Download as pdf or txt
You might also like
- 05-Back To Basics - Your Guide To Manufacturing Excellence (Series On Resource Management) - Steven PDFDocument213 pages05-Back To Basics - Your Guide To Manufacturing Excellence (Series On Resource Management) - Steven PDFPoya KhNo ratings yet
- Manual D398 CAT Ajustes EspecificacionesDocument259 pagesManual D398 CAT Ajustes Especificacionescristian100% (6)
- Star Trek Federation Ship ManualDocument229 pagesStar Trek Federation Ship ManualTheo Buchelos94% (32)
- Heiden RotatorsGR104DBDocument3 pagesHeiden RotatorsGR104DBsssydorenko100% (1)
- Amortiguadores ShibumiDocument129 pagesAmortiguadores ShibumirodrigochoqNo ratings yet
- ETO NA TALAGA FINAL OUTPUT in TOURISM PLANNINGDocument31 pagesETO NA TALAGA FINAL OUTPUT in TOURISM PLANNINGEmie YakiyamaNo ratings yet
- 01 - Preliminary Design Presentation July 18 2013Document96 pages01 - Preliminary Design Presentation July 18 2013untoniNo ratings yet
- Quick Guide To Truck AerodynamicsDocument22 pagesQuick Guide To Truck AerodynamicsozcanyesilNo ratings yet
- The Autobiography of William Henry DonnerDocument166 pagesThe Autobiography of William Henry DonnerBen DencklaNo ratings yet
- Manual (3653266) - ISC, ISCe, QSC8 - PN Da Camisa PDFDocument4 pagesManual (3653266) - ISC, ISCe, QSC8 - PN Da Camisa PDFO mecanicoNo ratings yet
- 6lya SteDocument2 pages6lya SteotavogomesNo ratings yet
- WRIGHTN-20120702-131843-381CAE - New Rubber Track Introduction & Update PDFDocument4 pagesWRIGHTN-20120702-131843-381CAE - New Rubber Track Introduction & Update PDFkotvasilevNo ratings yet
- Eaton Airflex-Type CB BrochureDocument3 pagesEaton Airflex-Type CB BrochureAndi YusufNo ratings yet
- FD60 - 010100 - FD60 - 010200 - FD60 - 010300 - FD60 - 010400 - FD60 - 010500 - FD60 - 010600 - FD60 - 010700Document98 pagesFD60 - 010100 - FD60 - 010200 - FD60 - 010300 - FD60 - 010400 - FD60 - 010500 - FD60 - 010600 - FD60 - 010700Anonymous asjrub8cxANo ratings yet
- Catalog Vol32 Ver2Document158 pagesCatalog Vol32 Ver2Suzuki CardonNo ratings yet
- HL7807ADocument6 pagesHL7807AluismdmjNo ratings yet
- Parts ListDocument4 pagesParts ListAlejandro DhoNo ratings yet
- Daily Inspection SheetDocument1 pageDaily Inspection SheetAnonymous asjrub8cxANo ratings yet
- Katalog 1Document103 pagesKatalog 1INo ratings yet
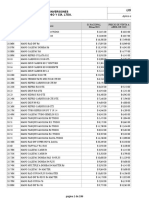
- Lista de Precios Nacional A Partir Del 01 Abril Del 2021 para Distribuidores Inr.Document186 pagesLista de Precios Nacional A Partir Del 01 Abril Del 2021 para Distribuidores Inr.Diego LópezNo ratings yet
- Wa420-1 S - N 10001-Up - Steering Demand Valve (#20001-)Document2 pagesWa420-1 S - N 10001-Up - Steering Demand Valve (#20001-)Lenin GullapalliNo ratings yet
- Spare Parts List: Hydraulic BreakersDocument32 pagesSpare Parts List: Hydraulic BreakersMiguel RicapaNo ratings yet
- 2 Vodia EscaneoDocument3 pages2 Vodia Escaneowladyco2018No ratings yet
- C1.5 For Miller Welding Machine 400CXDocument95 pagesC1.5 For Miller Welding Machine 400CXUmar Ikram100% (1)
- Machine Card DRDDocument3 pagesMachine Card DRDlampardNo ratings yet
- D275ax 5e0Document6 pagesD275ax 5e0noe bernabe inga100% (1)
- 03 - Futura Brochure PDFDocument27 pages03 - Futura Brochure PDFAvaa AmgaaNo ratings yet
- Tycd060 Na Tycd072 Na Tycd073 Na: Condenser Condenser CondenserDocument41 pagesTycd060 Na Tycd072 Na Tycd073 Na: Condenser Condenser CondenserArthur NhariNo ratings yet
- Spare Part List: 24-02-2009 Type: DateDocument96 pagesSpare Part List: 24-02-2009 Type: DateDaniel SzipinaNo ratings yet
- LPT 1613C / LPT 1613C EX: Parts ListDocument394 pagesLPT 1613C / LPT 1613C EX: Parts ListAnkit KapoorNo ratings yet
- 1026 CatalougeDocument63 pages1026 CatalougeShubh BhawsarNo ratings yet
- 950B Power Train PressuresDocument3 pages950B Power Train PressuresIbrahimHigazyNo ratings yet
- Lubrication Cross Reference ChartDocument1 pageLubrication Cross Reference ChartDaniel DaiaNo ratings yet
- Manitowoc Crane Group: 2159610000 (Sheet 2 of 2)Document73 pagesManitowoc Crane Group: 2159610000 (Sheet 2 of 2)Luis Arturo Arenales MaytaNo ratings yet
- John DreeDocument118 pagesJohn DreeHồng Sơn NguyễnNo ratings yet
- Perkins Catalogue 2015Document156 pagesPerkins Catalogue 2015RoroteNo ratings yet
- Productos OemDocument4 pagesProductos OemISRAEL ENRIQUE JAIMES CONTRERASNo ratings yet
- Timken Ball Bearings CatalogDocument126 pagesTimken Ball Bearings Catalogmohananc67No ratings yet
- High Quality Product Supplier Product Catalog: Cylinder Liner Liner Kit Piston Piston Ring Gasket Kit Crankshaft CamshaftDocument23 pagesHigh Quality Product Supplier Product Catalog: Cylinder Liner Liner Kit Piston Piston Ring Gasket Kit Crankshaft Camshaft符晓婷No ratings yet
- Russell Brake Lines CatalogDocument56 pagesRussell Brake Lines CatalogCAP History Library100% (1)
- YENMAK - Passenger Cars - Ligth Commercial Vehicles PDFDocument624 pagesYENMAK - Passenger Cars - Ligth Commercial Vehicles PDFsupljinaNo ratings yet
- Flex Plate and Housing, 4-390 Engine, 4t-390 EngineDocument3 pagesFlex Plate and Housing, 4-390 Engine, 4t-390 EngineNeftali FuentesNo ratings yet
- 38 3406C - STBY 9ES 00001-99999 False: Family: Model: Serial Number Prefix: Serial Number Range: Self Service Options OnlyDocument37 pages38 3406C - STBY 9ES 00001-99999 False: Family: Model: Serial Number Prefix: Serial Number Range: Self Service Options Onlyirsan pratama putraNo ratings yet
- DX-A Excavator Component LocationDocument36 pagesDX-A Excavator Component LocationZawminhtun100% (1)
- CTL55 Compact Track Loader Yanmar 4TNV84T Engine Parts Manual 917324BDocument42 pagesCTL55 Compact Track Loader Yanmar 4TNV84T Engine Parts Manual 917324Bjoe_black15No ratings yet
- B100 2616 150186 (CM9561)Document10 pagesB100 2616 150186 (CM9561)Mepita MecânicaNo ratings yet
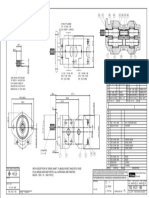
- PGP620B0360CE1H3MS6D5C-620A0290XB1D4B1B1: Third Angle ProjectionDocument1 pagePGP620B0360CE1H3MS6D5C-620A0290XB1D4B1B1: Third Angle ProjectionMilton Quispe ChillitupaNo ratings yet
- L PDFDocument48 pagesL PDFTaylorNo ratings yet
- Mjenjac Part ListDocument8 pagesMjenjac Part ListDado OgameNo ratings yet
- 81466001single Modulating ValveDocument8 pages81466001single Modulating ValvePapaNo ratings yet
- Section P Engine PDFDocument131 pagesSection P Engine PDFKonstantinNo ratings yet
- Hydraulic SystemsDocument4 pagesHydraulic SystemsJitendra KumarNo ratings yet
- Operation & Maintenance Manual Flail CutterDocument108 pagesOperation & Maintenance Manual Flail CutterHenry HuayhuaNo ratings yet
- DFA1101GZ5AD6J-907 Spare Parts Catalog - 2006-06 - English PDFDocument253 pagesDFA1101GZ5AD6J-907 Spare Parts Catalog - 2006-06 - English PDFWeifang Power100% (1)
- Japan KoreaDocument299 pagesJapan KorearenatoeliegeNo ratings yet
- Pressure Switch - 12PSIDocument1 pagePressure Switch - 12PSIMR BEA100% (1)
- 2.8TC - 2.8TCI Engine WingleDocument40 pages2.8TC - 2.8TCI Engine WingleCésar LuisNo ratings yet
- Catalog Sparkplugsglowplugs en 2018-07 A4 PDFDocument604 pagesCatalog Sparkplugsglowplugs en 2018-07 A4 PDFJuan Pablo Yañez Chapital100% (1)
- 2 Stroke Diesel Engine Components-1Document72 pages2 Stroke Diesel Engine Components-1EdemNo ratings yet
- A Brief History of The Walker Process Equipment Internal Spur Gear DriveDocument4 pagesA Brief History of The Walker Process Equipment Internal Spur Gear DriveAnanda Setya Dwi PutraNo ratings yet
- Boletin Mack Motores ASET - ETECH Soportes Ejes BalancinesDocument3 pagesBoletin Mack Motores ASET - ETECH Soportes Ejes BalancinesJose MarotoNo ratings yet
- Lift ChainDocument14 pagesLift ChainFadhilah Ruhendi PutraNo ratings yet
- Technical Note: S-Series Gear ReducersDocument7 pagesTechnical Note: S-Series Gear ReducerslingeshNo ratings yet
- Diesel Engine and Fuel Oil System of ALCODocument53 pagesDiesel Engine and Fuel Oil System of ALCOAditya Srivastava100% (2)
- This Is TestDocument20 pagesThis Is TestramapeddintiNo ratings yet
- The Diesel LocomotiveDocument24 pagesThe Diesel LocomotivePool KingNo ratings yet
- Ben KukkeDocument2 pagesBen KukkeadityaNo ratings yet
- OIIE Airport ChartDocument14 pagesOIIE Airport Chartmehran mahjoubNo ratings yet
- Kenya Market Update 1st Half 2022 9324Document8 pagesKenya Market Update 1st Half 2022 9324Alloye UtaNo ratings yet
- JNPT Port: Supply Chain ManagementDocument13 pagesJNPT Port: Supply Chain ManagementSnowil TuscanoNo ratings yet
- GGDocument5 pagesGGjose lopezNo ratings yet
- Maritime Declaration of HealthDocument3 pagesMaritime Declaration of HealthsyifafillahNo ratings yet
- FAARFIELD 1 - 4 Readme PDFDocument4 pagesFAARFIELD 1 - 4 Readme PDFsurajNo ratings yet
- Airasia Comprehensive Case Analysis 2Document32 pagesAirasia Comprehensive Case Analysis 2Shaina Mae C ValenzuelaNo ratings yet
- Vertical Pile Load Test (Sabarmati Station Building)Document9 pagesVertical Pile Load Test (Sabarmati Station Building)Vipin Kumar ParasharNo ratings yet
- Appeal Decision 3259637 - Willow Bank Road, AldertonDocument18 pagesAppeal Decision 3259637 - Willow Bank Road, AldertonMark Watts-JonesNo ratings yet
- Research On The Application of Fuzzy Bayesian NetwDocument19 pagesResearch On The Application of Fuzzy Bayesian NetwFatih AtaselimNo ratings yet
- Mayo 2009Document110 pagesMayo 2009Diego De La FuenteNo ratings yet
- Mumbai Pune ExpresswayDocument7 pagesMumbai Pune ExpresswayRachit KhandelwalNo ratings yet
- Acoustic Emission TestsDocument8 pagesAcoustic Emission TestsDBasak_1974No ratings yet
- TNSUDPDocument67 pagesTNSUDPkrishnaNo ratings yet
- Use The Designated Fuse & Relay Only: SD100-1 Fuse & Relay Information (1) I/P Junction BoxDocument4 pagesUse The Designated Fuse & Relay Only: SD100-1 Fuse & Relay Information (1) I/P Junction BoxAndrésNo ratings yet
- Coleccion de Cocinas BrittaniaDocument76 pagesColeccion de Cocinas BrittaniaLauraPerezNo ratings yet
- Region 02: The Learner Produces A Detailed Abstract of Information Gathered From The Various Academic Texts ReadDocument6 pagesRegion 02: The Learner Produces A Detailed Abstract of Information Gathered From The Various Academic Texts ReadRomy Sales Grande Jr.No ratings yet
- Stowage FactorDocument11 pagesStowage FactorSuryaprakash TiwariNo ratings yet
- Shimano HubDocument1 pageShimano HublittelNo ratings yet
- Acc Forces On Drive WheeelsDocument11 pagesAcc Forces On Drive WheeelsJameel KhanNo ratings yet
- JMS Healthcare PHL, Inc.: Date Company ID Name DEPT. Name/Code Travel ExpenseDocument13 pagesJMS Healthcare PHL, Inc.: Date Company ID Name DEPT. Name/Code Travel ExpenseJR CrusisNo ratings yet
- The Volvo Group 'S Product Offering: TrucksDocument2 pagesThe Volvo Group 'S Product Offering: TrucksselvamejiaNo ratings yet
- J420 GS LL ContainerDocument36 pagesJ420 GS LL Containerbananarj67% (3)