
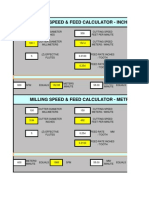
Spreadsheet For Estimation of Machining Forces and Power Requirements - End Milling Operations
Spreadsheet For Estimation of Machining Forces and Power Requirements - End Milling Operations
You might also like
- Iscar Quick CalculatorDocument16 pagesIscar Quick CalculatorJastreb Sxe33% (3)
- Wirtgen W150Document8 pagesWirtgen W150Ashraf m aliNo ratings yet
- Star Wars Republic Holonet NewsDocument13 pagesStar Wars Republic Holonet NewsJessie Abraham LaidlawNo ratings yet
- Chem 28 SyllabusDocument11 pagesChem 28 SyllabusDianne TorrecampoNo ratings yet
- Numturn 660-1500Document1 pageNumturn 660-1500Frederik HenderwanzaNo ratings yet
- Vt-1150 User ManualDocument22 pagesVt-1150 User ManualAnne RodriguesNo ratings yet
- Spur Gears Component Generator (Version: 2019 (Build 230136000, 136) )Document4 pagesSpur Gears Component Generator (Version: 2019 (Build 230136000, 136) )The bossNo ratings yet
- Mechanical Engineering DepartmentDocument2 pagesMechanical Engineering DepartmentArjit Goswami100% (1)
- Acople SKFDocument4 pagesAcople SKFyensebastianNo ratings yet
- Zupcasti Par B-F B 35Document4 pagesZupcasti Par B-F B 35Stefan MilojevicNo ratings yet
- Knuth Universal HeavyDocument9 pagesKnuth Universal HeavyTirta BudiawanNo ratings yet
- CABEÇOTES - HTT - Stanki - Glubokogo - SverleniyaDocument12 pagesCABEÇOTES - HTT - Stanki - Glubokogo - Sverleniyacarolina lopesNo ratings yet
- Modeling, Analysis and Optimization of Headstock of Vertical Machining Center 850Document7 pagesModeling, Analysis and Optimization of Headstock of Vertical Machining Center 850Pinank PatelNo ratings yet
- Zupcasti Par A-G B 16Document4 pagesZupcasti Par A-G B 16Stefan MilojevicNo ratings yet
- Cutting Speed and Feedrate SouthbayDocument5 pagesCutting Speed and Feedrate SouthbayShahed FacebookNo ratings yet
- TMV-510T+APC: Tapping CenterDocument2 pagesTMV-510T+APC: Tapping CentersevenlakesguyNo ratings yet
- app32790749 (1)Document6 pagesapp32790749 (1)mohdw3670No ratings yet
- CNC Group ProjectDocument16 pagesCNC Group Projectpjpatel5999No ratings yet
- Assignment: Q.N.1. in A Turning Operation, It Was Observed That The Tool Life Was 150 Minutes When The CuttingDocument7 pagesAssignment: Q.N.1. in A Turning Operation, It Was Observed That The Tool Life Was 150 Minutes When The CuttingAnkesh KapilNo ratings yet
- Spare Parts List HDS 990 PDFDocument48 pagesSpare Parts List HDS 990 PDFconstantin balanNo ratings yet
- 1PH8133-3AF02-2AA1-Z U60+X01 Datasheet enDocument1 page1PH8133-3AF02-2AA1-Z U60+X01 Datasheet enMohamad RagabNo ratings yet
- Addis Ababa Science and Technology University College of Electrical and Mechanical Engineering Department of Electromechanical EngineeringDocument52 pagesAddis Ababa Science and Technology University College of Electrical and Mechanical Engineering Department of Electromechanical EngineeringrrhoshackNo ratings yet
- 2 Numericals Bank MP II PDFDocument7 pages2 Numericals Bank MP II PDFThenarasumohanveluNo ratings yet
- 1le5603 3BB53 4ab3Document2 pages1le5603 3BB53 4ab3MostafaElrakhawyNo ratings yet
- List of Needed MachinesDocument6 pagesList of Needed MachinesAyech NabilNo ratings yet
- Sample Solution On The Exercises (Lecture 3)Document3 pagesSample Solution On The Exercises (Lecture 3)murwanashyaka augustinNo ratings yet
- JRF-C&Z 70 - 300Document16 pagesJRF-C&Z 70 - 300Ravi ChandranNo ratings yet
- TPX611B 3Document9 pagesTPX611B 3LeonNo ratings yet
- Speed and Feed For Lathe MachiningDocument6 pagesSpeed and Feed For Lathe MachiningThinesh ChanderNo ratings yet
- Spur Gears Component GenDocument6 pagesSpur Gears Component GendexterisNo ratings yet
- Testing FacilitiesDocument5 pagesTesting FacilitiesSuraj RawatNo ratings yet
- Lathe OperationsDocument40 pagesLathe OperationsRavi Sharma100% (4)
- 40LM1-A15-7PD - 40 - 100 - REV6 - Conceal DuctDocument18 pages40LM1-A15-7PD - 40 - 100 - REV6 - Conceal DuctPhuNguyenHoangNo ratings yet
- Milling Tech Info FormulasDocument5 pagesMilling Tech Info Formulasசிலம்பரசன் செல்வராஜ்No ratings yet
- 2022.10.17 Quotation of AE55Y Slant Bed CNC LatheDocument15 pages2022.10.17 Quotation of AE55Y Slant Bed CNC LathebhaaNo ratings yet
- SRC Technical DataDocument6 pagesSRC Technical DataKamel NaitNo ratings yet
- Macpower CNC Machines Limited: QTN. NO.: MAC/BRD/JAP/2020-21/VER-6/158 DateDocument6 pagesMacpower CNC Machines Limited: QTN. NO.: MAC/BRD/JAP/2020-21/VER-6/158 DateVirjibhai khokhaniNo ratings yet
- Concept TURN 250: Technical SpecificationDocument26 pagesConcept TURN 250: Technical SpecificationVũ Mạnh Cường100% (1)
- Main Requirements For MILLAC 853PF-5XDocument23 pagesMain Requirements For MILLAC 853PF-5Xgolf94No ratings yet
- Model # 4Th3S+Ssv3-1626Thb, Selfeeder™ CNC Turret Head 4Th3S Drilling UnitsDocument2 pagesModel # 4Th3S+Ssv3-1626Thb, Selfeeder™ CNC Turret Head 4Th3S Drilling UnitsrenatoeliegeNo ratings yet
- Fully Enclosed Exchange Table Fiber Laser Cutting MachineDocument3 pagesFully Enclosed Exchange Table Fiber Laser Cutting MachinevfqhwqmgsdNo ratings yet
- By Pass Valve BifurcationDocument5 pagesBy Pass Valve BifurcationSarthak EnterprisesNo ratings yet
- FCU Submittal Part 3 of 3Document90 pagesFCU Submittal Part 3 of 3ClarkFedele27No ratings yet
- CombinepdfDocument376 pagesCombinepdfTech DesignNo ratings yet
- LAB Budget 2020-2021Document8 pagesLAB Budget 2020-2021fahadfadi48No ratings yet
- Vibrating Screen ManualDocument36 pagesVibrating Screen ManualJUNIOR ANDERSON TINOCO FALERONo ratings yet
- Press Brake Machine WC67K-80T-3200Document4 pagesPress Brake Machine WC67K-80T-3200Jonathan GomezNo ratings yet
- 1le5584 3aa03 4ab4Document2 pages1le5584 3aa03 4ab4Dharmesh ChanawalaNo ratings yet
- Vajra-130 Dap - Top GearDocument2 pagesVajra-130 Dap - Top Gearhtc wolfNo ratings yet
- 2022 Production Machinery GuidelineDocument5 pages2022 Production Machinery GuidelineSATURNINONo ratings yet
- Millwright Lathe OperationsDocument44 pagesMillwright Lathe Operationsmarayahkerie18No ratings yet
- Tec 238719-IT010046Document7 pagesTec 238719-IT010046Mirza MulaomerovicNo ratings yet
- Bevel Gears Component GeneratorDocument3 pagesBevel Gears Component GeneratorAos GidionNo ratings yet
- Catalogue 0501Document8 pagesCatalogue 0501Neeraj VohraNo ratings yet
- Spur Gears Component GeneratorDocument4 pagesSpur Gears Component GeneratorRodrigo NavarreteNo ratings yet
- Cos Tan Here Is The Chip T 1 Si Hickness Ratio. N: R R R WDocument1 pageCos Tan Here Is The Chip T 1 Si Hickness Ratio. N: R R R WpmagrawalNo ratings yet
- Spur Gears Component GeneratorDocument4 pagesSpur Gears Component GeneratorJuan LopezNo ratings yet
- WIRGEN - 200iDocument8 pagesWIRGEN - 200iUrsut AngyNo ratings yet
- Theory of Metal Cutting Numericals PDFDocument2 pagesTheory of Metal Cutting Numericals PDFsanjayNo ratings yet
- Cutting Force MeasurementDocument4 pagesCutting Force MeasurementVrushiket PatilNo ratings yet
- 100 S Oem S: 102R Low Flow PumpheadDocument2 pages100 S Oem S: 102R Low Flow PumpheadtechniqueNo ratings yet
- Summer 2007 Pricelist: Electric Guitars and BassesDocument13 pagesSummer 2007 Pricelist: Electric Guitars and BassesRohan VergheseNo ratings yet
- Tassilipdf PDFDocument33 pagesTassilipdf PDFJustin LoucksNo ratings yet
- Intermediate Accounting Reporting and Analysis 3Rd Edition James Wahlen Full ChapterDocument67 pagesIntermediate Accounting Reporting and Analysis 3Rd Edition James Wahlen Full Chapterwilliam.rodriquez579100% (6)
- SLEM - PC11AG - Quarter1 - Week6Document30 pagesSLEM - PC11AG - Quarter1 - Week6Madz MaitsNo ratings yet
- Participants Workbook: Career Readiness Program (CRP)Document11 pagesParticipants Workbook: Career Readiness Program (CRP)adam_sproulNo ratings yet
- Marketing Plan: GoldilocksDocument18 pagesMarketing Plan: GoldilocksAkhia Visitacion100% (1)
- 65018-1A - Rev 0 - QSF 75 65018-1A Parts ManualDocument52 pages65018-1A - Rev 0 - QSF 75 65018-1A Parts Manualandrei20041No ratings yet
- Top 5 Strumming Patterns OK PDFDocument6 pagesTop 5 Strumming Patterns OK PDFjumpin_around100% (1)
- 19 8 English+Manual+Rt 3Document249 pages19 8 English+Manual+Rt 3aleba1975No ratings yet
- What Is Total Quality ManagementDocument4 pagesWhat Is Total Quality ManagementJayson Villena MalimataNo ratings yet
- Bunker & FW Supply ChecklistDocument3 pagesBunker & FW Supply ChecklistSampetua StmrgNo ratings yet
- Fertilizer Information System For Banana PlantatioDocument5 pagesFertilizer Information System For Banana PlantatioHazem EmadNo ratings yet
- Recruiting StrategiesDocument10 pagesRecruiting StrategiesAbhijeet PatraNo ratings yet
- BTD Course FileDocument23 pagesBTD Course FilePrashant S HadagaliNo ratings yet
- XML and PHPDocument33 pagesXML and PHPsplokbovNo ratings yet
- Handel e RuspoliDocument57 pagesHandel e RuspoliAndrea100% (1)
- Preview and Print A File: Which Microsoft Office 2010 Program Are You Using?Document4 pagesPreview and Print A File: Which Microsoft Office 2010 Program Are You Using?mili_ccNo ratings yet
- National Simultaneous Earthquake and Fire DrillsDocument2 pagesNational Simultaneous Earthquake and Fire DrillsCatherine TamayoNo ratings yet
- Price ScheduleDocument10 pagesPrice ScheduleRen SalazarNo ratings yet
- Vedic Astrology LagnaDocument24 pagesVedic Astrology LagnamarketsniperteluguNo ratings yet
- TFG Miguel SanchezDocument77 pagesTFG Miguel SanchezMazin MursiNo ratings yet
- Fluorescent Ultraviolet (UV) Lamp Apparatus Exposure of PlasticsDocument6 pagesFluorescent Ultraviolet (UV) Lamp Apparatus Exposure of PlasticsFlor Areli Reyes HernándezNo ratings yet
- PetretecDocument8 pagesPetretecVenkatesan KrishnachariNo ratings yet
- XProtect Expert Product SheetDocument2 pagesXProtect Expert Product SheetKrishna GhimireNo ratings yet
- International Dairy Journal: D.K. Hickey, T.P. Guinee, J. Hou, M.G. WilkinsonDocument6 pagesInternational Dairy Journal: D.K. Hickey, T.P. Guinee, J. Hou, M.G. WilkinsonBianca AndreeaNo ratings yet
- GL005 PIPE ROUTING GUIDELINE Rev 2Document22 pagesGL005 PIPE ROUTING GUIDELINE Rev 2MIlan100% (1)
- LSP 401 Ip S1 12-13Document4 pagesLSP 401 Ip S1 12-13Mary TeohNo ratings yet
























































































Download as xlsx, pdf, or txt
You might also like
- Iscar Quick CalculatorDocument16 pagesIscar Quick CalculatorJastreb Sxe33% (3)
- Wirtgen W150Document8 pagesWirtgen W150Ashraf m aliNo ratings yet
- Star Wars Republic Holonet NewsDocument13 pagesStar Wars Republic Holonet NewsJessie Abraham LaidlawNo ratings yet
- Chem 28 SyllabusDocument11 pagesChem 28 SyllabusDianne TorrecampoNo ratings yet
- Numturn 660-1500Document1 pageNumturn 660-1500Frederik HenderwanzaNo ratings yet
- Vt-1150 User ManualDocument22 pagesVt-1150 User ManualAnne RodriguesNo ratings yet
- Spur Gears Component Generator (Version: 2019 (Build 230136000, 136) )Document4 pagesSpur Gears Component Generator (Version: 2019 (Build 230136000, 136) )The bossNo ratings yet
- Mechanical Engineering DepartmentDocument2 pagesMechanical Engineering DepartmentArjit Goswami100% (1)
- Acople SKFDocument4 pagesAcople SKFyensebastianNo ratings yet
- Zupcasti Par B-F B 35Document4 pagesZupcasti Par B-F B 35Stefan MilojevicNo ratings yet
- Knuth Universal HeavyDocument9 pagesKnuth Universal HeavyTirta BudiawanNo ratings yet
- CABEÇOTES - HTT - Stanki - Glubokogo - SverleniyaDocument12 pagesCABEÇOTES - HTT - Stanki - Glubokogo - Sverleniyacarolina lopesNo ratings yet
- Modeling, Analysis and Optimization of Headstock of Vertical Machining Center 850Document7 pagesModeling, Analysis and Optimization of Headstock of Vertical Machining Center 850Pinank PatelNo ratings yet
- Zupcasti Par A-G B 16Document4 pagesZupcasti Par A-G B 16Stefan MilojevicNo ratings yet
- Cutting Speed and Feedrate SouthbayDocument5 pagesCutting Speed and Feedrate SouthbayShahed FacebookNo ratings yet
- TMV-510T+APC: Tapping CenterDocument2 pagesTMV-510T+APC: Tapping CentersevenlakesguyNo ratings yet
- app32790749 (1)Document6 pagesapp32790749 (1)mohdw3670No ratings yet
- CNC Group ProjectDocument16 pagesCNC Group Projectpjpatel5999No ratings yet
- Assignment: Q.N.1. in A Turning Operation, It Was Observed That The Tool Life Was 150 Minutes When The CuttingDocument7 pagesAssignment: Q.N.1. in A Turning Operation, It Was Observed That The Tool Life Was 150 Minutes When The CuttingAnkesh KapilNo ratings yet
- Spare Parts List HDS 990 PDFDocument48 pagesSpare Parts List HDS 990 PDFconstantin balanNo ratings yet
- 1PH8133-3AF02-2AA1-Z U60+X01 Datasheet enDocument1 page1PH8133-3AF02-2AA1-Z U60+X01 Datasheet enMohamad RagabNo ratings yet
- Addis Ababa Science and Technology University College of Electrical and Mechanical Engineering Department of Electromechanical EngineeringDocument52 pagesAddis Ababa Science and Technology University College of Electrical and Mechanical Engineering Department of Electromechanical EngineeringrrhoshackNo ratings yet
- 2 Numericals Bank MP II PDFDocument7 pages2 Numericals Bank MP II PDFThenarasumohanveluNo ratings yet
- 1le5603 3BB53 4ab3Document2 pages1le5603 3BB53 4ab3MostafaElrakhawyNo ratings yet
- List of Needed MachinesDocument6 pagesList of Needed MachinesAyech NabilNo ratings yet
- Sample Solution On The Exercises (Lecture 3)Document3 pagesSample Solution On The Exercises (Lecture 3)murwanashyaka augustinNo ratings yet
- JRF-C&Z 70 - 300Document16 pagesJRF-C&Z 70 - 300Ravi ChandranNo ratings yet
- TPX611B 3Document9 pagesTPX611B 3LeonNo ratings yet
- Speed and Feed For Lathe MachiningDocument6 pagesSpeed and Feed For Lathe MachiningThinesh ChanderNo ratings yet
- Spur Gears Component GenDocument6 pagesSpur Gears Component GendexterisNo ratings yet
- Testing FacilitiesDocument5 pagesTesting FacilitiesSuraj RawatNo ratings yet
- Lathe OperationsDocument40 pagesLathe OperationsRavi Sharma100% (4)
- 40LM1-A15-7PD - 40 - 100 - REV6 - Conceal DuctDocument18 pages40LM1-A15-7PD - 40 - 100 - REV6 - Conceal DuctPhuNguyenHoangNo ratings yet
- Milling Tech Info FormulasDocument5 pagesMilling Tech Info Formulasசிலம்பரசன் செல்வராஜ்No ratings yet
- 2022.10.17 Quotation of AE55Y Slant Bed CNC LatheDocument15 pages2022.10.17 Quotation of AE55Y Slant Bed CNC LathebhaaNo ratings yet
- SRC Technical DataDocument6 pagesSRC Technical DataKamel NaitNo ratings yet
- Macpower CNC Machines Limited: QTN. NO.: MAC/BRD/JAP/2020-21/VER-6/158 DateDocument6 pagesMacpower CNC Machines Limited: QTN. NO.: MAC/BRD/JAP/2020-21/VER-6/158 DateVirjibhai khokhaniNo ratings yet
- Concept TURN 250: Technical SpecificationDocument26 pagesConcept TURN 250: Technical SpecificationVũ Mạnh Cường100% (1)
- Main Requirements For MILLAC 853PF-5XDocument23 pagesMain Requirements For MILLAC 853PF-5Xgolf94No ratings yet
- Model # 4Th3S+Ssv3-1626Thb, Selfeeder™ CNC Turret Head 4Th3S Drilling UnitsDocument2 pagesModel # 4Th3S+Ssv3-1626Thb, Selfeeder™ CNC Turret Head 4Th3S Drilling UnitsrenatoeliegeNo ratings yet
- Fully Enclosed Exchange Table Fiber Laser Cutting MachineDocument3 pagesFully Enclosed Exchange Table Fiber Laser Cutting MachinevfqhwqmgsdNo ratings yet
- By Pass Valve BifurcationDocument5 pagesBy Pass Valve BifurcationSarthak EnterprisesNo ratings yet
- FCU Submittal Part 3 of 3Document90 pagesFCU Submittal Part 3 of 3ClarkFedele27No ratings yet
- CombinepdfDocument376 pagesCombinepdfTech DesignNo ratings yet
- LAB Budget 2020-2021Document8 pagesLAB Budget 2020-2021fahadfadi48No ratings yet
- Vibrating Screen ManualDocument36 pagesVibrating Screen ManualJUNIOR ANDERSON TINOCO FALERONo ratings yet
- Press Brake Machine WC67K-80T-3200Document4 pagesPress Brake Machine WC67K-80T-3200Jonathan GomezNo ratings yet
- 1le5584 3aa03 4ab4Document2 pages1le5584 3aa03 4ab4Dharmesh ChanawalaNo ratings yet
- Vajra-130 Dap - Top GearDocument2 pagesVajra-130 Dap - Top Gearhtc wolfNo ratings yet
- 2022 Production Machinery GuidelineDocument5 pages2022 Production Machinery GuidelineSATURNINONo ratings yet
- Millwright Lathe OperationsDocument44 pagesMillwright Lathe Operationsmarayahkerie18No ratings yet
- Tec 238719-IT010046Document7 pagesTec 238719-IT010046Mirza MulaomerovicNo ratings yet
- Bevel Gears Component GeneratorDocument3 pagesBevel Gears Component GeneratorAos GidionNo ratings yet
- Catalogue 0501Document8 pagesCatalogue 0501Neeraj VohraNo ratings yet
- Spur Gears Component GeneratorDocument4 pagesSpur Gears Component GeneratorRodrigo NavarreteNo ratings yet
- Cos Tan Here Is The Chip T 1 Si Hickness Ratio. N: R R R WDocument1 pageCos Tan Here Is The Chip T 1 Si Hickness Ratio. N: R R R WpmagrawalNo ratings yet
- Spur Gears Component GeneratorDocument4 pagesSpur Gears Component GeneratorJuan LopezNo ratings yet
- WIRGEN - 200iDocument8 pagesWIRGEN - 200iUrsut AngyNo ratings yet
- Theory of Metal Cutting Numericals PDFDocument2 pagesTheory of Metal Cutting Numericals PDFsanjayNo ratings yet
- Cutting Force MeasurementDocument4 pagesCutting Force MeasurementVrushiket PatilNo ratings yet
- 100 S Oem S: 102R Low Flow PumpheadDocument2 pages100 S Oem S: 102R Low Flow PumpheadtechniqueNo ratings yet
- Summer 2007 Pricelist: Electric Guitars and BassesDocument13 pagesSummer 2007 Pricelist: Electric Guitars and BassesRohan VergheseNo ratings yet
- Tassilipdf PDFDocument33 pagesTassilipdf PDFJustin LoucksNo ratings yet
- Intermediate Accounting Reporting and Analysis 3Rd Edition James Wahlen Full ChapterDocument67 pagesIntermediate Accounting Reporting and Analysis 3Rd Edition James Wahlen Full Chapterwilliam.rodriquez579100% (6)
- SLEM - PC11AG - Quarter1 - Week6Document30 pagesSLEM - PC11AG - Quarter1 - Week6Madz MaitsNo ratings yet
- Participants Workbook: Career Readiness Program (CRP)Document11 pagesParticipants Workbook: Career Readiness Program (CRP)adam_sproulNo ratings yet
- Marketing Plan: GoldilocksDocument18 pagesMarketing Plan: GoldilocksAkhia Visitacion100% (1)
- 65018-1A - Rev 0 - QSF 75 65018-1A Parts ManualDocument52 pages65018-1A - Rev 0 - QSF 75 65018-1A Parts Manualandrei20041No ratings yet
- Top 5 Strumming Patterns OK PDFDocument6 pagesTop 5 Strumming Patterns OK PDFjumpin_around100% (1)
- 19 8 English+Manual+Rt 3Document249 pages19 8 English+Manual+Rt 3aleba1975No ratings yet
- What Is Total Quality ManagementDocument4 pagesWhat Is Total Quality ManagementJayson Villena MalimataNo ratings yet
- Bunker & FW Supply ChecklistDocument3 pagesBunker & FW Supply ChecklistSampetua StmrgNo ratings yet
- Fertilizer Information System For Banana PlantatioDocument5 pagesFertilizer Information System For Banana PlantatioHazem EmadNo ratings yet
- Recruiting StrategiesDocument10 pagesRecruiting StrategiesAbhijeet PatraNo ratings yet
- BTD Course FileDocument23 pagesBTD Course FilePrashant S HadagaliNo ratings yet
- XML and PHPDocument33 pagesXML and PHPsplokbovNo ratings yet
- Handel e RuspoliDocument57 pagesHandel e RuspoliAndrea100% (1)
- Preview and Print A File: Which Microsoft Office 2010 Program Are You Using?Document4 pagesPreview and Print A File: Which Microsoft Office 2010 Program Are You Using?mili_ccNo ratings yet
- National Simultaneous Earthquake and Fire DrillsDocument2 pagesNational Simultaneous Earthquake and Fire DrillsCatherine TamayoNo ratings yet
- Price ScheduleDocument10 pagesPrice ScheduleRen SalazarNo ratings yet
- Vedic Astrology LagnaDocument24 pagesVedic Astrology LagnamarketsniperteluguNo ratings yet
- TFG Miguel SanchezDocument77 pagesTFG Miguel SanchezMazin MursiNo ratings yet
- Fluorescent Ultraviolet (UV) Lamp Apparatus Exposure of PlasticsDocument6 pagesFluorescent Ultraviolet (UV) Lamp Apparatus Exposure of PlasticsFlor Areli Reyes HernándezNo ratings yet
- PetretecDocument8 pagesPetretecVenkatesan KrishnachariNo ratings yet
- XProtect Expert Product SheetDocument2 pagesXProtect Expert Product SheetKrishna GhimireNo ratings yet
- International Dairy Journal: D.K. Hickey, T.P. Guinee, J. Hou, M.G. WilkinsonDocument6 pagesInternational Dairy Journal: D.K. Hickey, T.P. Guinee, J. Hou, M.G. WilkinsonBianca AndreeaNo ratings yet
- GL005 PIPE ROUTING GUIDELINE Rev 2Document22 pagesGL005 PIPE ROUTING GUIDELINE Rev 2MIlan100% (1)
- LSP 401 Ip S1 12-13Document4 pagesLSP 401 Ip S1 12-13Mary TeohNo ratings yet