
Welding TERMINOLOGY Definition
Welding TERMINOLOGY Definition
You might also like
- Fundamentals of Vehicle Dynamics by Thomas D GillespieDocument99 pagesFundamentals of Vehicle Dynamics by Thomas D GillespieYogesh Chandrawanshi0% (1)
- Dna and Rna WorksheetDocument2 pagesDna and Rna WorksheetLorenz NAVALNo ratings yet
- RFI FormatDocument23 pagesRFI FormatrajuNo ratings yet
- Tarea 2 de Op IIIDocument26 pagesTarea 2 de Op IIIbrendaNo ratings yet
- WELDING PresentationDocument25 pagesWELDING PresentationSuresha Bhoja NaikNo ratings yet
- Arc - Wleding Final Exam PDFDocument13 pagesArc - Wleding Final Exam PDFronaldo de guzmanNo ratings yet
- Arc - Wleding Final ExamDocument13 pagesArc - Wleding Final ExamJhonalyne Estioco CamachoNo ratings yet
- Utilization of Electrical Power: Electric WeldingDocument21 pagesUtilization of Electrical Power: Electric WeldingHafsa AlhaddabiNo ratings yet
- Utilization of Electrical Power: Electric WeldingDocument21 pagesUtilization of Electrical Power: Electric WeldingHafsa AlhaddabiNo ratings yet
- Primary Manufacturing Process (ME403) : Prepared byDocument5 pagesPrimary Manufacturing Process (ME403) : Prepared byArterixpestcontrolNo ratings yet
- Report - Welding and Types of WeldingDocument13 pagesReport - Welding and Types of WeldingИгорь ПетраковNo ratings yet
- WeldingDocument169 pagesWeldingamarparimi100% (1)
- Welding ShopDocument19 pagesWelding ShopShaheer SuhaibNo ratings yet
- ESAB GlossaryDocument20 pagesESAB GlossaryGoanengineerNo ratings yet
- RMK Group A4 PPT MT-I (UNIT-II)Document50 pagesRMK Group A4 PPT MT-I (UNIT-II)RajmchzNo ratings yet
- MPR-unit-V D.B.Patil NDocument14 pagesMPR-unit-V D.B.Patil NSakshi SalunkheNo ratings yet
- Terminologies SmawDocument18 pagesTerminologies SmawMarwin NavarreteNo ratings yet
- Welding, Soldering and BrazingDocument11 pagesWelding, Soldering and BrazingAyush 100niNo ratings yet
- Lab 6 Gas and Arc Welding: Submitted by Ahmed Suliman Altuwiajri 429105740 Supervised by Eng. SameerDocument17 pagesLab 6 Gas and Arc Welding: Submitted by Ahmed Suliman Altuwiajri 429105740 Supervised by Eng. SameerAhmed SulimanNo ratings yet
- Soldering, Brazing and WeldingDocument16 pagesSoldering, Brazing and WeldingAniket RedekarNo ratings yet
- Modelado Mejorado de Transferencia de Calor de La Parte Superior de Las Celdas de Electrólisis de AluminioDocument15 pagesModelado Mejorado de Transferencia de Calor de La Parte Superior de Las Celdas de Electrólisis de AluminioOctaviano MichinelNo ratings yet
- Applications of Scandium in Al-Sc AlloysDocument4 pagesApplications of Scandium in Al-Sc AlloysIgnéNo ratings yet
- Welding TermsDocument22 pagesWelding TermsMOSES7 WISENo ratings yet
- Oxy-Acetylene Welding: KJ Dicyanoacetylene Cyanogen Decomposes Hydrogen CarbonDocument2 pagesOxy-Acetylene Welding: KJ Dicyanoacetylene Cyanogen Decomposes Hydrogen CarboncharanNo ratings yet
- Arc Cutting Principles and Arc Cutting Practice:: Jobs 17-J1-J7Document7 pagesArc Cutting Principles and Arc Cutting Practice:: Jobs 17-J1-J7Willy UioNo ratings yet
- Specific Welding DetalsDocument17 pagesSpecific Welding DetalsradiantsteelNo ratings yet
- Introduction To Welding and NDT: Rajneesh Vachaspati Assistant Director Npti-Hptc, NangalDocument83 pagesIntroduction To Welding and NDT: Rajneesh Vachaspati Assistant Director Npti-Hptc, NangalRajneesh VachaspatiNo ratings yet
- Esab Glossary of Technical TermsDocument20 pagesEsab Glossary of Technical TermsThành Tâm CaoNo ratings yet
- Aircraft Structure - Topic 6Document45 pagesAircraft Structure - Topic 6SThaneasMurNo ratings yet
- AJM & NDT - Module - 2Document23 pagesAJM & NDT - Module - 2Naveen S BasandiNo ratings yet
- Materials Construction and Repair II: MidtermDocument24 pagesMaterials Construction and Repair II: Midtermjohn christian de leonNo ratings yet
- What Is The Definition of Hot ShortDocument4 pagesWhat Is The Definition of Hot ShortJuan CadenaNo ratings yet
- Chapter 2 Welding Technology - Part 1Document22 pagesChapter 2 Welding Technology - Part 1mohammed BalfaqaihNo ratings yet
- 1 Arc Welding 1Document40 pages1 Arc Welding 1ali100% (1)
- Welding Terminolgy & DefinitionsDocument9 pagesWelding Terminolgy & Definitionsnsprasad88No ratings yet
- Welding Terms and Definitions Dictionary - Red-D-Arc Welder RentalsDocument20 pagesWelding Terms and Definitions Dictionary - Red-D-Arc Welder RentalsspiritveluNo ratings yet
- FSW - I - UnitDocument30 pagesFSW - I - Unitramakrishna nagunuriNo ratings yet
- Welding MidsemDocument100 pagesWelding Midsemamit kumarNo ratings yet
- Galvanized Steel Specifiers GuideDocument20 pagesGalvanized Steel Specifiers GuideDan PascaruNo ratings yet
- Cutting & Welding Dictionary: Acetylene Cylinder: Acetylene Is ADocument25 pagesCutting & Welding Dictionary: Acetylene Cylinder: Acetylene Is AhainguyenbkvhvNo ratings yet
- ANTEOLA Module3.1Document7 pagesANTEOLA Module3.1Zoe Angel Mhae AnteolaNo ratings yet
- Effect of Arc Welding Current On The Mechanical PRDocument10 pagesEffect of Arc Welding Current On The Mechanical PRBasim Al-bhadleNo ratings yet
- Ts 1Document25 pagesTs 1NaveenNo ratings yet
- 1.06 Introduction To GSAW Process IWE May2019Document157 pages1.06 Introduction To GSAW Process IWE May2019rohit mathankerNo ratings yet
- Arc Welding SessionalDocument13 pagesArc Welding Sessionalnehar shubheschaNo ratings yet
- Arc Welding in DetailDocument34 pagesArc Welding in DetailSohen PatelNo ratings yet
- Arc Welding-1Document14 pagesArc Welding-1m9966822No ratings yet
- Teknik PengelasanDocument84 pagesTeknik PengelasanluhurNo ratings yet
- Arc Welding FundamentalsDocument2 pagesArc Welding FundamentalsSankar NNo ratings yet
- Lecture 4Document65 pagesLecture 4Ishtiaq AhmedNo ratings yet
- Welding ShopDocument5 pagesWelding ShopWaqas Hussain MalikNo ratings yet
- Welding LectureDocument101 pagesWelding Lecturesumit sengarNo ratings yet
- Welding Techniques NEWDocument95 pagesWelding Techniques NEWबंदनेश पाण्डेयNo ratings yet
- 8 OxidationDocument20 pages8 OxidationEngr. KafilNo ratings yet
- GMAW Welding - 1Document67 pagesGMAW Welding - 1jswldeepNo ratings yet
- Corrosion 4Document20 pagesCorrosion 4Engr. KafilNo ratings yet
- 1-Properties and Classification of Welding ProcessesDocument10 pages1-Properties and Classification of Welding ProcessesabastosuaptNo ratings yet
- Mech Mod 4Document82 pagesMech Mod 4brave playerNo ratings yet
- Welding RecordDocument12 pagesWelding Recordsravskv19No ratings yet
- Electroplating for Amateurs: Classic Reference for Small WorkshopsFrom EverandElectroplating for Amateurs: Classic Reference for Small WorkshopsNo ratings yet
- Oxy-Acetylene Welding and Cutting: Electric, Forge and Thermit Welding together with related methods and materials used in metal working and the oxygen process for removal of carbonFrom EverandOxy-Acetylene Welding and Cutting: Electric, Forge and Thermit Welding together with related methods and materials used in metal working and the oxygen process for removal of carbonNo ratings yet
- 0814 B090 DCCQ 006电除尘器安装说明书封面(英文)Document1 page0814 B090 DCCQ 006电除尘器安装说明书封面(英文)rajuNo ratings yet
- 0814 b090 DCCQ 001 Esp ManualDocument9 pages0814 b090 DCCQ 001 Esp ManualrajuNo ratings yet
- Operation Manual: MT MTC Type Electrodtatic PrecipitatorDocument1 pageOperation Manual: MT MTC Type Electrodtatic PrecipitatorrajuNo ratings yet
- Handling, Transportation and Storage Manual: MT Type EspDocument1 pageHandling, Transportation and Storage Manual: MT Type EsprajuNo ratings yet
- Model 02.11.2015Document1 pageModel 02.11.2015rajuNo ratings yet
- MT Type Esp Installation Manual: 0814 B090 DCCQ 006 0 1/36Document1 pageMT Type Esp Installation Manual: 0814 B090 DCCQ 006 0 1/36rajuNo ratings yet
- Handling, Transportation and Storage Manual: MT Type EspDocument1 pageHandling, Transportation and Storage Manual: MT Type EsprajuNo ratings yet
- 07-3116 333 EC-33301 Iss - 0Document5 pages07-3116 333 EC-33301 Iss - 0rajuNo ratings yet
- WPS 7018+70S2Document5 pagesWPS 7018+70S2rajuNo ratings yet
- WPS 7018+70S2Document8 pagesWPS 7018+70S2rajuNo ratings yet
- QW-301, Section IX, ASME Boiler and Pressure Vessel Code)Document1 pageQW-301, Section IX, ASME Boiler and Pressure Vessel Code)rajuNo ratings yet
- WPS 7018+70S2Document8 pagesWPS 7018+70S2rajuNo ratings yet
- Exxonmobil Is The Largest Non-Government Owned Company in The Energy Industry andDocument1 pageExxonmobil Is The Largest Non-Government Owned Company in The Energy Industry andrajuNo ratings yet
- Vivek Engineering Corporation Project: Pta Project Mangalore Client: M/S JBF Petrochemical Limited Unit: Osbl Radiography Offering RecordDocument1 pageVivek Engineering Corporation Project: Pta Project Mangalore Client: M/S JBF Petrochemical Limited Unit: Osbl Radiography Offering RecordrajuNo ratings yet
- Annexure - C To Format - Ii: Touch Painting of Weld Joints and Paint Damage Area To Be Carried OutDocument1 pageAnnexure - C To Format - Ii: Touch Painting of Weld Joints and Paint Damage Area To Be Carried OutrajuNo ratings yet
- Mechanical: Department PR No. Indented by DateDocument1 pageMechanical: Department PR No. Indented by DaterajuNo ratings yet
- Raju Mahadevan Resume - Quality Control EngineerDocument4 pagesRaju Mahadevan Resume - Quality Control Engineerraju0% (2)
- Format - IiDocument116 pagesFormat - IirajuNo ratings yet
- Annexure To FORMAT - IDocument3 pagesAnnexure To FORMAT - IrajuNo ratings yet
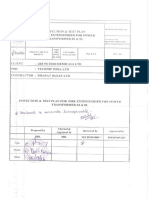
- ITP For Fire Extinguisher For Power Transformer - 01 & 02Document5 pagesITP For Fire Extinguisher For Power Transformer - 01 & 02rajuNo ratings yet
- Purchase Requisition: S. No Date Area PurposeDocument2 pagesPurchase Requisition: S. No Date Area PurposerajuNo ratings yet
- Format - Iii: Part-A (Annexure-C) Punch List Liquidated. Ready For FlushingDocument1 pageFormat - Iii: Part-A (Annexure-C) Punch List Liquidated. Ready For FlushingrajuNo ratings yet
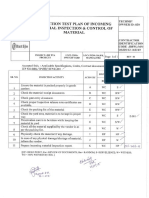
- ITP of Incoming Material Inspection & Control of MaterialDocument1 pageITP of Incoming Material Inspection & Control of MaterialrajuNo ratings yet
- Phase Transformation in AISI 410 Stainless Steel PDFDocument10 pagesPhase Transformation in AISI 410 Stainless Steel PDFirajfarjiNo ratings yet
- Basf Mastermatrix SDC 150 TdsDocument4 pagesBasf Mastermatrix SDC 150 Tds8612106535No ratings yet
- Experiment 1Document4 pagesExperiment 1JasmeetSinghNo ratings yet
- Degree of Conversion in Denture Base Materials For Varied Polymerization Techniques.Document6 pagesDegree of Conversion in Denture Base Materials For Varied Polymerization Techniques.Al-Kawthari As-SunniNo ratings yet
- Brochure MosselmanDocument12 pagesBrochure Mosselmanvcoranm100% (1)
- Customer Story Kemira Sweden PP62350EN 2Document2 pagesCustomer Story Kemira Sweden PP62350EN 2mohsen123No ratings yet
- Microbial Fuel CellsDocument18 pagesMicrobial Fuel Cellsmiraslav100% (2)
- Biology Maranda End Term 2 Form 2 - FREE KCSE PAST PAPERSDocument6 pagesBiology Maranda End Term 2 Form 2 - FREE KCSE PAST PAPERSclinNo ratings yet
- Assignment: Chapter 3: Metal Forming and Shaping ProcessesDocument22 pagesAssignment: Chapter 3: Metal Forming and Shaping ProcessesIrfanNo ratings yet
- US - HTS Data - 2017 - CH (70-73) V&V - UD - 06-01-2017Document237 pagesUS - HTS Data - 2017 - CH (70-73) V&V - UD - 06-01-2017tulasi009No ratings yet
- Fluid MechanicsDocument46 pagesFluid MechanicsEr Suraj Hulke100% (1)
- Powder Flow-20230407Document22 pagesPowder Flow-20230407alhyarylyn3No ratings yet
- Suban Compression Project: Document Title: Equipment Protection and Preservation Procedure at SiteDocument23 pagesSuban Compression Project: Document Title: Equipment Protection and Preservation Procedure at SiteMikiRoniWijayaNo ratings yet
- Schneider Electric Industries: Date: Wednesday, July 14, 2021Document2 pagesSchneider Electric Industries: Date: Wednesday, July 14, 2021David MolinaNo ratings yet
- Serie 070 RTC CouplingsDocument4 pagesSerie 070 RTC CouplingsHIDRAFLUIDNo ratings yet
- Foam Performance of A New HMS-PP-paperDocument5 pagesFoam Performance of A New HMS-PP-paperDebabrata MukhopadhyayNo ratings yet
- Effects of Broken Clay Bricks in Treatment of Grey Water To Be Used For IrrigationDocument33 pagesEffects of Broken Clay Bricks in Treatment of Grey Water To Be Used For IrrigationFred BamwineNo ratings yet
- Copper: (Project Presentation)Document17 pagesCopper: (Project Presentation)Ha M ZaNo ratings yet
- Hydrochloric Acid - 2015 11 30Document4 pagesHydrochloric Acid - 2015 11 30Ijas ahmedNo ratings yet
- Chapter 2 Notes and WorksheetsDocument12 pagesChapter 2 Notes and WorksheetsConner ChingNo ratings yet
- Addition Reactions of KetenesDocument27 pagesAddition Reactions of Ketenes張君睿No ratings yet
- ISO 8968 2 2001 en PreviewDocument7 pagesISO 8968 2 2001 en Previewpratita ameliaNo ratings yet
- Infrared Spectroscopy Materials Science I To 12Document522 pagesInfrared Spectroscopy Materials Science I To 12KwanchaiBuaksuntear100% (1)
- 01furtun Hidraulic PTFEDocument73 pages01furtun Hidraulic PTFEEnrrique Vega MecatronicNo ratings yet
- Basic of Composite ResinDocument59 pagesBasic of Composite ResinRajesh JainNo ratings yet
- Pre-AP Unit 10 Homework PacketDocument13 pagesPre-AP Unit 10 Homework PacketTrish lamNo ratings yet
- Viral DNA RNA Nucleic Acid Extraction Kit (Magnetic - Bead Method) - Ver 01 - 20200106Document5 pagesViral DNA RNA Nucleic Acid Extraction Kit (Magnetic - Bead Method) - Ver 01 - 20200106RuniNo ratings yet
- Solubility of Ferrocene in Organic Solvents With Pictures PDFDocument10 pagesSolubility of Ferrocene in Organic Solvents With Pictures PDFmukthiyarsNo ratings yet















































































































Download as pdf or txt
You might also like
- Fundamentals of Vehicle Dynamics by Thomas D GillespieDocument99 pagesFundamentals of Vehicle Dynamics by Thomas D GillespieYogesh Chandrawanshi0% (1)
- Dna and Rna WorksheetDocument2 pagesDna and Rna WorksheetLorenz NAVALNo ratings yet
- RFI FormatDocument23 pagesRFI FormatrajuNo ratings yet
- Tarea 2 de Op IIIDocument26 pagesTarea 2 de Op IIIbrendaNo ratings yet
- WELDING PresentationDocument25 pagesWELDING PresentationSuresha Bhoja NaikNo ratings yet
- Arc - Wleding Final Exam PDFDocument13 pagesArc - Wleding Final Exam PDFronaldo de guzmanNo ratings yet
- Arc - Wleding Final ExamDocument13 pagesArc - Wleding Final ExamJhonalyne Estioco CamachoNo ratings yet
- Utilization of Electrical Power: Electric WeldingDocument21 pagesUtilization of Electrical Power: Electric WeldingHafsa AlhaddabiNo ratings yet
- Utilization of Electrical Power: Electric WeldingDocument21 pagesUtilization of Electrical Power: Electric WeldingHafsa AlhaddabiNo ratings yet
- Primary Manufacturing Process (ME403) : Prepared byDocument5 pagesPrimary Manufacturing Process (ME403) : Prepared byArterixpestcontrolNo ratings yet
- Report - Welding and Types of WeldingDocument13 pagesReport - Welding and Types of WeldingИгорь ПетраковNo ratings yet
- WeldingDocument169 pagesWeldingamarparimi100% (1)
- Welding ShopDocument19 pagesWelding ShopShaheer SuhaibNo ratings yet
- ESAB GlossaryDocument20 pagesESAB GlossaryGoanengineerNo ratings yet
- RMK Group A4 PPT MT-I (UNIT-II)Document50 pagesRMK Group A4 PPT MT-I (UNIT-II)RajmchzNo ratings yet
- MPR-unit-V D.B.Patil NDocument14 pagesMPR-unit-V D.B.Patil NSakshi SalunkheNo ratings yet
- Terminologies SmawDocument18 pagesTerminologies SmawMarwin NavarreteNo ratings yet
- Welding, Soldering and BrazingDocument11 pagesWelding, Soldering and BrazingAyush 100niNo ratings yet
- Lab 6 Gas and Arc Welding: Submitted by Ahmed Suliman Altuwiajri 429105740 Supervised by Eng. SameerDocument17 pagesLab 6 Gas and Arc Welding: Submitted by Ahmed Suliman Altuwiajri 429105740 Supervised by Eng. SameerAhmed SulimanNo ratings yet
- Soldering, Brazing and WeldingDocument16 pagesSoldering, Brazing and WeldingAniket RedekarNo ratings yet
- Modelado Mejorado de Transferencia de Calor de La Parte Superior de Las Celdas de Electrólisis de AluminioDocument15 pagesModelado Mejorado de Transferencia de Calor de La Parte Superior de Las Celdas de Electrólisis de AluminioOctaviano MichinelNo ratings yet
- Applications of Scandium in Al-Sc AlloysDocument4 pagesApplications of Scandium in Al-Sc AlloysIgnéNo ratings yet
- Welding TermsDocument22 pagesWelding TermsMOSES7 WISENo ratings yet
- Oxy-Acetylene Welding: KJ Dicyanoacetylene Cyanogen Decomposes Hydrogen CarbonDocument2 pagesOxy-Acetylene Welding: KJ Dicyanoacetylene Cyanogen Decomposes Hydrogen CarboncharanNo ratings yet
- Arc Cutting Principles and Arc Cutting Practice:: Jobs 17-J1-J7Document7 pagesArc Cutting Principles and Arc Cutting Practice:: Jobs 17-J1-J7Willy UioNo ratings yet
- Specific Welding DetalsDocument17 pagesSpecific Welding DetalsradiantsteelNo ratings yet
- Introduction To Welding and NDT: Rajneesh Vachaspati Assistant Director Npti-Hptc, NangalDocument83 pagesIntroduction To Welding and NDT: Rajneesh Vachaspati Assistant Director Npti-Hptc, NangalRajneesh VachaspatiNo ratings yet
- Esab Glossary of Technical TermsDocument20 pagesEsab Glossary of Technical TermsThành Tâm CaoNo ratings yet
- Aircraft Structure - Topic 6Document45 pagesAircraft Structure - Topic 6SThaneasMurNo ratings yet
- AJM & NDT - Module - 2Document23 pagesAJM & NDT - Module - 2Naveen S BasandiNo ratings yet
- Materials Construction and Repair II: MidtermDocument24 pagesMaterials Construction and Repair II: Midtermjohn christian de leonNo ratings yet
- What Is The Definition of Hot ShortDocument4 pagesWhat Is The Definition of Hot ShortJuan CadenaNo ratings yet
- Chapter 2 Welding Technology - Part 1Document22 pagesChapter 2 Welding Technology - Part 1mohammed BalfaqaihNo ratings yet
- 1 Arc Welding 1Document40 pages1 Arc Welding 1ali100% (1)
- Welding Terminolgy & DefinitionsDocument9 pagesWelding Terminolgy & Definitionsnsprasad88No ratings yet
- Welding Terms and Definitions Dictionary - Red-D-Arc Welder RentalsDocument20 pagesWelding Terms and Definitions Dictionary - Red-D-Arc Welder RentalsspiritveluNo ratings yet
- FSW - I - UnitDocument30 pagesFSW - I - Unitramakrishna nagunuriNo ratings yet
- Welding MidsemDocument100 pagesWelding Midsemamit kumarNo ratings yet
- Galvanized Steel Specifiers GuideDocument20 pagesGalvanized Steel Specifiers GuideDan PascaruNo ratings yet
- Cutting & Welding Dictionary: Acetylene Cylinder: Acetylene Is ADocument25 pagesCutting & Welding Dictionary: Acetylene Cylinder: Acetylene Is AhainguyenbkvhvNo ratings yet
- ANTEOLA Module3.1Document7 pagesANTEOLA Module3.1Zoe Angel Mhae AnteolaNo ratings yet
- Effect of Arc Welding Current On The Mechanical PRDocument10 pagesEffect of Arc Welding Current On The Mechanical PRBasim Al-bhadleNo ratings yet
- Ts 1Document25 pagesTs 1NaveenNo ratings yet
- 1.06 Introduction To GSAW Process IWE May2019Document157 pages1.06 Introduction To GSAW Process IWE May2019rohit mathankerNo ratings yet
- Arc Welding SessionalDocument13 pagesArc Welding Sessionalnehar shubheschaNo ratings yet
- Arc Welding in DetailDocument34 pagesArc Welding in DetailSohen PatelNo ratings yet
- Arc Welding-1Document14 pagesArc Welding-1m9966822No ratings yet
- Teknik PengelasanDocument84 pagesTeknik PengelasanluhurNo ratings yet
- Arc Welding FundamentalsDocument2 pagesArc Welding FundamentalsSankar NNo ratings yet
- Lecture 4Document65 pagesLecture 4Ishtiaq AhmedNo ratings yet
- Welding ShopDocument5 pagesWelding ShopWaqas Hussain MalikNo ratings yet
- Welding LectureDocument101 pagesWelding Lecturesumit sengarNo ratings yet
- Welding Techniques NEWDocument95 pagesWelding Techniques NEWबंदनेश पाण्डेयNo ratings yet
- 8 OxidationDocument20 pages8 OxidationEngr. KafilNo ratings yet
- GMAW Welding - 1Document67 pagesGMAW Welding - 1jswldeepNo ratings yet
- Corrosion 4Document20 pagesCorrosion 4Engr. KafilNo ratings yet
- 1-Properties and Classification of Welding ProcessesDocument10 pages1-Properties and Classification of Welding ProcessesabastosuaptNo ratings yet
- Mech Mod 4Document82 pagesMech Mod 4brave playerNo ratings yet
- Welding RecordDocument12 pagesWelding Recordsravskv19No ratings yet
- Electroplating for Amateurs: Classic Reference for Small WorkshopsFrom EverandElectroplating for Amateurs: Classic Reference for Small WorkshopsNo ratings yet
- Oxy-Acetylene Welding and Cutting: Electric, Forge and Thermit Welding together with related methods and materials used in metal working and the oxygen process for removal of carbonFrom EverandOxy-Acetylene Welding and Cutting: Electric, Forge and Thermit Welding together with related methods and materials used in metal working and the oxygen process for removal of carbonNo ratings yet
- 0814 B090 DCCQ 006电除尘器安装说明书封面(英文)Document1 page0814 B090 DCCQ 006电除尘器安装说明书封面(英文)rajuNo ratings yet
- 0814 b090 DCCQ 001 Esp ManualDocument9 pages0814 b090 DCCQ 001 Esp ManualrajuNo ratings yet
- Operation Manual: MT MTC Type Electrodtatic PrecipitatorDocument1 pageOperation Manual: MT MTC Type Electrodtatic PrecipitatorrajuNo ratings yet
- Handling, Transportation and Storage Manual: MT Type EspDocument1 pageHandling, Transportation and Storage Manual: MT Type EsprajuNo ratings yet
- Model 02.11.2015Document1 pageModel 02.11.2015rajuNo ratings yet
- MT Type Esp Installation Manual: 0814 B090 DCCQ 006 0 1/36Document1 pageMT Type Esp Installation Manual: 0814 B090 DCCQ 006 0 1/36rajuNo ratings yet
- Handling, Transportation and Storage Manual: MT Type EspDocument1 pageHandling, Transportation and Storage Manual: MT Type EsprajuNo ratings yet
- 07-3116 333 EC-33301 Iss - 0Document5 pages07-3116 333 EC-33301 Iss - 0rajuNo ratings yet
- WPS 7018+70S2Document5 pagesWPS 7018+70S2rajuNo ratings yet
- WPS 7018+70S2Document8 pagesWPS 7018+70S2rajuNo ratings yet
- QW-301, Section IX, ASME Boiler and Pressure Vessel Code)Document1 pageQW-301, Section IX, ASME Boiler and Pressure Vessel Code)rajuNo ratings yet
- WPS 7018+70S2Document8 pagesWPS 7018+70S2rajuNo ratings yet
- Exxonmobil Is The Largest Non-Government Owned Company in The Energy Industry andDocument1 pageExxonmobil Is The Largest Non-Government Owned Company in The Energy Industry andrajuNo ratings yet
- Vivek Engineering Corporation Project: Pta Project Mangalore Client: M/S JBF Petrochemical Limited Unit: Osbl Radiography Offering RecordDocument1 pageVivek Engineering Corporation Project: Pta Project Mangalore Client: M/S JBF Petrochemical Limited Unit: Osbl Radiography Offering RecordrajuNo ratings yet
- Annexure - C To Format - Ii: Touch Painting of Weld Joints and Paint Damage Area To Be Carried OutDocument1 pageAnnexure - C To Format - Ii: Touch Painting of Weld Joints and Paint Damage Area To Be Carried OutrajuNo ratings yet
- Mechanical: Department PR No. Indented by DateDocument1 pageMechanical: Department PR No. Indented by DaterajuNo ratings yet
- Raju Mahadevan Resume - Quality Control EngineerDocument4 pagesRaju Mahadevan Resume - Quality Control Engineerraju0% (2)
- Format - IiDocument116 pagesFormat - IirajuNo ratings yet
- Annexure To FORMAT - IDocument3 pagesAnnexure To FORMAT - IrajuNo ratings yet
- ITP For Fire Extinguisher For Power Transformer - 01 & 02Document5 pagesITP For Fire Extinguisher For Power Transformer - 01 & 02rajuNo ratings yet
- Purchase Requisition: S. No Date Area PurposeDocument2 pagesPurchase Requisition: S. No Date Area PurposerajuNo ratings yet
- Format - Iii: Part-A (Annexure-C) Punch List Liquidated. Ready For FlushingDocument1 pageFormat - Iii: Part-A (Annexure-C) Punch List Liquidated. Ready For FlushingrajuNo ratings yet
- ITP of Incoming Material Inspection & Control of MaterialDocument1 pageITP of Incoming Material Inspection & Control of MaterialrajuNo ratings yet
- Phase Transformation in AISI 410 Stainless Steel PDFDocument10 pagesPhase Transformation in AISI 410 Stainless Steel PDFirajfarjiNo ratings yet
- Basf Mastermatrix SDC 150 TdsDocument4 pagesBasf Mastermatrix SDC 150 Tds8612106535No ratings yet
- Experiment 1Document4 pagesExperiment 1JasmeetSinghNo ratings yet
- Degree of Conversion in Denture Base Materials For Varied Polymerization Techniques.Document6 pagesDegree of Conversion in Denture Base Materials For Varied Polymerization Techniques.Al-Kawthari As-SunniNo ratings yet
- Brochure MosselmanDocument12 pagesBrochure Mosselmanvcoranm100% (1)
- Customer Story Kemira Sweden PP62350EN 2Document2 pagesCustomer Story Kemira Sweden PP62350EN 2mohsen123No ratings yet
- Microbial Fuel CellsDocument18 pagesMicrobial Fuel Cellsmiraslav100% (2)
- Biology Maranda End Term 2 Form 2 - FREE KCSE PAST PAPERSDocument6 pagesBiology Maranda End Term 2 Form 2 - FREE KCSE PAST PAPERSclinNo ratings yet
- Assignment: Chapter 3: Metal Forming and Shaping ProcessesDocument22 pagesAssignment: Chapter 3: Metal Forming and Shaping ProcessesIrfanNo ratings yet
- US - HTS Data - 2017 - CH (70-73) V&V - UD - 06-01-2017Document237 pagesUS - HTS Data - 2017 - CH (70-73) V&V - UD - 06-01-2017tulasi009No ratings yet
- Fluid MechanicsDocument46 pagesFluid MechanicsEr Suraj Hulke100% (1)
- Powder Flow-20230407Document22 pagesPowder Flow-20230407alhyarylyn3No ratings yet
- Suban Compression Project: Document Title: Equipment Protection and Preservation Procedure at SiteDocument23 pagesSuban Compression Project: Document Title: Equipment Protection and Preservation Procedure at SiteMikiRoniWijayaNo ratings yet
- Schneider Electric Industries: Date: Wednesday, July 14, 2021Document2 pagesSchneider Electric Industries: Date: Wednesday, July 14, 2021David MolinaNo ratings yet
- Serie 070 RTC CouplingsDocument4 pagesSerie 070 RTC CouplingsHIDRAFLUIDNo ratings yet
- Foam Performance of A New HMS-PP-paperDocument5 pagesFoam Performance of A New HMS-PP-paperDebabrata MukhopadhyayNo ratings yet
- Effects of Broken Clay Bricks in Treatment of Grey Water To Be Used For IrrigationDocument33 pagesEffects of Broken Clay Bricks in Treatment of Grey Water To Be Used For IrrigationFred BamwineNo ratings yet
- Copper: (Project Presentation)Document17 pagesCopper: (Project Presentation)Ha M ZaNo ratings yet
- Hydrochloric Acid - 2015 11 30Document4 pagesHydrochloric Acid - 2015 11 30Ijas ahmedNo ratings yet
- Chapter 2 Notes and WorksheetsDocument12 pagesChapter 2 Notes and WorksheetsConner ChingNo ratings yet
- Addition Reactions of KetenesDocument27 pagesAddition Reactions of Ketenes張君睿No ratings yet
- ISO 8968 2 2001 en PreviewDocument7 pagesISO 8968 2 2001 en Previewpratita ameliaNo ratings yet
- Infrared Spectroscopy Materials Science I To 12Document522 pagesInfrared Spectroscopy Materials Science I To 12KwanchaiBuaksuntear100% (1)
- 01furtun Hidraulic PTFEDocument73 pages01furtun Hidraulic PTFEEnrrique Vega MecatronicNo ratings yet
- Basic of Composite ResinDocument59 pagesBasic of Composite ResinRajesh JainNo ratings yet
- Pre-AP Unit 10 Homework PacketDocument13 pagesPre-AP Unit 10 Homework PacketTrish lamNo ratings yet
- Viral DNA RNA Nucleic Acid Extraction Kit (Magnetic - Bead Method) - Ver 01 - 20200106Document5 pagesViral DNA RNA Nucleic Acid Extraction Kit (Magnetic - Bead Method) - Ver 01 - 20200106RuniNo ratings yet
- Solubility of Ferrocene in Organic Solvents With Pictures PDFDocument10 pagesSolubility of Ferrocene in Organic Solvents With Pictures PDFmukthiyarsNo ratings yet