TreatingDocument1 pageProcess Insight:: Selecting The Best Solvent For Gas Treatingghasem_726990287100% (1)
- UOP Integration of Membranes For CO2 Removal Tech Paper PDFDocument15 pagesUOP Integration of Membranes For CO2 Removal Tech Paper PDFghasem_726990287No ratings yet
- Attachment No.2 CECA Technical Proposal Unit 104ADocument2 pagesAttachment No.2 CECA Technical Proposal Unit 104Aghasem_726990287No ratings yet
- Innovene Pe ProductsDocument25 pagesInnovene Pe Productsghasem_726990287No ratings yet
- Claus Sulphur Recovery OptionsDocument8 pagesClaus Sulphur Recovery Optionsabhisekju2003No ratings yet
- Re-Evaluate Recycling Options For The Claus UnitDocument5 pagesRe-Evaluate Recycling Options For The Claus Unitbakhtiari_afNo ratings yet
- Design, Process Simulation and Construction of An Atmospheric Dual Fluidized Bed CombustionDocument9 pagesDesign, Process Simulation and Construction of An Atmospheric Dual Fluidized Bed Combustionapi-3799861100% (1)
- Hermes Claus ProcessDocument3 pagesHermes Claus ProcessShyam YadavNo ratings yet
- Report On Sulphur RecoveryDocument9 pagesReport On Sulphur Recoveryvidit SinghNo ratings yet
- Sulfur Costs Vary With Process SelectionDocument5 pagesSulfur Costs Vary With Process Selectionbakhtiari_afNo ratings yet
- Optimisation of SRUDocument12 pagesOptimisation of SRUHuzefaFDNo ratings yet
- SRU ExplainedDocument5 pagesSRU ExplainedRitu VarshneyNo ratings yet
- Advancements in Sulfur Recovery ProcessesDocument21 pagesAdvancements in Sulfur Recovery Processesprateek kumarNo ratings yet
- Ortloff - Amoco Cold Bed Sulfur AdsorptionDocument3 pagesOrtloff - Amoco Cold Bed Sulfur Adsorptionrieza_fNo ratings yet
- Designing Aselective MDEA Tail-Gas Treating UnitDocument5 pagesDesigning Aselective MDEA Tail-Gas Treating UnitbehnamhfNo ratings yet
- Hydrogen Production by Steam ReformingDocument12 pagesHydrogen Production by Steam ReformingDeepak DubeyNo ratings yet
- Low Quality Natural Gas Sulfur Removal and Recovery CNG Claus Sulfur Recovery Process Pilot Plant Test ProgramDocument32 pagesLow Quality Natural Gas Sulfur Removal and Recovery CNG Claus Sulfur Recovery Process Pilot Plant Test ProgramCHARAN AjmeeraNo ratings yet
- Process Analytics in ClausDocument9 pagesProcess Analytics in ClausMorteza SepehranNo ratings yet
- 39 - 4 - Washington DC - 08-94 - 1131Document5 pages39 - 4 - Washington DC - 08-94 - 1131DHe Vic'zNo ratings yet
- High-Temperature Operation of Hydrodesulfurization Catalyst: J. Richardson and R. DruckerDocument10 pagesHigh-Temperature Operation of Hydrodesulfurization Catalyst: J. Richardson and R. Druckervaratharajan g r100% (1)
- fb030 en COMDocument12 pagesfb030 en COMFaraj AlferjaniNo ratings yet
- Article 1000346 PDFDocument4 pagesArticle 1000346 PDFAnonymous 2p6UltflNo ratings yet
- Eliminating The Claus FurnaceDocument9 pagesEliminating The Claus Furnaceoujda1977No ratings yet
- Large-Scale Sulfur Recovery: AS RocessingDocument3 pagesLarge-Scale Sulfur Recovery: AS RocessingMorteza SepehranNo ratings yet
- HYSYS Training Project 1668937366Document72 pagesHYSYS Training Project 1668937366Sourabha DehadraiNo ratings yet
- Sulphur Recovery Units (SRU) - Conversion ReactorsDocument22 pagesSulphur Recovery Units (SRU) - Conversion ReactorsIffatNo ratings yet
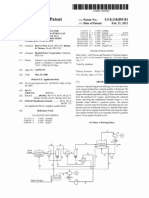
- United States Patent (10) Patent No.: US 8,118,895 B1Document4 pagesUnited States Patent (10) Patent No.: US 8,118,895 B1Heny IsmawatiNo ratings yet
- An Investigation of Reaction Furnace Temperatures and Sulfur RecoveryDocument10 pagesAn Investigation of Reaction Furnace Temperatures and Sulfur RecoveryIffatNo ratings yet
- FTDocument29 pagesFTNitin HansaliaNo ratings yet
- 49 1 Anaheim 03-04 0837Document2 pages49 1 Anaheim 03-04 0837castelo_grandeNo ratings yet
- Morin 1993Document41 pagesMorin 1993muhammad fattah RomdhoniNo ratings yet
- Hydrogen Production by Steam Reforming of HC by TopsoeDocument2 pagesHydrogen Production by Steam Reforming of HC by TopsoeMainak Sarkar100% (1)
- Work PlanDocument1 pageWork PlanrexxmanuNo ratings yet
- Contactor Vol - 12 No - 1 (Sulphur Condenser Turndown)Document2 pagesContactor Vol - 12 No - 1 (Sulphur Condenser Turndown)sepideh asadiNo ratings yet
- Simulation Lab Problem-1: Chem 2002 - Process Systems Analysis - 2016-2017Document5 pagesSimulation Lab Problem-1: Chem 2002 - Process Systems Analysis - 2016-2017ajali1957No ratings yet
- Pet Coke PDFDocument6 pagesPet Coke PDFMutyala Satya Vara Prasad100% (1)
- Section 3 Process Description: OM/6000 Rev.1 3/1 September 1997Document30 pagesSection 3 Process Description: OM/6000 Rev.1 3/1 September 1997Kinger Bin KingeeNo ratings yet
- Lecture-10-Clous and Merox ProcessesDocument43 pagesLecture-10-Clous and Merox ProcessesAnilKumar100% (2)
- Fine Tuning A CFBC Boiler PDFDocument12 pagesFine Tuning A CFBC Boiler PDFrikumohanNo ratings yet
- Claus ProcessDocument6 pagesClaus ProcessRafi AlgawiNo ratings yet
- Petroleum Coke Utilization For Cement Kiln FiringDocument8 pagesPetroleum Coke Utilization For Cement Kiln FiringSyeed SofieNo ratings yet
- Sulfur Magazine Ideas For Better Clean Up Jan 09Document0 pagesSulfur Magazine Ideas For Better Clean Up Jan 09Bharat VaajNo ratings yet
- Economic Effects Condenser Backpressure Heat Rate Condensate Subcooling and Feedwater Dissolved OxygDocument9 pagesEconomic Effects Condenser Backpressure Heat Rate Condensate Subcooling and Feedwater Dissolved Oxygsekhar_ntpcNo ratings yet
- Claus Process: From Wikipedia, The Free EncyclopediaDocument5 pagesClaus Process: From Wikipedia, The Free EncyclopediaAshish SutariyaNo ratings yet
- AmmoniaDocument9 pagesAmmoniaAditya Anugerah Putra100% (1)
- Sulfur and Hydrogen Sulfide RecoveryDocument27 pagesSulfur and Hydrogen Sulfide RecoveryChemical.AliNo ratings yet
- Journal of Industrial and Engineering Chemistry: Nader Javanmardi Nabikandi, Shohreh FatemiDocument14 pagesJournal of Industrial and Engineering Chemistry: Nader Javanmardi Nabikandi, Shohreh FatemiiffatNo ratings yet
- COS-Forming Reaction Between CO and Sulfur: A High-Temperature Intrinsic Kinetics StudyDocument8 pagesCOS-Forming Reaction Between CO and Sulfur: A High-Temperature Intrinsic Kinetics StudyMos-ta-fa Man-GalNo ratings yet
- Ammonia The Next StepDocument11 pagesAmmonia The Next StepmuralleroNo ratings yet
- Agroni KokbidoniDocument14 pagesAgroni KokbidoniVisi GjNo ratings yet
- Enhancing Srus With Oxygen-Enriched AirDocument5 pagesEnhancing Srus With Oxygen-Enriched AirIsraelo PueblaNo ratings yet
- Coal P PDocument9 pagesCoal P Papi-19667371No ratings yet
- Solvents Used For Co2 AbsorptionDocument23 pagesSolvents Used For Co2 AbsorptionSanjeev KumarNo ratings yet
- Features Shown in HYSYS Sulsim Example FilesDocument6 pagesFeatures Shown in HYSYS Sulsim Example FilessugaremilioNo ratings yet
- Production of Synthesis GasDocument18 pagesProduction of Synthesis GasGonzalo TitoNo ratings yet
- US2960514Document4 pagesUS2960514PRASSAN SHAHNo ratings yet
- Refinery Amine, Sour Water & Sulphur Recovery Unit (SRU) HYSYS SimulationDocument58 pagesRefinery Amine, Sour Water & Sulphur Recovery Unit (SRU) HYSYS Simulationyou kackNo ratings yet
- Process Steam Systems: A Practical Guide for Operators, Maintainers, and DesignersFrom EverandProcess Steam Systems: A Practical Guide for Operators, Maintainers, and DesignersNo ratings yet
- Synthetic Natural Gas: From Coal, Dry Biomass, and Power-to-Gas ApplicationsFrom EverandSynthetic Natural Gas: From Coal, Dry Biomass, and Power-to-Gas ApplicationsTilman J. SchildhauerNo ratings yet
- Conventional and Alternative Power Generation: Thermodynamics, Mitigation and SustainabilityFrom EverandConventional and Alternative Power Generation: Thermodynamics, Mitigation and SustainabilityNo ratings yet
- Nanoporous Catalysts for Biomass ConversionFrom EverandNanoporous Catalysts for Biomass ConversionFeng-Shou XiaoNo ratings yet
- Encyclopaedia Britannica, 11th Edition, Volume 8, Slice 3 "Destructors" to "Diameter"From EverandEncyclopaedia Britannica, 11th Edition, Volume 8, Slice 3 "Destructors" to "Diameter"No ratings yet
- Sustainable Energy Conversion for Electricity and Coproducts: Principles, Technologies, and EquipmentFrom EverandSustainable Energy Conversion for Electricity and Coproducts: Principles, Technologies, and EquipmentNo ratings yet
- Mitigating Coke Formation Hydrocarbon Engineering July2014 PDFDocument3 pagesMitigating Coke Formation Hydrocarbon Engineering July2014 PDFghasem_726990287No ratings yet
- Intermediate Pressure: 8 - Temperature Total Compressor PowerDocument1 pageIntermediate Pressure: 8 - Temperature Total Compressor Powerghasem_726990287No ratings yet
- Flare Safe PDFDocument19 pagesFlare Safe PDFghasem_7269902870% (1)
- Coke FormationDocument10 pagesCoke Formationghasem_726990287No ratings yet
- Choosing A Selective Hydrogenation SystemDocument9 pagesChoosing A Selective Hydrogenation Systemghasem_726990287No ratings yet
- Kish Gas Field: General SpecificationsDocument1 pageKish Gas Field: General Specificationsghasem_726990287No ratings yet
- 173772738Document2 pages173772738ghasem_726990287No ratings yet
- Choose The Right Cooling Tower Chemicals - Power EngineeringDocument11 pagesChoose The Right Cooling Tower Chemicals - Power Engineeringghasem_726990287No ratings yet
- Reflux in A Gas Dehydration PlantDocument5 pagesReflux in A Gas Dehydration Plantghasem_726990287No ratings yet
- Power Engineering Jul 1998 102, 7 Proquest CentralDocument5 pagesPower Engineering Jul 1998 102, 7 Proquest Centralghasem_726990287No ratings yet
- Iran Light CrudeDocument1 pageIran Light Crudeghasem_726990287No ratings yet
- The Impact of The Use of International Standards On Projects and Their AssetsDocument25 pagesThe Impact of The Use of International Standards On Projects and Their Assetsghasem_726990287No ratings yet
- Butadiene: Product Data SheetDocument1 pageButadiene: Product Data Sheetghasem_726990287No ratings yet
- Hydrogen Production With PSADocument20 pagesHydrogen Production With PSAghasem_726990287No ratings yet
- Ceca Newsletter April 2012Document1 pageCeca Newsletter April 2012ghasem_726990287No ratings yet
- Axeaxensns P2Document12 pagesAxeaxensns P2ghasem_726990287No ratings yet
- Adhesive Systems Textile Screen PrintingDocument5 pagesAdhesive Systems Textile Screen PrintingrspriyaaNo ratings yet
- SY Bcom SPPU EVS ProjectDocument36 pagesSY Bcom SPPU EVS ProjectniteshNo ratings yet
- Refrigerant R22 - PropertiesDocument6 pagesRefrigerant R22 - PropertiesIndra Pradana0% (1)
- Jurnal PenelitianDocument12 pagesJurnal PenelitianYanto FransiscusNo ratings yet
- Envi ComplaintDocument6 pagesEnvi ComplaintJustin LoredoNo ratings yet
- Air Handling UnitDocument11 pagesAir Handling UnitRoland CepedaNo ratings yet
- Aqua - CELDocument2 pagesAqua - CELfajry_uhNo ratings yet
- Pandora Brilliance CFPDocument28 pagesPandora Brilliance CFPAbdulrahman JradiNo ratings yet
- Leed Canada-Ncv1.0 EqDocument104 pagesLeed Canada-Ncv1.0 EqbethsaidaNo ratings yet
- Solid Waste ManagementDocument6 pagesSolid Waste ManagementJ. ROHININo ratings yet
- Avaliação de Risco USEPA 2009 IIDocument68 pagesAvaliação de Risco USEPA 2009 IINayaraFeitosaNo ratings yet
- EnvironmentDocument14 pagesEnvironmentDiorVelasquezNo ratings yet
- Cat Supplemental Coolant Additive (SCA)Document15 pagesCat Supplemental Coolant Additive (SCA)Maider de la FuenteNo ratings yet
- Cement Industry EIADocument19 pagesCement Industry EIASourav Suman100% (1)
- MSDS Colamate Opa-30Document3 pagesMSDS Colamate Opa-30mndmatt100% (2)
- Using Recycled Waste Tyres in Concrete Paving BlocksDocument1 pageUsing Recycled Waste Tyres in Concrete Paving BlocksTung-Chai LingNo ratings yet
- Environmental Pollution Research Paper PDFDocument6 pagesEnvironmental Pollution Research Paper PDFfvgj0kvd100% (1)
- The Increasing Sustainability of Conventional Energy, Cato Policy Analysis No. 341Document51 pagesThe Increasing Sustainability of Conventional Energy, Cato Policy Analysis No. 341Cato Institute100% (2)
- Safety Data Sheet-Super Yellow-SB155Document6 pagesSafety Data Sheet-Super Yellow-SB155zubair1951No ratings yet
- DJP80 QFNdocumnetof EIAReportDocument285 pagesDJP80 QFNdocumnetof EIAReportvivek1280No ratings yet
- Water Based Inks For Flexographic PrintingDocument7 pagesWater Based Inks For Flexographic PrintingNur Anis HidayahNo ratings yet
- Sequence/Chronological Order & Problem and SolutionDocument11 pagesSequence/Chronological Order & Problem and SolutionMarife Waje0% (1)
- Should The International Community Try and Influence Brazil's Environmental Policies?Document2 pagesShould The International Community Try and Influence Brazil's Environmental Policies?Dombele JoaoNo ratings yet
- Portland Cement: Safety Data SheetDocument11 pagesPortland Cement: Safety Data Sheetanon_381289007No ratings yet
- Burning GenerationDocument4 pagesBurning GenerationEdafeNo ratings yet
- Waste Card SW307 1Document3 pagesWaste Card SW307 1mesess nasir100% (1)
- Green Supply Chains and Reverse Logistics in PeruDocument7 pagesGreen Supply Chains and Reverse Logistics in PeruDiego Arturo GONE RAMOSNo ratings yet
- Environmental Engineering For Civil Engineering StudentsDocument249 pagesEnvironmental Engineering For Civil Engineering StudentsAbebawNo ratings yet
- Bangladesh Bank Defined Sector Specific Environmental & Social Due Diligence (ESDD) ChecklistDocument23 pagesBangladesh Bank Defined Sector Specific Environmental & Social Due Diligence (ESDD) ChecklistMohammad Shafiqul Islam RoneeNo ratings yet
- 08 07 2016 Tamhini RainfallDocument1 page08 07 2016 Tamhini RainfallVikram DeshmukhNo ratings yet