Download as pdf or txt
You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5823)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1093)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (852)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (590)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (898)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (541)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (349)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (823)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (122)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (403)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- Making A Window-Format, Continuous-Fold Carousel BookDocument6 pagesMaking A Window-Format, Continuous-Fold Carousel BookNathelie YongNo ratings yet
- Ihp Microproject 2Document38 pagesIhp Microproject 2Vishal SahaneNo ratings yet
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- Reinforced Concrete Staircase Analysis, Design, and DetailingDocument23 pagesReinforced Concrete Staircase Analysis, Design, and DetailingRamez Bou-Rizk100% (1)
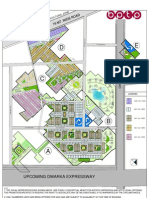
- BPTP Amstoria Master PlanDocument1 pageBPTP Amstoria Master PlanSunil Sheoran100% (1)
- Computer NetworksDocument23 pagesComputer NetworksPranayKrishnapNo ratings yet
- Phenol From CumeneDocument2 pagesPhenol From CumenealiNo ratings yet
- Guideline For Payment of CDC DuesDocument1 pageGuideline For Payment of CDC DuesZia KhanNo ratings yet
- DennyDocument1 pageDennyZia KhanNo ratings yet
- Desalination MunaDocument14 pagesDesalination MunaZia KhanNo ratings yet
- United States Patent (10) Patent No.: Us 6,391,205 B1: Mcginnis (45) Date of Patent: May 21, 2002Document14 pagesUnited States Patent (10) Patent No.: Us 6,391,205 B1: Mcginnis (45) Date of Patent: May 21, 2002Zia KhanNo ratings yet
- MS Thesis ReportDocument11 pagesMS Thesis ReportZia KhanNo ratings yet
- Multilayer Graphene Oxide Membrane in Forward Osmosis: Molecular InsightsDocument16 pagesMultilayer Graphene Oxide Membrane in Forward Osmosis: Molecular InsightsZia KhanNo ratings yet
- Ammonium Bisulphate CAS No 7803-63-6: Material Safety Data Sheet Sds/MsdsDocument6 pagesAmmonium Bisulphate CAS No 7803-63-6: Material Safety Data Sheet Sds/MsdsZia KhanNo ratings yet
- A Theoretical Study of Isotope Separation by Displacement ChromatographyDocument17 pagesA Theoretical Study of Isotope Separation by Displacement ChromatographyZia KhanNo ratings yet
- Overview of Reductants Utilized in Nuclear Fuel Reprocessing/RecyclingDocument9 pagesOverview of Reductants Utilized in Nuclear Fuel Reprocessing/RecyclingZia KhanNo ratings yet
- New Microsoft Word DocumentDocument2 pagesNew Microsoft Word DocumentZia KhanNo ratings yet
- Ijca 30a (6) 531-535Document5 pagesIjca 30a (6) 531-535Zia KhanNo ratings yet
- Uranium Pakistan Report PDFDocument278 pagesUranium Pakistan Report PDFZia KhanNo ratings yet
- Ebook Gas Detection Tube and Sampling Handbook PDFDocument69 pagesEbook Gas Detection Tube and Sampling Handbook PDFhopkhtnNo ratings yet
- RCCDocument50 pagesRCCDehuti GajjarNo ratings yet
- ComNet FVT412M1 Instruction ManualDocument6 pagesComNet FVT412M1 Instruction ManualJMAC SupplyNo ratings yet
- Perhitungan Volume Dan Dimensi Kolam Limbah Pt. Sjal Silaut RevDocument1 pagePerhitungan Volume Dan Dimensi Kolam Limbah Pt. Sjal Silaut RevUsman SAleh AfifNo ratings yet
- ENCODER Troubleshooting-Guide PDFDocument2 pagesENCODER Troubleshooting-Guide PDFdorin serbanNo ratings yet
- Limits N LinearDocument104 pagesLimits N LinearshivaNo ratings yet
- Elegant PosterDocument1 pageElegant PosterSotiris DiamantopoulosNo ratings yet
- Optics BasicsDocument39 pagesOptics Basicscathy dimaculanganNo ratings yet
- UGD and HDPEDocument9 pagesUGD and HDPEAnkur JohriNo ratings yet
- 2 ChapterDocument42 pages2 Chaptersunil kumarNo ratings yet
- Interference FitDocument3 pagesInterference FitRishi SharmaNo ratings yet
- Chapter 14 Operation ManagementDocument24 pagesChapter 14 Operation ManagementAshfahaniDarissalam100% (1)
- Pyq ObDocument13 pagesPyq ObakmaNo ratings yet
- Enroute Chart - Icao: LegendDocument1 pageEnroute Chart - Icao: LegendAgungNo ratings yet
- Renewable Energy System: Simulation of Fuel Cell ForDocument30 pagesRenewable Energy System: Simulation of Fuel Cell ForVinayak KhandareNo ratings yet
- Marketing Director in Los Angeles CA Resume Kelley CarrollDocument2 pagesMarketing Director in Los Angeles CA Resume Kelley CarrollKelleyCarrollNo ratings yet
- Basic Emission Control SystemsDocument5 pagesBasic Emission Control SystemsNadhirah JohaNo ratings yet
- Induction Into The Armed Forces Guidelines FinalDocument6 pagesInduction Into The Armed Forces Guidelines FinalAtul KhatriNo ratings yet
- Apc Br500iDocument2 pagesApc Br500iJosé VieiraNo ratings yet
- K25 8Document17 pagesK25 8mushfiq66No ratings yet
- Building Design Calculation WorksheetDocument1 pageBuilding Design Calculation Worksheetoana_avramNo ratings yet
- 05 0579 00Document6 pages05 0579 00ChaitanyaNo ratings yet
- DASApplicationForm PDFDocument3 pagesDASApplicationForm PDF445151No ratings yet
- Havells-Mccb 1Document1 pageHavells-Mccb 1Sourabh RoyNo ratings yet