Download as pdf or txt
You might also like
- The Anticlastic Curvature of Rectangular Beams and Plates - Ashwell1950Document8 pagesThe Anticlastic Curvature of Rectangular Beams and Plates - Ashwell1950grafpapNo ratings yet
- Analytical Solutions For Flexural Design of Hybrid Steel Fiber ReinforcedDocument14 pagesAnalytical Solutions For Flexural Design of Hybrid Steel Fiber ReinforcedNorhafizah Bt SallehNo ratings yet
- Measuring Cutting Forces PDFDocument14 pagesMeasuring Cutting Forces PDFprof_panneerNo ratings yet
- Mece Lab 1 Shear ForceDocument5 pagesMece Lab 1 Shear ForceTLHOKOMELO MOLOINo ratings yet
- SM Lab ManualDocument7 pagesSM Lab ManualSakib 31No ratings yet
- Physics Practicals VIIDocument33 pagesPhysics Practicals VIIJerin K MNo ratings yet
- Forcr Torque Strain MeasurementDocument12 pagesForcr Torque Strain MeasurementVinay ShewaleNo ratings yet
- EXP5Document11 pagesEXP5Mr. Danish SaeedNo ratings yet
- 11 .C11.strainDocument13 pages11 .C11.strainLộc Phạm vănNo ratings yet
- II PU New ExptsDocument6 pagesII PU New ExptsAdvaithNo ratings yet
- ASTM E384 (2022) - Part2Document1 pageASTM E384 (2022) - Part2david4231993No ratings yet
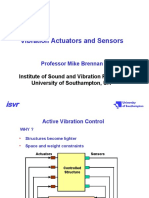
- Vibration Actuators and Sensors: Professor Mike BrennanDocument64 pagesVibration Actuators and Sensors: Professor Mike BrennannareshNo ratings yet
- Ballistic Galvanometer ExperimentDocument3 pagesBallistic Galvanometer ExperimentSurender K Sharma50% (2)
- FatigueDocument8 pagesFatigueanu_nitwNo ratings yet
- 954 - Vibration Measurement With Piezoelectric TransducerDocument4 pages954 - Vibration Measurement With Piezoelectric TransducerManik SinghNo ratings yet
- Ch. 4, SFD - BMDDocument91 pagesCh. 4, SFD - BMDpaul logan100% (1)
- Chapter5 - Sensor & TransducerDocument36 pagesChapter5 - Sensor & Transducerkmthong33% (6)
- Nishihara PDFDocument15 pagesNishihara PDFBill BatNo ratings yet
- Nishihara PDFDocument15 pagesNishihara PDFBill BatNo ratings yet
- Digidepo 10790261 Po ART0005170807Document15 pagesDigidepo 10790261 Po ART0005170807dat hoNo ratings yet
- Physics PracticalDocument8 pagesPhysics Practicalcvpranav1104No ratings yet
- Template Design CalculationDocument6 pagesTemplate Design CalculationFadil FdlNo ratings yet
- Stain GaugeDocument20 pagesStain GaugearunachelamNo ratings yet
- Strain Measurement by Using Strain GaugeDocument13 pagesStrain Measurement by Using Strain GaugeBihari MathurNo ratings yet
- ENG - 7 - Electrical Resistance Strain Gages PDFDocument16 pagesENG - 7 - Electrical Resistance Strain Gages PDFBogdan BumbaceaNo ratings yet
- Kelm110 PDFDocument35 pagesKelm110 PDFDeepak pandeyNo ratings yet
- Electric Machines - Chapter - 1Document28 pagesElectric Machines - Chapter - 1MUHAMMAD TALHA RAHEEM100% (1)
- TransducersDocument113 pagesTransducersneha yarrapothuNo ratings yet
- Performance Enhancement of Capacitive-Type Torque Sensor by Using Resonant CircuitDocument10 pagesPerformance Enhancement of Capacitive-Type Torque Sensor by Using Resonant CircuitM. T.No ratings yet
- Adobe Scan 05 Jul 2023Document9 pagesAdobe Scan 05 Jul 2023Roy patelNo ratings yet
- 1.objective: What's A Strain Gauge Used For?Document12 pages1.objective: What's A Strain Gauge Used For?Aman kumarNo ratings yet
- Week 4.1Document24 pagesWeek 4.1Bilal ShahidNo ratings yet
- Simple Stress PDFDocument7 pagesSimple Stress PDFNadlor Gasco OzausNo ratings yet
- CIE 066 Prestressed Concrete Design 4BSCE - 2: Research Work College of Engineering and ArchitectureDocument9 pagesCIE 066 Prestressed Concrete Design 4BSCE - 2: Research Work College of Engineering and ArchitectureAaronNo ratings yet
- CHP 6. Structural InstabilityDocument37 pagesCHP 6. Structural InstabilityisafeeneyNo ratings yet
- L15 Single Phase AC Circuits IntroDocument14 pagesL15 Single Phase AC Circuits Introsanyam KanungaNo ratings yet
- Electric Machinery Fundamentals-1Document28 pagesElectric Machinery Fundamentals-1AmaniDarwish100% (1)
- 2.1 Shear Force - Stress and StrainDocument15 pages2.1 Shear Force - Stress and StrainTooling ganesh0% (1)
- EE413 - Lecture 8Document14 pagesEE413 - Lecture 8Veena MundaNo ratings yet
- Chapter 4 SensorsDocument42 pagesChapter 4 Sensorsyoyi6423No ratings yet
- Resistive Damping of Pulsesensed Capacitive Position SensorsDocument4 pagesResistive Damping of Pulsesensed Capacitive Position Sensorssreedevdev007No ratings yet
- Chapter 1 (1-3)Document19 pagesChapter 1 (1-3)GnabryNo ratings yet
- Physics QBDocument61 pagesPhysics QBPraveen KumarNo ratings yet
- Demonstration of Automatic Impedance-Matching and Constant Power Feeding To and Electric Helicopter Via Magnetic Resonance CouplingDocument10 pagesDemonstration of Automatic Impedance-Matching and Constant Power Feeding To and Electric Helicopter Via Magnetic Resonance CouplingkthomazNo ratings yet
- Decoupling Control Method For High Precision StagesDocument7 pagesDecoupling Control Method For High Precision StagesmixarimNo ratings yet
- Ultrasonic Sensor For Level MeasurementDocument34 pagesUltrasonic Sensor For Level MeasurementAshish RawatNo ratings yet
- Aircraft Structures - II 2 Mark by Nambi RajanDocument10 pagesAircraft Structures - II 2 Mark by Nambi RajanNambi RajanNo ratings yet
- Mechatronics II Laboratory: Experiment #1: Force and Torque SensorsDocument6 pagesMechatronics II Laboratory: Experiment #1: Force and Torque SensorsGoran MiljkovicNo ratings yet
- Geom RefractionDocument17 pagesGeom RefractionfuyukaidesNo ratings yet
- Torsion PendulumDocument3 pagesTorsion PendulumAraz SalmanliNo ratings yet
- Microwave Phase Shifters and AttenuatorsDocument3 pagesMicrowave Phase Shifters and AttenuatorsBruno AlvimNo ratings yet
- Torsion Tension and Column (11-16)Document33 pagesTorsion Tension and Column (11-16)Raphael OkudetumNo ratings yet
- Inate Beams: Bending StaticallyDocument19 pagesInate Beams: Bending StaticallyKB SCOUTS100% (1)
- EM1 Full Slides (DR - Omar)Document176 pagesEM1 Full Slides (DR - Omar)AmilaNo ratings yet
- Feynman Lectures Simplified 2B: Magnetism & ElectrodynamicsFrom EverandFeynman Lectures Simplified 2B: Magnetism & ElectrodynamicsNo ratings yet
- Principal Parts of ShipDocument20 pagesPrincipal Parts of ShipMitanshu ChadhaNo ratings yet
- rc1 2015 16 Chapter Two Example On Analysis of Flanged Reinforced Beam SectionsDocument6 pagesrc1 2015 16 Chapter Two Example On Analysis of Flanged Reinforced Beam SectionsABAMELANo ratings yet
- Plane FramesDocument52 pagesPlane Framesshaheen juttNo ratings yet
- Board of Civil Engineering-SyllabusDocument8 pagesBoard of Civil Engineering-SyllabusAndrei AlidoNo ratings yet
- Taking-Off & BQ Asignment (FINAL)Document25 pagesTaking-Off & BQ Asignment (FINAL)syarifuddinNo ratings yet
- Design Cal of Cememt Silo PDFDocument176 pagesDesign Cal of Cememt Silo PDFmahak100% (1)
- Deflection NptelDocument11 pagesDeflection NptelhariNo ratings yet
- Dyna 1Document69 pagesDyna 1Marko Šimić100% (1)
- Visual Dictionary of ArchitectureDocument9 pagesVisual Dictionary of ArchitectureChristian James TuazonNo ratings yet
- Chapter 6 Composite BeamsDocument10 pagesChapter 6 Composite BeamsDem Austria EspinoNo ratings yet
- Connections ManualDocument90 pagesConnections ManualNiko Ništić100% (1)
- JRC44166 - Seismic RetrofitDocument83 pagesJRC44166 - Seismic RetrofitkurtainNo ratings yet
- Torsion Tension and Column (11-16)Document33 pagesTorsion Tension and Column (11-16)2011kumarNo ratings yet
- Ijens 1027 ZahidDocument14 pagesIjens 1027 ZahidAmar WadoodNo ratings yet
- STAAD - Pro and SAP (Comparison of Features)Document11 pagesSTAAD - Pro and SAP (Comparison of Features)kalpanaadhiNo ratings yet
- Analysis of Geocell-Reinforced Mattress With ConsiderationDocument9 pagesAnalysis of Geocell-Reinforced Mattress With ConsiderationNarendra Kumar KumawatNo ratings yet
- 55274536-Aashto Catalog2008 HighwayDocument28 pages55274536-Aashto Catalog2008 HighwaySara MaroucheNo ratings yet
- WEEK 9-Beban Terbagi RataDocument13 pagesWEEK 9-Beban Terbagi RataYayang MultazamNo ratings yet
- Rectangular Beam 1VB6-300 X 500mm - Sagging: InputDocument4 pagesRectangular Beam 1VB6-300 X 500mm - Sagging: InputSiti Fatimah MokhtarNo ratings yet
- 2010 Confinement of Deep Beam Nodal RegionsDocument9 pages2010 Confinement of Deep Beam Nodal RegionsKhNo ratings yet
- Staad Pro and Circular SlabDocument10 pagesStaad Pro and Circular SlabP&D CIRCLE PWD0% (1)
- Floor VibrationsDocument72 pagesFloor Vibrationssamuel tejeda100% (1)
- BoqDocument10 pagesBoqFathimaNo ratings yet
- Design Report Major ProjectDocument28 pagesDesign Report Major ProjectKalyani100% (1)
- Slab Design WakandziwqreDocument12 pagesSlab Design WakandziwqreTinaNo ratings yet
- GopiDocument8 pagesGopirfvz6sNo ratings yet
- Beam - Column Joint EC2Document11 pagesBeam - Column Joint EC2undf25No ratings yet
- Engineering Technology PDFDocument100 pagesEngineering Technology PDFAbhishek ChovatiyaNo ratings yet