
RSM Basic PDF
RSM Basic PDF
You might also like
- Sample Questions Mathematics Category 2Document8 pagesSample Questions Mathematics Category 2Rufat Asgarov100% (1)
- L'Oreal Study CaseDocument18 pagesL'Oreal Study Casegadis fazrina rasam100% (1)
- Anodizingv Parameters Optimization of Ti6Al4V Titanium Alloy Using Response Surface MethodologyDocument15 pagesAnodizingv Parameters Optimization of Ti6Al4V Titanium Alloy Using Response Surface Methodologybilal mereiNo ratings yet
- Regression Analysis and Optimization of Hardfacing of Inconel For Maximum Strength Using RSMDocument5 pagesRegression Analysis and Optimization of Hardfacing of Inconel For Maximum Strength Using RSMGohar ZamanNo ratings yet
- Optimization of Machining Parameters in PDFDocument6 pagesOptimization of Machining Parameters in PDF임학진No ratings yet
- Optimisation of EDM Process With Fuzzy Logic Technique: C. K. Biswas and Shailesh DewanganDocument4 pagesOptimisation of EDM Process With Fuzzy Logic Technique: C. K. Biswas and Shailesh DewanganNguyễn Hữu PhấnNo ratings yet
- JAFM Volume 14 Issue 6 Pages 1705-1716Document12 pagesJAFM Volume 14 Issue 6 Pages 1705-1716dappadock888No ratings yet
- COPEN 32.revised Manuscript 126Document4 pagesCOPEN 32.revised Manuscript 126akhtar khanNo ratings yet
- Nonisothermal Warm Deep Drawing Behavior of Automotive Grade Aluminum Alloy SheetsDocument11 pagesNonisothermal Warm Deep Drawing Behavior of Automotive Grade Aluminum Alloy SheetsNano KusumaNo ratings yet
- 4.isca RJRS 2012 180Document8 pages4.isca RJRS 2012 180DrRoja A RNo ratings yet
- A Quadratic Yield Function With Multi-Involved-Yield Surfaces Describing Anisotropic Behaviors of Sheet Metals Under Tension/compressionDocument12 pagesA Quadratic Yield Function With Multi-Involved-Yield Surfaces Describing Anisotropic Behaviors of Sheet Metals Under Tension/compressionDanielaAndreaRoldanNo ratings yet
- Paper ShobraDocument15 pagesPaper ShobrapatigovNo ratings yet
- Minimization of Welding Residual Stress and Distortion inDocument22 pagesMinimization of Welding Residual Stress and Distortion inErma Sulistyo RNo ratings yet
- Nguyen2020 Article OptimizationOfMillingParameterDocument15 pagesNguyen2020 Article OptimizationOfMillingParameterAtif SaeedNo ratings yet
- Effect and Optimization of Machining Parameters On Cutting Force and Surface Finish in Turning of Mild Steel and AluminumDocument8 pagesEffect and Optimization of Machining Parameters On Cutting Force and Surface Finish in Turning of Mild Steel and AluminumIzzah HzmhNo ratings yet
- Machine Design, Vol.3 (2011) No.4, ISSN 1821-1259 Pp. 273-276Document4 pagesMachine Design, Vol.3 (2011) No.4, ISSN 1821-1259 Pp. 273-276Nizam Sudin Dan KhatijahNo ratings yet
- WEI,+V8 No1 64 75Document12 pagesWEI,+V8 No1 64 75Phong TrầnNo ratings yet
- Paper Aimtdr SCLDocument6 pagesPaper Aimtdr SCLMohan Kumar Pradhan Associate ProfessorNo ratings yet
- Model Set 2 FeaDocument2 pagesModel Set 2 FeaKalai ArasanNo ratings yet
- Optimization and Analysis of Process Parameters in Micro-Drilling Using Response Surface MethodologyDocument8 pagesOptimization and Analysis of Process Parameters in Micro-Drilling Using Response Surface MethodologyTJPRC PublicationsNo ratings yet
- Multi Response Optimization of Machining Parameters of Drilling Al/Sic Metal Matrix Composite Using Grey Relational Analysis in The Taguchi MethodDocument6 pagesMulti Response Optimization of Machining Parameters of Drilling Al/Sic Metal Matrix Composite Using Grey Relational Analysis in The Taguchi MethodeniNo ratings yet
- 21 THEORY OF METAL MACHINING SolutionsDocument7 pages21 THEORY OF METAL MACHINING SolutionsTiyaniNo ratings yet
- Optimization of Cutting Force of Turning of AISI 1018 Mild Carbon Steel Using RSMDocument10 pagesOptimization of Cutting Force of Turning of AISI 1018 Mild Carbon Steel Using RSMEditor IJTSRDNo ratings yet
- Optimizing Multiple Quality Characteristics Via Taguchi Method-Based Grey AnalysisDocument10 pagesOptimizing Multiple Quality Characteristics Via Taguchi Method-Based Grey AnalysisKhashayar NarooeiNo ratings yet
- Fourment 1996Document18 pagesFourment 1996Henrique André HeinenNo ratings yet
- A Novel Satisfaction Function and Distance-Based Approach For Machining Performance Optimization During Electro-Discharge Machining On Super Alloy Inconel 718Document22 pagesA Novel Satisfaction Function and Distance-Based Approach For Machining Performance Optimization During Electro-Discharge Machining On Super Alloy Inconel 718mustafa sertNo ratings yet
- Modeling and Analysis of The Effects of Machining Parameters On The Performance Characteristics in The Edm Process of Al O +tic Mixed CeramicDocument11 pagesModeling and Analysis of The Effects of Machining Parameters On The Performance Characteristics in The Edm Process of Al O +tic Mixed CeramicusbkitsNo ratings yet
- Multi-Response Optimization of Turning Parameters Using The Grey-Based Taguchi MethodDocument4 pagesMulti-Response Optimization of Turning Parameters Using The Grey-Based Taguchi Methodfranko_puhNo ratings yet
- Determination and Optimization of Cylindrical Grinding Process Parameters Using Taguchi Method and Regression AnalysisDocument7 pagesDetermination and Optimization of Cylindrical Grinding Process Parameters Using Taguchi Method and Regression AnalysishaiheeeNo ratings yet
- Análise Analítica e Experimental Do Processo de Repuxo Profundo para Elementos Bimetálicos#Document4 pagesAnálise Analítica e Experimental Do Processo de Repuxo Profundo para Elementos Bimetálicos#Fabricio PertileNo ratings yet
- 01 Olleak Egypt JapanUnivofScienceandTechnology PDocument8 pages01 Olleak Egypt JapanUnivofScienceandTechnology PaykutartacNo ratings yet
- Application of High Tension Roll Separator For The Separation of Titanium Bearing Minerals: Process Modeling and OptimizationDocument8 pagesApplication of High Tension Roll Separator For The Separation of Titanium Bearing Minerals: Process Modeling and OptimizationjeffreypabzNo ratings yet
- A Study of The Effects of Machining Parameters On Surface Roughness Using Response Surface MethodDocument12 pagesA Study of The Effects of Machining Parameters On Surface Roughness Using Response Surface MethodIAEME Publication100% (1)
- Optimization of Turning Process Parameters Through Doe For 'Surface Finish' and 'Tool Wear'Document3 pagesOptimization of Turning Process Parameters Through Doe For 'Surface Finish' and 'Tool Wear'sivaNo ratings yet
- (I Articulo) 2011 IJEMS 18 (5) 351-360Document10 pages(I Articulo) 2011 IJEMS 18 (5) 351-360Esteban MerinoNo ratings yet
- Tribology in Industry: O. Fanidi, A.A. Kostryukov, A.V. Shchedrin, I.Yu. IgnatkinDocument11 pagesTribology in Industry: O. Fanidi, A.A. Kostryukov, A.V. Shchedrin, I.Yu. IgnatkinDjamel DjamNo ratings yet
- ReviewDocument24 pagesReviewhunters eNo ratings yet
- Design of PCB Search Coils For AC Magnetic Ux Density MeasurementDocument11 pagesDesign of PCB Search Coils For AC Magnetic Ux Density Measurementprabalmahajanspam2No ratings yet
- Ijamev4n6spl 13 2Document8 pagesIjamev4n6spl 13 2Rohit SahuNo ratings yet
- MFE004Document34 pagesMFE004Logic ManjuNo ratings yet
- 16ED653 - II Sem - April2018Document2 pages16ED653 - II Sem - April2018SREENATH S.SNo ratings yet
- A Genetic Algorithmic Approach For Optimization of Surface Roughness Prediction Model 2002 International Journal of Machine Tools and ManufactureDocument6 pagesA Genetic Algorithmic Approach For Optimization of Surface Roughness Prediction Model 2002 International Journal of Machine Tools and ManufactureBlancaliz HigashinoNo ratings yet
- Electrode Wear Rate of Graphite Electrode During Edm Process On Titanium Alloy M. A. R. Khan, M. M. Rahman and K. KadirgamaDocument6 pagesElectrode Wear Rate of Graphite Electrode During Edm Process On Titanium Alloy M. A. R. Khan, M. M. Rahman and K. KadirgamaNui Yuhu KuwNo ratings yet
- Optimizing The Laser-Welded Butt Joints of Medium Carbon Steel Using RSMDocument4 pagesOptimizing The Laser-Welded Butt Joints of Medium Carbon Steel Using RSMKhalid M. HafezNo ratings yet
- 10 4028@www Scientific Net@amm 621 107Document7 pages10 4028@www Scientific Net@amm 621 107obaidullah.dsuNo ratings yet
- 27-04-2021-1619516100-6-Ijme-2. Ijme - Optimization of Process Parameters in Deep Drawing of Monel-400 Conical CupDocument10 pages27-04-2021-1619516100-6-Ijme-2. Ijme - Optimization of Process Parameters in Deep Drawing of Monel-400 Conical Cupiaset123No ratings yet
- A Cad Approach To Helical Groove Machining.Document17 pagesA Cad Approach To Helical Groove Machining.RihabChommakhNo ratings yet
- Surface & InterfaceDocument11 pagesSurface & InterfaceSujoy ChakrabortyNo ratings yet
- Effect of Machining Parameters and Optimization of Temperature Rise in Turning Operation of Aluminium-6061 Using RSM and Artificial Neural NetworkDocument10 pagesEffect of Machining Parameters and Optimization of Temperature Rise in Turning Operation of Aluminium-6061 Using RSM and Artificial Neural NetworkDr. Mahesh GopalNo ratings yet
- Design and Optimization of Multi Stage Manufacturing Process of Stirling Engine CrankshaftDocument14 pagesDesign and Optimization of Multi Stage Manufacturing Process of Stirling Engine CrankshaftAnkit SahuNo ratings yet
- Parametric Optimization During Wire Electrical Discharge Machining Using Response Surface MethodologyDocument7 pagesParametric Optimization During Wire Electrical Discharge Machining Using Response Surface MethodologySrinivas DsNo ratings yet
- Numerical Study On Dimensions and oDocument10 pagesNumerical Study On Dimensions and odudeanonymous2000No ratings yet
- Prediction and Control of Weld Bead Geometry in Gas Metal Arc Welding Process Using Simulated Annealing AlgorithmDocument10 pagesPrediction and Control of Weld Bead Geometry in Gas Metal Arc Welding Process Using Simulated Annealing AlgorithmInternational Journal of computational Engineering research (IJCER)No ratings yet
- Statistical Analysis of Process Parameters and MulDocument19 pagesStatistical Analysis of Process Parameters and MulVladNo ratings yet
- Study On Surface Roughness Minimization in Turning of Dracs Using Surface Roughness Methodology and Taguchi Under Pressured Steam Jet ApproachDocument9 pagesStudy On Surface Roughness Minimization in Turning of Dracs Using Surface Roughness Methodology and Taguchi Under Pressured Steam Jet ApproachMuhamadAmirNo ratings yet
- Design of Screw: Adama Science and Technology University Department of Mechanical Engineering Fourth Year Section TwoDocument10 pagesDesign of Screw: Adama Science and Technology University Department of Mechanical Engineering Fourth Year Section TwoBegna BuzunehNo ratings yet
- COB-2019-0527 Linear Elastic Fracture Mechanics Analysis of A Square Hollow Structural Steel Section ProfileDocument9 pagesCOB-2019-0527 Linear Elastic Fracture Mechanics Analysis of A Square Hollow Structural Steel Section ProfileAlbert AlmeidaNo ratings yet
- Journal of Materials Processing Technology 171 (2006) 214-222Document9 pagesJournal of Materials Processing Technology 171 (2006) 214-222vishalNo ratings yet
- Taguchi Approach With Multiple Performance Characteristics For Burr Size Minimization in DrillingDocument5 pagesTaguchi Approach With Multiple Performance Characteristics For Burr Size Minimization in DrillingFernando NelsonNo ratings yet
- Edm3 PDFDocument2 pagesEdm3 PDFAbhishek PandeyNo ratings yet
- Materials Science and Technology of Optical FabricationFrom EverandMaterials Science and Technology of Optical FabricationNo ratings yet
- Dynamic Damage and FragmentationFrom EverandDynamic Damage and FragmentationDavid Edward LambertNo ratings yet
- Module Iv: Computer Aided and Laser Metrology:: The Upright With Carrying Arm, and The Sighting MicroscopeDocument9 pagesModule Iv: Computer Aided and Laser Metrology:: The Upright With Carrying Arm, and The Sighting MicroscopeShiba SahuNo ratings yet
- Previous Years Questions: Module-IIDocument1 pagePrevious Years Questions: Module-IIShiba SahuNo ratings yet
- Maternity LeaveDocument2 pagesMaternity LeaveShiba SahuNo ratings yet
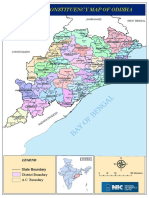
- EN GA L: Assembly Constituency Map of OdishaDocument1 pageEN GA L: Assembly Constituency Map of OdishaShiba SahuNo ratings yet
- Metercat 6.1.1.0 Release NotesDocument7 pagesMetercat 6.1.1.0 Release NotesCarlos Guzman BonifacioNo ratings yet
- Bas 98 Atex 2156 XDocument11 pagesBas 98 Atex 2156 XFelipe CamusNo ratings yet
- Physical Education and Physical FitnessDocument33 pagesPhysical Education and Physical FitnessKaitlinn Jamila AltatisNo ratings yet
- Math - English A Four-Week Recovery Program in Schools Grade 3Document43 pagesMath - English A Four-Week Recovery Program in Schools Grade 3Norma Najem100% (1)
- 09 - Chapter 2 PDFDocument207 pages09 - Chapter 2 PDFAarthi PriyaNo ratings yet
- Practice 9.đáDocument5 pagesPractice 9.đáNguyễn Vân QuỳnhhNo ratings yet
- Hotmails 10Document57 pagesHotmails 10joinhands62No ratings yet
- Timeline of Indian History - Wikipedia, The Free EncyclopediaDocument24 pagesTimeline of Indian History - Wikipedia, The Free EncyclopediaPrabhu Charan TejaNo ratings yet
- Reding Gapped TextDocument18 pagesReding Gapped TextChi Nguyen0% (2)
- Steps: To Personal EvangelismDocument20 pagesSteps: To Personal EvangelismDwayne Bob LerionNo ratings yet
- Syllabus: M. Tech. Energy Management (Regular)Document28 pagesSyllabus: M. Tech. Energy Management (Regular)Digvijay SinghNo ratings yet
- DivergentDocument3 pagesDivergentsasingNo ratings yet
- Chassis Family: MX1 MX2 MX3 MX4 MX5 MX6 MX7 MX8 MX10 MX12 Mx5ZDocument7 pagesChassis Family: MX1 MX2 MX3 MX4 MX5 MX6 MX7 MX8 MX10 MX12 Mx5ZchepimancaNo ratings yet
- Perfect Tcs IIDocument4 pagesPerfect Tcs IIdrgeorgejose7818No ratings yet
- Villains & Vigilantes Character TemplatesDocument9 pagesVillains & Vigilantes Character TemplatesLink PelcherNo ratings yet
- Hollow Fiber Membrane ContactorsDocument47 pagesHollow Fiber Membrane ContactorsEvelyn AntunesNo ratings yet
- Patrol GR: GI MA EM LC EC FE CL MT Automatic Transmission AT TF PD FA RA BR ST RS BT HA EL IDXDocument2 pagesPatrol GR: GI MA EM LC EC FE CL MT Automatic Transmission AT TF PD FA RA BR ST RS BT HA EL IDXAttila SomorjaiNo ratings yet
- Evaluation of Methods Applied For Extraction and Processing of Oil Palm Products in Selected States of Southern NigeriaDocument12 pagesEvaluation of Methods Applied For Extraction and Processing of Oil Palm Products in Selected States of Southern NigeriaInternational Journal of Innovative Science and Research Technology100% (1)
- A Simulation-Based Optimization Methodology For FaDocument11 pagesA Simulation-Based Optimization Methodology For FahenokzewduNo ratings yet
- Ekc 204aDocument24 pagesEkc 204aPreot Andreana CatalinNo ratings yet
- MPG Engineering and Manufacturing Software Market Brief - September 2022Document11 pagesMPG Engineering and Manufacturing Software Market Brief - September 2022joeNo ratings yet
- Bab 5 Unit - Gear (Nota Politeknik)Document13 pagesBab 5 Unit - Gear (Nota Politeknik)Syfull musicNo ratings yet
- Perdev PTDocument3 pagesPerdev PTCamylia CocjinNo ratings yet
- MNL H8DCL (I) (6) (F)Document79 pagesMNL H8DCL (I) (6) (F)ericfgregoryNo ratings yet
- Understanding The Gender Pay Gap: Women in Business and ManagementDocument8 pagesUnderstanding The Gender Pay Gap: Women in Business and Managementmostafa aliNo ratings yet
- Ansi Asa S3.1 1999 R2008Document27 pagesAnsi Asa S3.1 1999 R2008fco2312100% (1)
- Buddha and His ContemporariesDocument7 pagesBuddha and His ContemporariesAlok VermaNo ratings yet
- Multimedia Laboratory Manual For 2 ND Sem Is and CsDocument22 pagesMultimedia Laboratory Manual For 2 ND Sem Is and CsLakshmi Narayana PNo ratings yet




























































































Download as pdf or txt
You might also like
- Sample Questions Mathematics Category 2Document8 pagesSample Questions Mathematics Category 2Rufat Asgarov100% (1)
- L'Oreal Study CaseDocument18 pagesL'Oreal Study Casegadis fazrina rasam100% (1)
- Anodizingv Parameters Optimization of Ti6Al4V Titanium Alloy Using Response Surface MethodologyDocument15 pagesAnodizingv Parameters Optimization of Ti6Al4V Titanium Alloy Using Response Surface Methodologybilal mereiNo ratings yet
- Regression Analysis and Optimization of Hardfacing of Inconel For Maximum Strength Using RSMDocument5 pagesRegression Analysis and Optimization of Hardfacing of Inconel For Maximum Strength Using RSMGohar ZamanNo ratings yet
- Optimization of Machining Parameters in PDFDocument6 pagesOptimization of Machining Parameters in PDF임학진No ratings yet
- Optimisation of EDM Process With Fuzzy Logic Technique: C. K. Biswas and Shailesh DewanganDocument4 pagesOptimisation of EDM Process With Fuzzy Logic Technique: C. K. Biswas and Shailesh DewanganNguyễn Hữu PhấnNo ratings yet
- JAFM Volume 14 Issue 6 Pages 1705-1716Document12 pagesJAFM Volume 14 Issue 6 Pages 1705-1716dappadock888No ratings yet
- COPEN 32.revised Manuscript 126Document4 pagesCOPEN 32.revised Manuscript 126akhtar khanNo ratings yet
- Nonisothermal Warm Deep Drawing Behavior of Automotive Grade Aluminum Alloy SheetsDocument11 pagesNonisothermal Warm Deep Drawing Behavior of Automotive Grade Aluminum Alloy SheetsNano KusumaNo ratings yet
- 4.isca RJRS 2012 180Document8 pages4.isca RJRS 2012 180DrRoja A RNo ratings yet
- A Quadratic Yield Function With Multi-Involved-Yield Surfaces Describing Anisotropic Behaviors of Sheet Metals Under Tension/compressionDocument12 pagesA Quadratic Yield Function With Multi-Involved-Yield Surfaces Describing Anisotropic Behaviors of Sheet Metals Under Tension/compressionDanielaAndreaRoldanNo ratings yet
- Paper ShobraDocument15 pagesPaper ShobrapatigovNo ratings yet
- Minimization of Welding Residual Stress and Distortion inDocument22 pagesMinimization of Welding Residual Stress and Distortion inErma Sulistyo RNo ratings yet
- Nguyen2020 Article OptimizationOfMillingParameterDocument15 pagesNguyen2020 Article OptimizationOfMillingParameterAtif SaeedNo ratings yet
- Effect and Optimization of Machining Parameters On Cutting Force and Surface Finish in Turning of Mild Steel and AluminumDocument8 pagesEffect and Optimization of Machining Parameters On Cutting Force and Surface Finish in Turning of Mild Steel and AluminumIzzah HzmhNo ratings yet
- Machine Design, Vol.3 (2011) No.4, ISSN 1821-1259 Pp. 273-276Document4 pagesMachine Design, Vol.3 (2011) No.4, ISSN 1821-1259 Pp. 273-276Nizam Sudin Dan KhatijahNo ratings yet
- WEI,+V8 No1 64 75Document12 pagesWEI,+V8 No1 64 75Phong TrầnNo ratings yet
- Paper Aimtdr SCLDocument6 pagesPaper Aimtdr SCLMohan Kumar Pradhan Associate ProfessorNo ratings yet
- Model Set 2 FeaDocument2 pagesModel Set 2 FeaKalai ArasanNo ratings yet
- Optimization and Analysis of Process Parameters in Micro-Drilling Using Response Surface MethodologyDocument8 pagesOptimization and Analysis of Process Parameters in Micro-Drilling Using Response Surface MethodologyTJPRC PublicationsNo ratings yet
- Multi Response Optimization of Machining Parameters of Drilling Al/Sic Metal Matrix Composite Using Grey Relational Analysis in The Taguchi MethodDocument6 pagesMulti Response Optimization of Machining Parameters of Drilling Al/Sic Metal Matrix Composite Using Grey Relational Analysis in The Taguchi MethodeniNo ratings yet
- 21 THEORY OF METAL MACHINING SolutionsDocument7 pages21 THEORY OF METAL MACHINING SolutionsTiyaniNo ratings yet
- Optimization of Cutting Force of Turning of AISI 1018 Mild Carbon Steel Using RSMDocument10 pagesOptimization of Cutting Force of Turning of AISI 1018 Mild Carbon Steel Using RSMEditor IJTSRDNo ratings yet
- Optimizing Multiple Quality Characteristics Via Taguchi Method-Based Grey AnalysisDocument10 pagesOptimizing Multiple Quality Characteristics Via Taguchi Method-Based Grey AnalysisKhashayar NarooeiNo ratings yet
- Fourment 1996Document18 pagesFourment 1996Henrique André HeinenNo ratings yet
- A Novel Satisfaction Function and Distance-Based Approach For Machining Performance Optimization During Electro-Discharge Machining On Super Alloy Inconel 718Document22 pagesA Novel Satisfaction Function and Distance-Based Approach For Machining Performance Optimization During Electro-Discharge Machining On Super Alloy Inconel 718mustafa sertNo ratings yet
- Modeling and Analysis of The Effects of Machining Parameters On The Performance Characteristics in The Edm Process of Al O +tic Mixed CeramicDocument11 pagesModeling and Analysis of The Effects of Machining Parameters On The Performance Characteristics in The Edm Process of Al O +tic Mixed CeramicusbkitsNo ratings yet
- Multi-Response Optimization of Turning Parameters Using The Grey-Based Taguchi MethodDocument4 pagesMulti-Response Optimization of Turning Parameters Using The Grey-Based Taguchi Methodfranko_puhNo ratings yet
- Determination and Optimization of Cylindrical Grinding Process Parameters Using Taguchi Method and Regression AnalysisDocument7 pagesDetermination and Optimization of Cylindrical Grinding Process Parameters Using Taguchi Method and Regression AnalysishaiheeeNo ratings yet
- Análise Analítica e Experimental Do Processo de Repuxo Profundo para Elementos Bimetálicos#Document4 pagesAnálise Analítica e Experimental Do Processo de Repuxo Profundo para Elementos Bimetálicos#Fabricio PertileNo ratings yet
- 01 Olleak Egypt JapanUnivofScienceandTechnology PDocument8 pages01 Olleak Egypt JapanUnivofScienceandTechnology PaykutartacNo ratings yet
- Application of High Tension Roll Separator For The Separation of Titanium Bearing Minerals: Process Modeling and OptimizationDocument8 pagesApplication of High Tension Roll Separator For The Separation of Titanium Bearing Minerals: Process Modeling and OptimizationjeffreypabzNo ratings yet
- A Study of The Effects of Machining Parameters On Surface Roughness Using Response Surface MethodDocument12 pagesA Study of The Effects of Machining Parameters On Surface Roughness Using Response Surface MethodIAEME Publication100% (1)
- Optimization of Turning Process Parameters Through Doe For 'Surface Finish' and 'Tool Wear'Document3 pagesOptimization of Turning Process Parameters Through Doe For 'Surface Finish' and 'Tool Wear'sivaNo ratings yet
- (I Articulo) 2011 IJEMS 18 (5) 351-360Document10 pages(I Articulo) 2011 IJEMS 18 (5) 351-360Esteban MerinoNo ratings yet
- Tribology in Industry: O. Fanidi, A.A. Kostryukov, A.V. Shchedrin, I.Yu. IgnatkinDocument11 pagesTribology in Industry: O. Fanidi, A.A. Kostryukov, A.V. Shchedrin, I.Yu. IgnatkinDjamel DjamNo ratings yet
- ReviewDocument24 pagesReviewhunters eNo ratings yet
- Design of PCB Search Coils For AC Magnetic Ux Density MeasurementDocument11 pagesDesign of PCB Search Coils For AC Magnetic Ux Density Measurementprabalmahajanspam2No ratings yet
- Ijamev4n6spl 13 2Document8 pagesIjamev4n6spl 13 2Rohit SahuNo ratings yet
- MFE004Document34 pagesMFE004Logic ManjuNo ratings yet
- 16ED653 - II Sem - April2018Document2 pages16ED653 - II Sem - April2018SREENATH S.SNo ratings yet
- A Genetic Algorithmic Approach For Optimization of Surface Roughness Prediction Model 2002 International Journal of Machine Tools and ManufactureDocument6 pagesA Genetic Algorithmic Approach For Optimization of Surface Roughness Prediction Model 2002 International Journal of Machine Tools and ManufactureBlancaliz HigashinoNo ratings yet
- Electrode Wear Rate of Graphite Electrode During Edm Process On Titanium Alloy M. A. R. Khan, M. M. Rahman and K. KadirgamaDocument6 pagesElectrode Wear Rate of Graphite Electrode During Edm Process On Titanium Alloy M. A. R. Khan, M. M. Rahman and K. KadirgamaNui Yuhu KuwNo ratings yet
- Optimizing The Laser-Welded Butt Joints of Medium Carbon Steel Using RSMDocument4 pagesOptimizing The Laser-Welded Butt Joints of Medium Carbon Steel Using RSMKhalid M. HafezNo ratings yet
- 10 4028@www Scientific Net@amm 621 107Document7 pages10 4028@www Scientific Net@amm 621 107obaidullah.dsuNo ratings yet
- 27-04-2021-1619516100-6-Ijme-2. Ijme - Optimization of Process Parameters in Deep Drawing of Monel-400 Conical CupDocument10 pages27-04-2021-1619516100-6-Ijme-2. Ijme - Optimization of Process Parameters in Deep Drawing of Monel-400 Conical Cupiaset123No ratings yet
- A Cad Approach To Helical Groove Machining.Document17 pagesA Cad Approach To Helical Groove Machining.RihabChommakhNo ratings yet
- Surface & InterfaceDocument11 pagesSurface & InterfaceSujoy ChakrabortyNo ratings yet
- Effect of Machining Parameters and Optimization of Temperature Rise in Turning Operation of Aluminium-6061 Using RSM and Artificial Neural NetworkDocument10 pagesEffect of Machining Parameters and Optimization of Temperature Rise in Turning Operation of Aluminium-6061 Using RSM and Artificial Neural NetworkDr. Mahesh GopalNo ratings yet
- Design and Optimization of Multi Stage Manufacturing Process of Stirling Engine CrankshaftDocument14 pagesDesign and Optimization of Multi Stage Manufacturing Process of Stirling Engine CrankshaftAnkit SahuNo ratings yet
- Parametric Optimization During Wire Electrical Discharge Machining Using Response Surface MethodologyDocument7 pagesParametric Optimization During Wire Electrical Discharge Machining Using Response Surface MethodologySrinivas DsNo ratings yet
- Numerical Study On Dimensions and oDocument10 pagesNumerical Study On Dimensions and odudeanonymous2000No ratings yet
- Prediction and Control of Weld Bead Geometry in Gas Metal Arc Welding Process Using Simulated Annealing AlgorithmDocument10 pagesPrediction and Control of Weld Bead Geometry in Gas Metal Arc Welding Process Using Simulated Annealing AlgorithmInternational Journal of computational Engineering research (IJCER)No ratings yet
- Statistical Analysis of Process Parameters and MulDocument19 pagesStatistical Analysis of Process Parameters and MulVladNo ratings yet
- Study On Surface Roughness Minimization in Turning of Dracs Using Surface Roughness Methodology and Taguchi Under Pressured Steam Jet ApproachDocument9 pagesStudy On Surface Roughness Minimization in Turning of Dracs Using Surface Roughness Methodology and Taguchi Under Pressured Steam Jet ApproachMuhamadAmirNo ratings yet
- Design of Screw: Adama Science and Technology University Department of Mechanical Engineering Fourth Year Section TwoDocument10 pagesDesign of Screw: Adama Science and Technology University Department of Mechanical Engineering Fourth Year Section TwoBegna BuzunehNo ratings yet
- COB-2019-0527 Linear Elastic Fracture Mechanics Analysis of A Square Hollow Structural Steel Section ProfileDocument9 pagesCOB-2019-0527 Linear Elastic Fracture Mechanics Analysis of A Square Hollow Structural Steel Section ProfileAlbert AlmeidaNo ratings yet
- Journal of Materials Processing Technology 171 (2006) 214-222Document9 pagesJournal of Materials Processing Technology 171 (2006) 214-222vishalNo ratings yet
- Taguchi Approach With Multiple Performance Characteristics For Burr Size Minimization in DrillingDocument5 pagesTaguchi Approach With Multiple Performance Characteristics For Burr Size Minimization in DrillingFernando NelsonNo ratings yet
- Edm3 PDFDocument2 pagesEdm3 PDFAbhishek PandeyNo ratings yet
- Materials Science and Technology of Optical FabricationFrom EverandMaterials Science and Technology of Optical FabricationNo ratings yet
- Dynamic Damage and FragmentationFrom EverandDynamic Damage and FragmentationDavid Edward LambertNo ratings yet
- Module Iv: Computer Aided and Laser Metrology:: The Upright With Carrying Arm, and The Sighting MicroscopeDocument9 pagesModule Iv: Computer Aided and Laser Metrology:: The Upright With Carrying Arm, and The Sighting MicroscopeShiba SahuNo ratings yet
- Previous Years Questions: Module-IIDocument1 pagePrevious Years Questions: Module-IIShiba SahuNo ratings yet
- Maternity LeaveDocument2 pagesMaternity LeaveShiba SahuNo ratings yet
- EN GA L: Assembly Constituency Map of OdishaDocument1 pageEN GA L: Assembly Constituency Map of OdishaShiba SahuNo ratings yet
- Metercat 6.1.1.0 Release NotesDocument7 pagesMetercat 6.1.1.0 Release NotesCarlos Guzman BonifacioNo ratings yet
- Bas 98 Atex 2156 XDocument11 pagesBas 98 Atex 2156 XFelipe CamusNo ratings yet
- Physical Education and Physical FitnessDocument33 pagesPhysical Education and Physical FitnessKaitlinn Jamila AltatisNo ratings yet
- Math - English A Four-Week Recovery Program in Schools Grade 3Document43 pagesMath - English A Four-Week Recovery Program in Schools Grade 3Norma Najem100% (1)
- 09 - Chapter 2 PDFDocument207 pages09 - Chapter 2 PDFAarthi PriyaNo ratings yet
- Practice 9.đáDocument5 pagesPractice 9.đáNguyễn Vân QuỳnhhNo ratings yet
- Hotmails 10Document57 pagesHotmails 10joinhands62No ratings yet
- Timeline of Indian History - Wikipedia, The Free EncyclopediaDocument24 pagesTimeline of Indian History - Wikipedia, The Free EncyclopediaPrabhu Charan TejaNo ratings yet
- Reding Gapped TextDocument18 pagesReding Gapped TextChi Nguyen0% (2)
- Steps: To Personal EvangelismDocument20 pagesSteps: To Personal EvangelismDwayne Bob LerionNo ratings yet
- Syllabus: M. Tech. Energy Management (Regular)Document28 pagesSyllabus: M. Tech. Energy Management (Regular)Digvijay SinghNo ratings yet
- DivergentDocument3 pagesDivergentsasingNo ratings yet
- Chassis Family: MX1 MX2 MX3 MX4 MX5 MX6 MX7 MX8 MX10 MX12 Mx5ZDocument7 pagesChassis Family: MX1 MX2 MX3 MX4 MX5 MX6 MX7 MX8 MX10 MX12 Mx5ZchepimancaNo ratings yet
- Perfect Tcs IIDocument4 pagesPerfect Tcs IIdrgeorgejose7818No ratings yet
- Villains & Vigilantes Character TemplatesDocument9 pagesVillains & Vigilantes Character TemplatesLink PelcherNo ratings yet
- Hollow Fiber Membrane ContactorsDocument47 pagesHollow Fiber Membrane ContactorsEvelyn AntunesNo ratings yet
- Patrol GR: GI MA EM LC EC FE CL MT Automatic Transmission AT TF PD FA RA BR ST RS BT HA EL IDXDocument2 pagesPatrol GR: GI MA EM LC EC FE CL MT Automatic Transmission AT TF PD FA RA BR ST RS BT HA EL IDXAttila SomorjaiNo ratings yet
- Evaluation of Methods Applied For Extraction and Processing of Oil Palm Products in Selected States of Southern NigeriaDocument12 pagesEvaluation of Methods Applied For Extraction and Processing of Oil Palm Products in Selected States of Southern NigeriaInternational Journal of Innovative Science and Research Technology100% (1)
- A Simulation-Based Optimization Methodology For FaDocument11 pagesA Simulation-Based Optimization Methodology For FahenokzewduNo ratings yet
- Ekc 204aDocument24 pagesEkc 204aPreot Andreana CatalinNo ratings yet
- MPG Engineering and Manufacturing Software Market Brief - September 2022Document11 pagesMPG Engineering and Manufacturing Software Market Brief - September 2022joeNo ratings yet
- Bab 5 Unit - Gear (Nota Politeknik)Document13 pagesBab 5 Unit - Gear (Nota Politeknik)Syfull musicNo ratings yet
- Perdev PTDocument3 pagesPerdev PTCamylia CocjinNo ratings yet
- MNL H8DCL (I) (6) (F)Document79 pagesMNL H8DCL (I) (6) (F)ericfgregoryNo ratings yet
- Understanding The Gender Pay Gap: Women in Business and ManagementDocument8 pagesUnderstanding The Gender Pay Gap: Women in Business and Managementmostafa aliNo ratings yet
- Ansi Asa S3.1 1999 R2008Document27 pagesAnsi Asa S3.1 1999 R2008fco2312100% (1)
- Buddha and His ContemporariesDocument7 pagesBuddha and His ContemporariesAlok VermaNo ratings yet
- Multimedia Laboratory Manual For 2 ND Sem Is and CsDocument22 pagesMultimedia Laboratory Manual For 2 ND Sem Is and CsLakshmi Narayana PNo ratings yet