Download as pdf or txt
You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5822)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1093)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (852)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (590)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (898)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (540)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (349)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (822)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (122)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (403)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- Steel Truss BridgeDocument61 pagesSteel Truss Bridgevaibhav dahiwalkar100% (1)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- What Is An Engineering Change OrderDocument3 pagesWhat Is An Engineering Change OrderKundan Kumar MishraNo ratings yet
- Introduction To 5SDocument5 pagesIntroduction To 5SKundan Kumar MishraNo ratings yet
- Standard 5543 PDFDocument1 pageStandard 5543 PDFKundan Kumar MishraNo ratings yet
- Importance of Induction Hardening Case Depth PDFDocument5 pagesImportance of Induction Hardening Case Depth PDFKundan Kumar MishraNo ratings yet
- Hydraulic Cylinder For Use WTH:-HVL, HPS, HLS, HSS, Has, HHS, HHR, Hda & HgsDocument8 pagesHydraulic Cylinder For Use WTH:-HVL, HPS, HLS, HSS, Has, HHS, HHR, Hda & HgsKundan Kumar MishraNo ratings yet
- Geocells Madhavi IiscDocument43 pagesGeocells Madhavi IiscMadhavi Latha GaliNo ratings yet
- Zonex Brochure-nVentDocument8 pagesZonex Brochure-nVentPhaniNo ratings yet
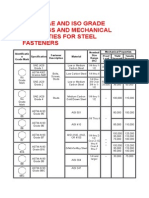
- Bolts GradesDocument9 pagesBolts GradesMachineryengNo ratings yet
- Report About Geogrid in PavementsDocument34 pagesReport About Geogrid in PavementsTiến Phát NguyễnNo ratings yet
- Spring Diameter of Spring Coil/cm Elastic Limit/n Spring Constant/nm-1 MaterialDocument4 pagesSpring Diameter of Spring Coil/cm Elastic Limit/n Spring Constant/nm-1 MaterialZahari Bin BakriNo ratings yet
- Ultrafine GGBS and Calcium Nitrate As Concrete Admixtu - 2018 - Construction andDocument9 pagesUltrafine GGBS and Calcium Nitrate As Concrete Admixtu - 2018 - Construction andTunLinNaingNo ratings yet
- Stair DesignDocument7 pagesStair DesignRifat Bin KamalNo ratings yet
- Thread Turning ToolsDocument22 pagesThread Turning ToolsАндрейNo ratings yet
- Efa 2017 Venetian ArchitectureDocument28 pagesEfa 2017 Venetian ArchitectureSuman KumariNo ratings yet
- Algemene Productcatalogus Mandik 2017 1Document32 pagesAlgemene Productcatalogus Mandik 2017 1Hrvoje ČočićNo ratings yet
- Homeowner'S Window: Maintenance & Operation ManualDocument5 pagesHomeowner'S Window: Maintenance & Operation Manualpandey008No ratings yet
- Worksheet 6Document17 pagesWorksheet 6Sumair Khan MasoodNo ratings yet
- Spot Detail: Key PlanDocument1 pageSpot Detail: Key PlanMJian VergaraNo ratings yet
- RTI Titus CatalogueDocument20 pagesRTI Titus CatalogueSrikanth TagoreNo ratings yet
- Sandeep ChemistryDocument21 pagesSandeep ChemistrySandeep Nandan MishraNo ratings yet
- 2-5b Contoh Standard Watermain DrawingsDocument59 pages2-5b Contoh Standard Watermain Drawingsizzati istiharaNo ratings yet
- Ken Yeang's Architecture StyleDocument17 pagesKen Yeang's Architecture StyleAngeline SallyNo ratings yet
- Stauff Clamps DNV Till Nov 2022Document3 pagesStauff Clamps DNV Till Nov 2022Muhammad Zhakri Muhammad KamalNo ratings yet
- Column Shortening in Tall Buildings LibreDocument38 pagesColumn Shortening in Tall Buildings LibreNuno FerreiraNo ratings yet
- Astm B232 - B232MDocument17 pagesAstm B232 - B232MAndré Rafael CardosoNo ratings yet
- MOM Gasket Replacement For DS of Bypass PSV 35-PSV-715-1Document1 pageMOM Gasket Replacement For DS of Bypass PSV 35-PSV-715-1Bagus SigitNo ratings yet
- Hilti CheckDocument12 pagesHilti Checkhary9100No ratings yet
- Jan Prusinski, P.E. Executive Director Cement Council of TexasDocument21 pagesJan Prusinski, P.E. Executive Director Cement Council of TexaserosNo ratings yet
- Analysis of Quality and Cost of FeSiMg Treatment Master Alloy vs. Cored Wire in Production of Ductile Cast IronDocument4 pagesAnalysis of Quality and Cost of FeSiMg Treatment Master Alloy vs. Cored Wire in Production of Ductile Cast IronAdams GodoyNo ratings yet
- Universal Testing MachineDocument28 pagesUniversal Testing MachineSunil GoelNo ratings yet
- NEC Requirements For GeneratorsDocument52 pagesNEC Requirements For GeneratorsDizky ChristianNo ratings yet
- Richard BondDocument3 pagesRichard BondBetty SwollocksNo ratings yet
- Lab Note 10 Lab Manual-Heat PumpDocument11 pagesLab Note 10 Lab Manual-Heat Pumpfarah nabila100% (1)
- Strapped Footing DesignDocument10 pagesStrapped Footing DesignRyanRuceMelville0% (1)