Download as docx, pdf, or txt
You might also like
- 1991 Honda Accord 2.2L Wiring DiagramsDocument18 pages1991 Honda Accord 2.2L Wiring DiagramsAudirwbenz Ruben67% (3)
- Final Report of Major Project Bharathi CementDocument52 pagesFinal Report of Major Project Bharathi Cementmoula100% (3)
- CBLM FinalDocument33 pagesCBLM Finalopep7780% (10)
- Report On Industrial TrainingDocument40 pagesReport On Industrial Trainingveeresh0% (1)
- I - 6 Batch 2022 Project ReportDocument72 pagesI - 6 Batch 2022 Project Reportvilla srisuryaNo ratings yet
- Self Compacting ConcreteDocument48 pagesSelf Compacting Concreteshweta sharmaNo ratings yet
- Umesh Chandra Industrial Training ReportDocument36 pagesUmesh Chandra Industrial Training ReportRohit KondaNo ratings yet
- Ready Mix Concrete: Economic and Qualitative Growth For Construction IndustryDocument11 pagesReady Mix Concrete: Economic and Qualitative Growth For Construction IndustryVishwanath MurthyNo ratings yet
- Ready Mix Concrete: Economic and Qualitative Growth For Construction IndustryDocument12 pagesReady Mix Concrete: Economic and Qualitative Growth For Construction IndustryVikram MeenaNo ratings yet
- Final Doc JagadeeshDocument21 pagesFinal Doc JagadeeshS SREENATHNo ratings yet
- Jkcement Summer Training Report by SunilDocument50 pagesJkcement Summer Training Report by Sunilanirudh singh solankiNo ratings yet
- Seminar ReportDocument29 pagesSeminar ReportNaveen Gowda k sNo ratings yet
- Prevention of Permanent Deformation of Flexible PavementsDocument31 pagesPrevention of Permanent Deformation of Flexible PavementsRam prasad D.S Ram prasad D.SNo ratings yet
- Seminar Report On Reactive Powder Concrete Civil EngineeringDocument21 pagesSeminar Report On Reactive Powder Concrete Civil EngineeringKrishnanand Patat100% (1)
- A Project Report On m40-1Document41 pagesA Project Report On m40-1Ayush KumarNo ratings yet
- "Fabrication of Impact Testing Machine": Diploma in Mechanical Engineering ProgrammeDocument59 pages"Fabrication of Impact Testing Machine": Diploma in Mechanical Engineering ProgrammemanjaNo ratings yet
- Experimental Study On Self Compacting Concrete Final ReportDocument43 pagesExperimental Study On Self Compacting Concrete Final ReportTaimoor NasserNo ratings yet
- Bituminous (Asphalt) Road: Bachelor of TechnologyDocument22 pagesBituminous (Asphalt) Road: Bachelor of TechnologyBirjesh KumarNo ratings yet
- Final Training Report VishvendraDocument27 pagesFinal Training Report VishvendraNamo Narayan MeenaNo ratings yet
- Tata Projects Internship ReportDocument28 pagesTata Projects Internship ReportSushant Kase0% (3)
- LMMM Project Report of Minhaz Mohammed M ADocument90 pagesLMMM Project Report of Minhaz Mohammed M AMinhazMohammed100% (2)
- Training Report3Document51 pagesTraining Report3Alam Mohammad Parvez SaifiNo ratings yet
- "Hapur-Pilakhua Development Authority": A Practical Training Report ONDocument22 pages"Hapur-Pilakhua Development Authority": A Practical Training Report ONVedant SharmaNo ratings yet
- Ilovepdf MergedDocument35 pagesIlovepdf MergedMitesh TankdaNo ratings yet
- Industrial Training Report (Road Sector)Document30 pagesIndustrial Training Report (Road Sector)Hasan HM78% (27)
- Sai SaminarDocument23 pagesSai SaminarPavan KumarNo ratings yet
- Industrial Training/Visit Report 2013-17Document8 pagesIndustrial Training/Visit Report 2013-17NIVYA PCNo ratings yet
- Ilovepdf MergedDocument61 pagesIlovepdf MergedShivangi KumariNo ratings yet
- Wa0006Document14 pagesWa0006Revathy K RNo ratings yet
- Report On Industrial Visit To P.V.Narasimha Rao Elevated Express Highway, Hyd (IV B.Tech I Sem)Document8 pagesReport On Industrial Visit To P.V.Narasimha Rao Elevated Express Highway, Hyd (IV B.Tech I Sem)paul dhinakarNo ratings yet
- Mini Project ReportDocument26 pagesMini Project Report4NM19CV009 ANIRUDH N TANTRYNo ratings yet
- METRODocument12 pagesMETRONIVYA PCNo ratings yet
- Pre ContractDocument121 pagesPre Contractசுயந்தன் சவுண்டீஸ்வரன்No ratings yet
- Internship ReportDocument59 pagesInternship ReportAddandi Ashrith Reddy ce21b002No ratings yet
- Hareesh Technical Seminar Report 2Document30 pagesHareesh Technical Seminar Report 2Mi CkyNo ratings yet
- Report On 4 The Year ProjectDocument72 pagesReport On 4 The Year ProjectPranjal SinghNo ratings yet
- Industrial Training Report: Office Executive Engineer Provincial Division PWD (Aligarh)Document44 pagesIndustrial Training Report: Office Executive Engineer Provincial Division PWD (Aligarh)Anonymous wgEDZOBB7No ratings yet
- Internship Mumbai Metro: AbhishekDocument30 pagesInternship Mumbai Metro: AbhishekAbhishekJainNo ratings yet
- INTERNSHIP ROCKY FinalDocument43 pagesINTERNSHIP ROCKY FinalRanga RangaNo ratings yet
- Raviprakash S: Qualification School/Institute Year of Passing Secured MarksDocument2 pagesRaviprakash S: Qualification School/Institute Year of Passing Secured MarksKayalvizhi SubramaniNo ratings yet
- Railway MPDocument15 pagesRailway MPSk songNo ratings yet
- Final RepDocument37 pagesFinal RepYash GulhaneNo ratings yet
- Concreting Times by Schwing Stetter Vol 2 Issue 6Document12 pagesConcreting Times by Schwing Stetter Vol 2 Issue 6Hiren Desai0% (1)
- Construction of Flexible Pavement: Noida Institute of Enginering & Technology Greater NoidaDocument38 pagesConstruction of Flexible Pavement: Noida Institute of Enginering & Technology Greater Noidahimanshug0003No ratings yet
- Akshat Saini ReportDocument18 pagesAkshat Saini ReportVijay k SainiNo ratings yet
- Submitted by Esampalli Ravi Kumar - 10521A0314 Musunuri Madhu Babu - 10521A0333 Gulipalli Ravi Teja - 10521A0317 Paruvu Venkata Rajendra - 10521A0339Document64 pagesSubmitted by Esampalli Ravi Kumar - 10521A0314 Musunuri Madhu Babu - 10521A0333 Gulipalli Ravi Teja - 10521A0317 Paruvu Venkata Rajendra - 10521A0339Manikanta Naidu100% (1)
- Project Report Batch 4 .1Document18 pagesProject Report Batch 4 .1mantosh kumarNo ratings yet
- Construction of Retaining Wall and Flexible PavementDocument46 pagesConstruction of Retaining Wall and Flexible Pavementatharvpathade25No ratings yet
- Report On Internship PDFDocument24 pagesReport On Internship PDFAm C100% (5)
- Seminar On Mivan Technology The Aluminium FormworkDocument36 pagesSeminar On Mivan Technology The Aluminium FormworkCivilTY09Aditya GavaliNo ratings yet
- Industrial Training PPT Rameshvar 1709700087Document22 pagesIndustrial Training PPT Rameshvar 1709700087Shubhanshu KumarNo ratings yet
- Industrial Training Report FinalDocument29 pagesIndustrial Training Report FinalMattam AbhishekNo ratings yet
- Wa0006.Document29 pagesWa0006.patel2732sNo ratings yet
- Final A2Document34 pagesFinal A2darkdevil12082001No ratings yet
- Presentable Industrial Training Experience GabrielDocument15 pagesPresentable Industrial Training Experience GabrielOkortnne AyibaNo ratings yet
- Uwakima Akpan Technical Experience Report For CORENDocument36 pagesUwakima Akpan Technical Experience Report For CORENUWAKIMA AKPANNo ratings yet
- Intelligent Braking System - Project ReportDocument45 pagesIntelligent Braking System - Project Reportpawan kumarNo ratings yet
- Visvesvaraya Technological University: "Fiber Reinforced Concrete"Document3 pagesVisvesvaraya Technological University: "Fiber Reinforced Concrete"hemanthNo ratings yet
- Visvesvaraya Technological University: Srinivas B V 1RN16CV051Document20 pagesVisvesvaraya Technological University: Srinivas B V 1RN16CV051Srinivas B VNo ratings yet
- Deogratias Katabwa CVDocument5 pagesDeogratias Katabwa CVDeogratius KatabwaNo ratings yet
- 075-Request For Physical and Chemical Properties Testing of Aggregates and Dust.Document1 page075-Request For Physical and Chemical Properties Testing of Aggregates and Dust.pawan nagarkotiNo ratings yet
- Motor Truck Logging Methods Engineering Experiment Station Series, Bulletin No. 12From EverandMotor Truck Logging Methods Engineering Experiment Station Series, Bulletin No. 12No ratings yet
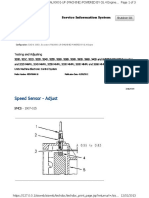
- Speed Sensor - AdjustDocument3 pagesSpeed Sensor - AdjustHantharNo ratings yet
- VMP 530vhmDocument2 pagesVMP 530vhmelienai10% (1)
- Air Handling Systm in Pharmaceutical Manufacturing Pharm R.A. BinitieDocument86 pagesAir Handling Systm in Pharmaceutical Manufacturing Pharm R.A. Binitiemuratguzel100% (2)
- Pipe Material Strength CalculationDocument8 pagesPipe Material Strength CalculationnidhinNo ratings yet
- Operating - The - Forklift - Parts (Safety Forklift) PDFDocument19 pagesOperating - The - Forklift - Parts (Safety Forklift) PDFsugar44No ratings yet
- DozerDocument4 pagesDozerbipin kumarNo ratings yet
- Remedial Exam For Tle 9 AgricultureDocument4 pagesRemedial Exam For Tle 9 Agriculturemanilyn fernandez0% (1)
- Fibres and Plastic Worksheet - 1Document7 pagesFibres and Plastic Worksheet - 1SMKNo ratings yet
- Builders Sample-02Document3 pagesBuilders Sample-02anchor poojaNo ratings yet
- Analysis of Flexible Pavements Using IIT Pave: Harish G RDocument4 pagesAnalysis of Flexible Pavements Using IIT Pave: Harish G RAyush KumarNo ratings yet
- WTP 5043 Retaining Wall Works NilaiDocument4 pagesWTP 5043 Retaining Wall Works NilaiFamilypizza PerlisNo ratings yet
- If VlookupDocument107 pagesIf VlookupkinaNo ratings yet
- Ied Explosive Effects FundamentalsDocument34 pagesIed Explosive Effects FundamentalsRJay JacabanNo ratings yet
- Mitsubishi Motors: Dimensional ViewsDocument12 pagesMitsubishi Motors: Dimensional ViewsGermán LüerNo ratings yet
- Production Engg - Herriot Watt Series 1. Performance of Flowing WellsDocument7 pagesProduction Engg - Herriot Watt Series 1. Performance of Flowing WellsNitin GandhareNo ratings yet
- Cavagna Group Engineering Catalogue PDFDocument52 pagesCavagna Group Engineering Catalogue PDFMarcosNo ratings yet
- Amvex Continuous Vacuum Regulator ManualDocument4 pagesAmvex Continuous Vacuum Regulator ManualPeter AyalaNo ratings yet
- Sinumerik 840D - SL 828D ISO PDFDocument222 pagesSinumerik 840D - SL 828D ISO PDFLincoln AntonioNo ratings yet
- The Feasibility Study ON The Construction OF A New Bridge Across River Nile at Jinja IN The Republic of UgandaDocument33 pagesThe Feasibility Study ON The Construction OF A New Bridge Across River Nile at Jinja IN The Republic of UgandaSony JsdNo ratings yet
- How To Set Up Dewatering Plan For ExcavationsDocument5 pagesHow To Set Up Dewatering Plan For ExcavationsNaveen BansalNo ratings yet
- XXXXXXXXXXDocument2 pagesXXXXXXXXXXAdolfo BlasNo ratings yet
- Geotech - 2Document2 pagesGeotech - 2Sanket AgrawalNo ratings yet
- University of Santo Tomas Faculty of Engineering Mechanical Engineering DepartmentDocument52 pagesUniversity of Santo Tomas Faculty of Engineering Mechanical Engineering DepartmentKim Howard CastilloNo ratings yet
- Manning Contemporary Church Lighting Catalog C10 5-88Document44 pagesManning Contemporary Church Lighting Catalog C10 5-88Alan Masters100% (1)
- DENSO at A GlanceDocument9 pagesDENSO at A GlanceBanu Arief RachmadiNo ratings yet
- Zone CHK'D Date REV ECN Change or Addition: Balance Bar & 77 Series M/C AssemblyDocument1 pageZone CHK'D Date REV ECN Change or Addition: Balance Bar & 77 Series M/C AssemblyVojko VidovičNo ratings yet
- Lecture-4 R.C.C SlabDocument14 pagesLecture-4 R.C.C SlabAnmol MehanNo ratings yet
- AscoliteDocument3 pagesAscoliteAntony Valentine PatrickNo ratings yet