Download as pdf or txt
You might also like
- Workshop Manual For Land Cruiser 70 Series VDJ79Document1 pageWorkshop Manual For Land Cruiser 70 Series VDJ79Kle DevNo ratings yet
- Front Suspension-RebuildDocument27 pagesFront Suspension-Rebuilddale82% (22)
- 3306 Valve AdjustmentDocument3 pages3306 Valve Adjustmentferdyak194% (18)
- 2zr Fe Engine Mechanical Cylinder Head Gasket Installation 2009 Matrix PDFDocument7 pages2zr Fe Engine Mechanical Cylinder Head Gasket Installation 2009 Matrix PDFruben carranza100% (2)
- Hyundai HD78 D4GA Manual Transmission (M035S5)Document20 pagesHyundai HD78 D4GA Manual Transmission (M035S5)Bigfair HD78No ratings yet
- Toyota 4efe - Correa de Distribucion PDFDocument11 pagesToyota 4efe - Correa de Distribucion PDFRonald Gareca RuedaNo ratings yet
- 2008 Mazda MPV - Body PanelsDocument17 pages2008 Mazda MPV - Body Panelslo mio es mio100% (1)
- Valve Lash C13Document4 pagesValve Lash C13Jose F Rivera Morales100% (1)
- 5sfe Timing Belt DYIDocument14 pages5sfe Timing Belt DYIchasquareNo ratings yet
- Tru-Balance Box-Type Sifter: Installation and Operations ManualDocument1 pageTru-Balance Box-Type Sifter: Installation and Operations ManualmiguelNo ratings yet
- Compressor ComparisonDocument10 pagesCompressor ComparisonJean AdiNo ratings yet
- Parts Manual: 3406C Marine EngineDocument169 pagesParts Manual: 3406C Marine Enginesingo100% (2)
- Secret of The 200mpg Carburetor Allan Wallace 32ppDocument47 pagesSecret of The 200mpg Carburetor Allan Wallace 32ppzoot7770% (1)
- Uncrating and Installing The SifterDocument3 pagesUncrating and Installing The SiftermiguelNo ratings yet
- Tie BoltDocument2 pagesTie Boltkyaw yaNo ratings yet
- Sti Timing Belt InstructionsDocument19 pagesSti Timing Belt InstructionsPablo DpNo ratings yet
- Clutch Actuator & TCM AssemblyDocument13 pagesClutch Actuator & TCM AssemblyVinh XuânNo ratings yet
- Front Transverse Link: A: RemovalDocument3 pagesFront Transverse Link: A: RemovalmiguelNo ratings yet
- Engine Valve Lash - Inspect - AdjustDocument5 pagesEngine Valve Lash - Inspect - AdjustHAmir Alberto Mojica MojicaNo ratings yet
- Levas Luv DmaxDocument5 pagesLevas Luv DmaxSamuel da SilvaNo ratings yet
- Remove & Install CounterweightDocument2 pagesRemove & Install CounterweightchanlinNo ratings yet
- Seccion 3BDocument68 pagesSeccion 3BJuan Gabriel Hernandez LunaNo ratings yet
- Dodge Stratus Timing MarksDocument7 pagesDodge Stratus Timing MarksRadu MonoNo ratings yet
- Timing Belt: Service and Repair Acura TL V6 3.2 2006Document16 pagesTiming Belt: Service and Repair Acura TL V6 3.2 2006Vicctor PiñaNo ratings yet
- BT PDFDocument55 pagesBT PDFChristian CarrerasNo ratings yet
- 420a TimingDocument4 pages420a TimingBobby PaisonNo ratings yet
- Toyota Celica ST Sport Coupe L4 1.8L DOHC MFI 1997Document11 pagesToyota Celica ST Sport Coupe L4 1.8L DOHC MFI 1997carlos martinezNo ratings yet
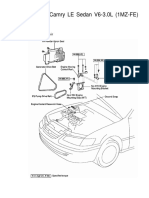
- Toyota Camry LE Sedan V6-3.0L (1MZ-FE) 2001: Timing Belt: Service and RepairDocument14 pagesToyota Camry LE Sedan V6-3.0L (1MZ-FE) 2001: Timing Belt: Service and RepairEutério SilvaNo ratings yet
- Auto Tensioning AC & PS Delete Kit Install GuideDocument6 pagesAuto Tensioning AC & PS Delete Kit Install GuideHybrid RacingNo ratings yet
- Toyota Avalon XL V6-3.0L (1MZ-FE) 2001: Timing Belt: Service and RepairDocument15 pagesToyota Avalon XL V6-3.0L (1MZ-FE) 2001: Timing Belt: Service and RepairFrancisco Guillen-DorantesNo ratings yet
- Circular Machine Practical TrainingDocument70 pagesCircular Machine Practical TrainingLiyew WorkieNo ratings yet
- Ajuste Valvulas Motor 336DDocument5 pagesAjuste Valvulas Motor 336Djuan sebastianNo ratings yet
- GEK95157-LM6000 Generator Flexible CouplingDocument12 pagesGEK95157-LM6000 Generator Flexible CouplingsyedNo ratings yet
- TY Manual GC20606 en 01Document59 pagesTY Manual GC20606 en 01JOSE GARCIANo ratings yet
- Notice cb10 EuDocument15 pagesNotice cb10 EulejartkNo ratings yet
- Mazda 3 Workshop Manual - DRIVELINE-AXLEDocument30 pagesMazda 3 Workshop Manual - DRIVELINE-AXLENa'imullah JeffrieNo ratings yet
- Transmission and Torque Converter Hyster H360-620B Repair ManualDocument58 pagesTransmission and Torque Converter Hyster H360-620B Repair ManualArmando OrtaNo ratings yet
- A6E511201029M05Document7 pagesA6E511201029M05padapo3086No ratings yet
- K-Swap Bolt-In Shifter Install GuideDocument8 pagesK-Swap Bolt-In Shifter Install GuideHybrid RacingNo ratings yet
- Tightening of Tie BoltsDocument4 pagesTightening of Tie BoltsAnik Das 8040100% (2)
- Cab MountingDocument17 pagesCab MountingFrederikusNo ratings yet
- QR Oma34bDocument2 pagesQR Oma34bDante BindaNo ratings yet
- AP13.22-B-1350B.fm V-Belts: Check Conditions and Stretch If Necessary 10.08.00Document4 pagesAP13.22-B-1350B.fm V-Belts: Check Conditions and Stretch If Necessary 10.08.00LUKASNo ratings yet
- Suspension Front 4wdDocument12 pagesSuspension Front 4wdAnimemanuel MuñozNo ratings yet
- To Esm: Removal and InstallatioDocument3 pagesTo Esm: Removal and InstallatioAlex RonNo ratings yet
- Operation Parts Manual TMVDocument105 pagesOperation Parts Manual TMVtylerorourkerNo ratings yet
- Janome MC400E Sewing Machine Service ManualDocument35 pagesJanome MC400E Sewing Machine Service ManualiliiexpugnansNo ratings yet
- Timing BeltDocument8 pagesTiming BeltSteve FosterNo ratings yet
- Centre Buffer CouplerDocument51 pagesCentre Buffer Couplersaurabh kumar100% (1)
- K19 Valve OBCDocument9 pagesK19 Valve OBCYè WințNo ratings yet
- HP CP 6015 Error 50.7Document1 pageHP CP 6015 Error 50.7JY96No ratings yet
- Seat Belt: SectionDocument12 pagesSeat Belt: SectionRafaelCazalesFuentesNo ratings yet
- Valve Mechanism PDFDocument12 pagesValve Mechanism PDFmanualNo ratings yet
- Acura TSX Sport Wagon L4-2.4L 2011 Timing Chain: Service and RepairDocument11 pagesAcura TSX Sport Wagon L4-2.4L 2011 Timing Chain: Service and RepairCarlos Gunter Tamayo MoralesNo ratings yet
- BMW-2.5L & 2.7L 6-CylinderDocument2 pagesBMW-2.5L & 2.7L 6-CylinderIsrael CurielNo ratings yet
- Engine Valve Lash - Inspect/Adjust: Shutdown SISDocument5 pagesEngine Valve Lash - Inspect/Adjust: Shutdown SISChakrouneNo ratings yet
- Cat C11-C13-C15-C18 MANUAL DE CALIBRACIONESDocument27 pagesCat C11-C13-C15-C18 MANUAL DE CALIBRACIONESclaudio80% (5)
- C-Check Service QSK23C Hitachi 1200-6Document7 pagesC-Check Service QSK23C Hitachi 1200-6sandrasandro38No ratings yet
- 1982 Toyota Corolla RWD L4-1.8L (3TC) : Timing Chain: Service and RepairDocument5 pages1982 Toyota Corolla RWD L4-1.8L (3TC) : Timing Chain: Service and RepairFreddyNo ratings yet
- Propeller ShaftDocument5 pagesPropeller Shaftparkelj.letaliskaNo ratings yet
- The Book of the Singer Junior - Written by an Owner-Driver for Owners and Prospective Owners of the Car - Including the 1931 SupplementFrom EverandThe Book of the Singer Junior - Written by an Owner-Driver for Owners and Prospective Owners of the Car - Including the 1931 SupplementNo ratings yet
- Gun Digest American Arms ATI GSG-5 Assembly/Disassembly InstructionsFrom EverandGun Digest American Arms ATI GSG-5 Assembly/Disassembly InstructionsNo ratings yet
- SR PDFDocument4 pagesSR PDFmiguelNo ratings yet
- Uncrating and Installing The SifterDocument3 pagesUncrating and Installing The SiftermiguelNo ratings yet
- VSS PDFDocument1 pageVSS PDFmiguelNo ratings yet
- Sieve Removal: Pneumatic Clamping SystemDocument3 pagesSieve Removal: Pneumatic Clamping SystemmiguelNo ratings yet
- VT PDFDocument2 pagesVT PDFmiguelNo ratings yet
- SRP PDFDocument3 pagesSRP PDFmiguelNo ratings yet
- Technical Data: TBB-100 Series TBB-200 Series TBB-300 Series TBB-400 SeriesDocument3 pagesTechnical Data: TBB-100 Series TBB-200 Series TBB-300 Series TBB-400 SeriesmiguelNo ratings yet
- Lubrication Schedule: Safety ConsiderationDocument2 pagesLubrication Schedule: Safety ConsiderationmiguelNo ratings yet
- Model: TBB-431 Shop Number: 4419 - 4420Document1 pageModel: TBB-431 Shop Number: 4419 - 4420miguelNo ratings yet
- General Operations and Maintenance Instructions: Western RepresentativeDocument1 pageGeneral Operations and Maintenance Instructions: Western RepresentativemiguelNo ratings yet
- Troubleshooting: Safety ConsiderationsDocument2 pagesTroubleshooting: Safety ConsiderationsmiguelNo ratings yet
- Lifting The Sifter: Safety Considerations: Using A CraneDocument1 pageLifting The Sifter: Safety Considerations: Using A CranemiguelNo ratings yet
- Pre-Operation Checks: Safety ConsiderationDocument1 pagePre-Operation Checks: Safety ConsiderationmiguelNo ratings yet
- Parts List: Item Number Great Western Product Number DescriptionDocument6 pagesParts List: Item Number Great Western Product Number DescriptionmiguelNo ratings yet
- Pneumatic Connections: Figure 1: Tru-Balance Box-Type 300/400 Series Sifter Pneumatic SchematicDocument2 pagesPneumatic Connections: Figure 1: Tru-Balance Box-Type 300/400 Series Sifter Pneumatic SchematicmiguelNo ratings yet
- Model: TBB-431 Shop Number: 4419 - 4420Document1 pageModel: TBB-431 Shop Number: 4419 - 4420miguelNo ratings yet
- Sifter Balance: Troubleshooting Section of This Manual For A Listing of The Most Common CausesDocument1 pageSifter Balance: Troubleshooting Section of This Manual For A Listing of The Most Common CausesmiguelNo ratings yet
- This Manual Is Part of The Tru-Balance Box-Type Sifter and Should Be Kept Near The Machine For Users To ReadDocument1 pageThis Manual Is Part of The Tru-Balance Box-Type Sifter and Should Be Kept Near The Machine For Users To ReadmiguelNo ratings yet
- PD PDFDocument1 pagePD PDFmiguelNo ratings yet
- Inspection Checklist: Safety ConsiderationDocument1 pageInspection Checklist: Safety ConsiderationmiguelNo ratings yet
- Inlet and Discharge Socks and Clamps: Photo 1: Flexible Sock and ClampDocument1 pageInlet and Discharge Socks and Clamps: Photo 1: Flexible Sock and ClampmiguelNo ratings yet
- Flow Schematic: FSM (TBB) 1 of 2Document1 pageFlow Schematic: FSM (TBB) 1 of 2miguelNo ratings yet
- Electrical Connections: National Electrical Codes. of The Manual. Can Turn Off The Electrical PowerDocument1 pageElectrical Connections: National Electrical Codes. of The Manual. Can Turn Off The Electrical PowermiguelNo ratings yet
- Robin Engine EH650 EH650DA JapanDocument29 pagesRobin Engine EH650 EH650DA JapanyewlimNo ratings yet
- 67 68 PDFDocument8 pages67 68 PDFBubai111No ratings yet
- TNT25 Engine Intro (HD)Document90 pagesTNT25 Engine Intro (HD)Miguel LemosNo ratings yet
- Buffalo - Spare Parts (2014-03-20)Document3 pagesBuffalo - Spare Parts (2014-03-20)billNo ratings yet
- 1360s Construction DrawingsDocument107 pages1360s Construction DrawingsMajdi BelguithNo ratings yet
- Ebw 40lp 101 Manual E1 Rev A 2Document37 pagesEbw 40lp 101 Manual E1 Rev A 2Majo RiveraNo ratings yet
- Repair Manual AJ 230 Ver. 2.1 LowDocument68 pagesRepair Manual AJ 230 Ver. 2.1 LowThomas Irwin Dsouza100% (1)
- 7032 - Data SheetDocument9 pages7032 - Data SheetÁlvaro Martínez FernándezNo ratings yet
- Dokumen - Tips 988b Wheel Loader SN 50w1 Up Caterpillar 988b Wheel Loader Service ManualDocument6 pagesDokumen - Tips 988b Wheel Loader SN 50w1 Up Caterpillar 988b Wheel Loader Service ManualRasoul MozhdehpoorNo ratings yet
- End EffectorsDocument34 pagesEnd EffectorsJunix Jhenvo A Cuevas100% (1)
- Carrier VRF Catalog 2017 EngDocument44 pagesCarrier VRF Catalog 2017 EngYair FloresNo ratings yet
- Solar Direct Drive Refrigeration Systems Price DataDocument1 pageSolar Direct Drive Refrigeration Systems Price DatamelaivyNo ratings yet
- Decanter PDFDocument14 pagesDecanter PDFDedi Mulyadi50% (2)
- Zenoah Owner Service ManualDocument20 pagesZenoah Owner Service ManualMochtar SusantoNo ratings yet
- Electrical Machines-II SyllabusDocument2 pagesElectrical Machines-II SyllabusNandani ShreyaNo ratings yet
- Cooling Fan Drive ASSY. - s220Document3 pagesCooling Fan Drive ASSY. - s220David PalashNo ratings yet
- Chapter 03 - Mechanism and Linkages - Part BDocument37 pagesChapter 03 - Mechanism and Linkages - Part BMuaz FadzilNo ratings yet
- PHJ0820 Operation ManualDocument9 pagesPHJ0820 Operation ManualRubens BritoNo ratings yet
- Hydraulic Mining Excavator CAT 6040: 03. SuperstructureDocument20 pagesHydraulic Mining Excavator CAT 6040: 03. SuperstructureJorby CuadrosNo ratings yet
- Kelompok 1 (24.1 - 24.10)Document23 pagesKelompok 1 (24.1 - 24.10)Rahmat FajarNo ratings yet
- 2020 Cerato G 1.6 Mpi Gamma MTDocument1 page2020 Cerato G 1.6 Mpi Gamma MTLuis Ángel Cayetano FloresNo ratings yet
- Onan CCK CCKA Parts Manual 19860600Document52 pagesOnan CCK CCKA Parts Manual 19860600fxstbi01No ratings yet
- Hydraulic Parts For Heavy Duty MachinesDocument31 pagesHydraulic Parts For Heavy Duty Machinescubarro1234No ratings yet
- Physics Assignment LAB Home: Mechanism of Disc Break in ANDDocument11 pagesPhysics Assignment LAB Home: Mechanism of Disc Break in ANDAshwani RaiNo ratings yet
- New Microsoft Excel WorksheetDocument108 pagesNew Microsoft Excel WorksheetPraveen PathakNo ratings yet
- View All Callouts: Function Isolation ToolsDocument26 pagesView All Callouts: Function Isolation Toolsmisran aranNo ratings yet