UDC 681.945 DEUTSCHE NORMEN 免费标准网(www.freebz.
net)
January 1973 标准最全面
I EN
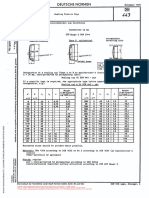
Knurls
Rändel
I
I
82
Dimensions i n mm
Manufacturing methods using
Denomination and representation h u r l i n g r o l l s according t o DIN 403
Knurl with grooves p a r a l l e l t o axia Knurl RAA
--`,,,,``,,`,`,,,`,`,```````,``-`-`,,`,,`,`,,`---
Detail T Workpie
i
t
c
--IA Section A-A
I
0 Knurling r o l l AA
o
Knur? RAA Knur? RAA
drkpiece 4 lorkpie Workpiec
A
I
Knurling r o l l BL \
Knurling roll^
s w i v e l l e d 30°,
e w i v e l l e d 30'
Left-hand h u r l Section B-6
Workpie
.-E
c
C Knurling r ó l l BR Knurl& r o l l AA
.-cm Workpiece
s w i v e l l e d 30°
- 2
3
2 Knurl RBR
x n
€BR
dorkp
KnurlingI roll BL \
Knurling r o l l AA
s w i v e l l e d 30°
-
Continued on pages 2 to 4
Explanations on page 4
Alleinverkauf der Normblätter durch Beuth VerlagGmbH, Berlin 30 und Köln DIB 82 engl. Preisgr.
免费标准网(www.freebz.net) 无需注册 即可下载
免费标准网(www.freebz.net) 标准最全面
PaEe 2 DIN 82
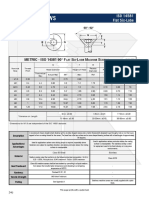
Manufacturing methode using
m Denomination arid repreeentation b u r l i n g r o l l e according t o DIN 40:
- Leit-hand/rigùt-hand h u r l , pointe raised' )
Section 0-0
RGE
üoripie ce
I
Knurling roll 81 hurling roll11
swivelled 30'
Leit-hand/right-hand hurl, pointe indented*)
Section F-F
section G-G Knurl RGV
1
Detail x
RGU
Workpi
/
burling roll GE
Yorkpiec.
-4G
-
--`,,,,``,,`,`,,,`,`,```````,``-`-`,,`,,`,`,,`---
Croes-knurl, points raised
Section H-H
Knurl RKE
/
tKE Y
Detail Sec tion J-J
U
J
/
Uorkp iec e hurling r o l l KV
--i
J
-
'1 Previous denomination "Diamond hurling"
2 , Previous denomination "Negative diamond hurling"
免费标准网(www.freebz.net) 无需注册 即可下载
免费标准网(www.freebz.net) 标准最全面
D I N 82 Page 3
Denomination and representation Manufacturing methods using
h u r l i n g r o l l s accordingtoDIN 405
Cross-knurl, p o i n t s indented
Section K- K
Knurl RKV
I
Section L-L
Workpi
/
Knurling r o l l KE
Designation of a left-hand/right-hand
(08):
knurl, p o i n t s r a i s e d (Type RGE) with p i t c h t
Knml RGE 08 DIN 82
- 0.8 mm
2. Dimensions
-----------_---
2.1. P r o f i l e an&
P r o f i l e angle a
90°.
.,
I f necessary, knurls can a l s o be made with p r o f i l e angle a 105O. i n t h i s case, t h e designa- -
t i o n reads, e. f o r a left-hand/rlght-hand
t = 0.8 mm (087 and p r o f i l e angle a 105O (105):
Knurl RGE O8 105 D I N 82
-
knurl, pointe r a i s e d (Type RGE) with p i t c h
-
'Po minimize t h e number of lmurling r o l l e required f o r making t h e knurls, t h e knurl p i t c h e s t
are l i m i t e d t o t h e nominal values
0.5 0.6 0.8 1 1.2 1.6 m.
The nominal diameter d l s t a t e d i n t h e workshop drawing i s the outside diameter of t h e fin-
ished knurl; t h i s dimension i s a function of the design.
---------------------
2.4. I n i t i a l diameter d2
The i n i t i a l diameter d of t h e workpiece p r i o r t o h u r l i n g muet be smaller than the nominal
diameter d l , because t i e i n i t i a l diameter undergoes enlargement through displacement of t h e
m a t e r i a l during the h u r l i n g operation.
The i n i t i a l diameter d2 for h u r l e with p r o f i l e angle a = 90° can be c a l c u l a t e d from t h e f o r -
mulae i n t h e Table below, depending on t h e type of knurl and t h e s i a e of pitch.
The f a c t o r s i n the fonuulae, however, do n o t take i n t o account t h e rounding of t h e grooves
r e s u l t i n g from t h e h u r l i n g operation or t h e s p e c i f i c p r o p e r t i e s of the materiale t o be
knurled.
Type of k n u r l
I I n i t i a l diameter
d2- I
RAA Knurl v i t h grooves parallel t o axis
RBL Left-hand k n u r l d l -0,5 t
RBR Right-hand k n u r l
RGE Left-hand/right-hand knurl, p o i n t s d l -0.67 t
raised
RGV Left-hand/right-hand knurl, p o i n t s dl -0.33 t
indented
RKE Cross-knurl, p o i n t s r a i s e d d l -0,67 t
I RKV Cross-knurl, p o i n t s indented I d l -0.33 t I
--`,,,,``,,`,`,,,`,`,```````,``-`-`,,`,,`,`,,`---
免费标准网(www.freebz.net) 无需注册 即可下载
免费标准网(www.freebz.net) 标准最全面
Page 4 DIB 82
References to further etandards
DIB 403 h u r l i n g rolls
DIB 8583 Sheet 5 Production method compression foming; inipreeaing, c l a s s i f i c a t i o n , defini-
tions
Explanations
Compared with t h e January 1940 issue of DIN 82, t h e standard denomination "knurl" has been adopted f o r
a l l types, s i n c e t h e previous denominations "diamond knurling" and "negative diamond knurlíng" vere not
used c o n a i a t e n t l y , and hence d i f f i c u l t i e a a r o s e i n t h e choice of toola. Some type8 of knurl have been
given b r i e f e r denominations, auch ea left-hand h u r l , right-hand k n u r l , left-hand/right-hand b u r l .
The type l e t t e r symbols assigned t o t h e various types provido both for b e t t e r d i f f e r e n t i a t i o n and a l s o
y i e l d a code deaienation f o r use in e l e c t r o n i c d a t a processing. The l e t t e r R d i f f e r e n t i a t e s t h e b u r l a
-
Zrom t h e h u r l i n g r o l l e (aee DIN 403). t h e second l e t t e r (A, E, (i and K) d e s i g n a t e s t h e b a s i c type.
v h i l e t t h e t h i r d l e t t e r (A p a r a l l e l t o axia, L
marks t h e d i r e c t i o n and form of t h e groovea.
-
left-hand, E right-hand, E - -
raised, Y -
indented)
The h e l i x cingle o f Types BB, BL. GE and QV is f i x e d a t standard value of .
'03 The p r o f i l e an&e is
-
n o m a l l y a = 90°, but, I f necessary, knurls with a p r o f i l e a = 10.50 giving a s h a l l o u e r depth can -
The p i t c h t -
be made. This s p e c i a l c a s e must be s t a t e d in t h e designation.
2 mæ has been discontinued becauBe it is s c a r c e l y uaed in p r a c t i c e . S i m i l a r l y , no attempt
haa been made t o c o r r e l a t e p i t c h v i t h uorkpiece diameter, s i n c e recommendations made e a r l i e r have n o t
proved s u i t a b l e i n a11 f i e l d s of a p p l i c a t i o n and hence t h s i r adoption in a c t u a l p r a c t i c e has been l i m -
ited.
Formulae f o r c a l c u l a t i n g t h e i n i t i a l diameter of t h e workpiece a s a function of t h e type of k n u r l and
of t h e o u t s i d e diameter of t h e f i n i s h e d h u r l , which counts as t h e nominal diameter, a r e given. The re-
s u l t s obtained a r e only r e f e r e n c e values. however, s i n c e t h e s p e c i f i c p r o p e r t i e s of t h e m a t e r i a l s hare
not been taken i n t o account.
To f a c i l i t a t e t h e ChOOBing of h u r l i n g r o l l e aCCOrdin& t o DIN 403, t h e manufacturing methods s u i t a b l e
f o r each type of b u r l are indicated.
--`,,,,``,,`,`,,,`,`,```````,``-`-`,,`,,`,`,,`---
免费标准网(www.freebz.net) 无需注册 即可下载
You might also like
- Din332 PDFDocument4 pagesDin332 PDFmateo100% (2)
- Din 50979Document14 pagesDin 50979Bangali Singh100% (4)
- Asme B94.6-1984 (2014)Document24 pagesAsme B94.6-1984 (2014)Sevuga Rajan100% (1)
- Din 267 - 27Document18 pagesDin 267 - 27Ricardo Vitoriano100% (2)
- Asme B1.3-2007 (2017)Document24 pagesAsme B1.3-2007 (2017)jamie courney100% (1)
- DIN 76-1 - (2004) - Thread Run-Outs and Thread Undercuts For ISO Metric Threads As in DIN 13-1 PDFDocument5 pagesDIN 76-1 - (2004) - Thread Run-Outs and Thread Undercuts For ISO Metric Threads As in DIN 13-1 PDFnoraafshin100% (2)
- Din 13-1Document4 pagesDin 13-1Sankha Dasgupta100% (3)
- Din 443 PDFDocument1 pageDin 443 PDFLuciano Fontes100% (1)
- Din 8062-3 2009 PDFDocument10 pagesDin 8062-3 2009 PDFkoalaboi25% (4)
- Din 6930-2Document1 pageDin 6930-2murniNo ratings yet
- Asme B1.2 - 1983 PDFDocument189 pagesAsme B1.2 - 1983 PDFKristin Jones100% (1)
- Din 475Document4 pagesDin 475Sinan Chen100% (1)
- DT40 PDFDocument34 pagesDT40 PDFFrancisco Carlos TelesNo ratings yet
- Iso 1502 1996Document12 pagesIso 1502 1996Emaculata Monalisa0% (1)
- Knurling Profiles DIN 82Document3 pagesKnurling Profiles DIN 82mirzasinanovic100% (1)
- Iso 14581 CSK ScrewDocument1 pageIso 14581 CSK ScrewMitesh MakvanaNo ratings yet
- Cold Bending DIN 6935 (Eng)Document4 pagesCold Bending DIN 6935 (Eng)maik angelo0% (2)
- DIN125ADocument1 pageDIN125AManoj PatilNo ratings yet
- WX 100Document17 pagesWX 100anon_967426204100% (1)
- Din 6799Document1 pageDin 6799MarcoAntonioNo ratings yet
- BS en 12329 PDFDocument21 pagesBS en 12329 PDFSenthil Kumar GanesanNo ratings yet
- BS 57 (1951)Document23 pagesBS 57 (1951)dapsiduNo ratings yet
- Din 928 en PDFDocument1 pageDin 928 en PDFroyroverNo ratings yet
- IFI 2018 Book of Fastener Standards - TOCDocument7 pagesIFI 2018 Book of Fastener Standards - TOCMahmoud Al Homran0% (2)
- Ford Worldwide Fastener Standard: Printed Copies Are UncontrolledDocument7 pagesFord Worldwide Fastener Standard: Printed Copies Are Uncontrolledferhat aydoganNo ratings yet
- Din 8140-1 PDFDocument13 pagesDin 8140-1 PDFOSCAR VALENCIANo ratings yet
- Din en Iso 7089 2000-11Document8 pagesDin en Iso 7089 2000-11REKHANo ratings yet
- 6935 2011Document13 pages6935 2011Tufan Ünal100% (4)
- Douglas UFO DocsDocument275 pagesDouglas UFO DocsAndrew JohnsonNo ratings yet
- ISO 14583-01 - Hexalobular Socket Pan Head ScrewsDocument8 pagesISO 14583-01 - Hexalobular Socket Pan Head ScrewsGuillermo TorresNo ratings yet
- Iso 7379Document2 pagesIso 7379Ahmed ElsafouryNo ratings yet
- Hexagon Socket Button Head Screw With Flange - IsO 7380-2Document9 pagesHexagon Socket Button Head Screw With Flange - IsO 7380-2Corneliu VilcuNo ratings yet
- Metric DIN 137 SpecDocument5 pagesMetric DIN 137 Specpradipbhosale81No ratings yet
- Din 8140-1Document5 pagesDin 8140-1main46prairieNo ratings yet
- Din 5480Document27 pagesDin 5480MiguelNo ratings yet
- Coating Standards-OverviewDocument10 pagesCoating Standards-Overviewwelington volpatto100% (1)
- Iso 2338Document6 pagesIso 2338stanyeah100% (2)
- ISO4762Document14 pagesISO4762Royal Mech (King)No ratings yet
- Din 13Document1 pageDin 13dedosimoesNo ratings yet
- Jis G4052-1979Document39 pagesJis G4052-1979RanjithkumarNo ratings yet
- Foreword: ISO 7044:2012 (En) Prevailing Torque Type All-Metal Hexagon Nuts With Flange, Style 2 - Product Grades A and BDocument4 pagesForeword: ISO 7044:2012 (En) Prevailing Torque Type All-Metal Hexagon Nuts With Flange, Style 2 - Product Grades A and BMarcelo KleinNo ratings yet
- International Standard: Cylindrical Gears For General and Heavy Engineering - Standard Basic Rack Tooth ProfileDocument10 pagesInternational Standard: Cylindrical Gears For General and Heavy Engineering - Standard Basic Rack Tooth ProfileGonzalo_Fernandez84100% (1)
- DIN 137 Type A, Spring Washers, CurvedDocument2 pagesDIN 137 Type A, Spring Washers, CurvedSteve1108No ratings yet
- Din 472 1981-09 PDFDocument12 pagesDin 472 1981-09 PDFSenthil Kumar GanesanNo ratings yet
- Din en 1561Document21 pagesDin en 1561Daniela Barbu100% (2)
- Iso 7380Document1 pageIso 7380Nisa_nisheNo ratings yet
- Din 13-51Document1 pageDin 13-51anks_raNo ratings yet
- EN1A - Mild SteelDocument2 pagesEN1A - Mild SteelSuyash TambeNo ratings yet
- DIN 7349 - Arruela Plana PDFDocument1 pageDIN 7349 - Arruela Plana PDFpierocarnelociNo ratings yet
- Din 933Document2 pagesDin 933Sugumar0% (1)
- Helical Coil Screw Thread Inserts: Free Running and Screw Locking (Metric Series)Document30 pagesHelical Coil Screw Thread Inserts: Free Running and Screw Locking (Metric Series)Joel Cielto100% (1)
- Artigo Stave de Ferro Fundido 1976Document14 pagesArtigo Stave de Ferro Fundido 1976Gabriel MáximoNo ratings yet
- Lammeren W P A.Wageningen B-Screw S.1969.TRANS PDFDocument49 pagesLammeren W P A.Wageningen B-Screw S.1969.TRANS PDFStefanoNo ratings yet
- A Simple Method For The Selection of Axial Fan Blade ProfilesDocument7 pagesA Simple Method For The Selection of Axial Fan Blade ProfilesVigiiNo ratings yet
- Tonar Katalog 0-11sDocument10 pagesTonar Katalog 0-11schampionNo ratings yet
- Sulzer 6rlb76 Me Diesel Engines SulzerDocument300 pagesSulzer 6rlb76 Me Diesel Engines SulzerJoseph AbrahamNo ratings yet
- Deburring Catalog 2011Document30 pagesDeburring Catalog 2011WVPNo ratings yet
- Investigations On Partial Penetration Welded NozzleDocument15 pagesInvestigations On Partial Penetration Welded NozzleAndres_Pastor1987No ratings yet
- Imi022 David Brown Technical Service Bulletins & Parts Bulletins Part 1Document151 pagesImi022 David Brown Technical Service Bulletins & Parts Bulletins Part 1Mauro SantanaNo ratings yet
- Making and metaphor: A discussion of meaning in contemporary craftFrom EverandMaking and metaphor: A discussion of meaning in contemporary craftGloria A. HickeyNo ratings yet
- Casting ProcessDocument72 pagesCasting ProcessFRO MusicNo ratings yet
- Sheet Metal OperationsDocument27 pagesSheet Metal OperationsbmvinayNo ratings yet
- Metal Forming Practise: SpringerDocument7 pagesMetal Forming Practise: SpringerHamed Okaf100% (1)
- Thread Geometry - Metric CoarseDocument4 pagesThread Geometry - Metric CoarseMociran FlorinNo ratings yet
- 08 Casting - ForgingDocument35 pages08 Casting - ForgingomkardashetwarNo ratings yet
- Design Optimization of Gating and FeedinDocument9 pagesDesign Optimization of Gating and FeedinJoao LuisNo ratings yet
- Metal-Casting Tomo 15Document8 pagesMetal-Casting Tomo 15CamilaAndreaGrijalbaNo ratings yet
- Caparo Price ListDocument20 pagesCaparo Price ListkutbiahtNo ratings yet
- Scew Thread IndexDocument3 pagesScew Thread IndexRyszardZNo ratings yet
- Me 333 - CastingDocument30 pagesMe 333 - CastingFarhan HasinNo ratings yet
- MU07 Rosca Americana Fina Unf Tecem PDFDocument1 pageMU07 Rosca Americana Fina Unf Tecem PDFmarcosNo ratings yet
- Broken Screw Removal SystemDocument16 pagesBroken Screw Removal SystemDJGGNo ratings yet
- Fed STD H28 20BDocument30 pagesFed STD H28 20BL FNo ratings yet
- DjjfsdhfjsDocument1 pageDjjfsdhfjsshreya patilNo ratings yet
- Hexagon Socket-Head Shoulder Screws: Fit: f9 Bare Steel 012.9Document1 pageHexagon Socket-Head Shoulder Screws: Fit: f9 Bare Steel 012.9HariNo ratings yet
- ForgingDocument58 pagesForgingSamir Bose100% (4)
- Compression Molding Is A Method ofDocument4 pagesCompression Molding Is A Method ofsathishpantaloonNo ratings yet
- MT Merged PDFDocument273 pagesMT Merged PDFavcNo ratings yet
- Module 4 - Bulk Deformation Processes in Metal WorkingDocument93 pagesModule 4 - Bulk Deformation Processes in Metal WorkingAmna OmerNo ratings yet
- Eric Fauteux 21/08/2021: Drawn Checked QA MFG Approved TitleDocument4 pagesEric Fauteux 21/08/2021: Drawn Checked QA MFG Approved Titleaz123654No ratings yet
- A-6 SolutionDocument2 pagesA-6 Solutionkishore nandyalaNo ratings yet
- Student Copy-Manufacturing Process SelectionDocument49 pagesStudent Copy-Manufacturing Process SelectionAnishMendisNo ratings yet
- Iron International StandardsDocument2 pagesIron International StandardsAmir MusaibNo ratings yet
- STPB740Document12 pagesSTPB740Antônio Rafael BatistaNo ratings yet
- Fundamentals of Casting - Part 2Document49 pagesFundamentals of Casting - Part 2Kavan PatelNo ratings yet
- Whitworth Tapered Pipe Thread DIN EN 10226-1, DIN EN 10226-2 Formerly Known As DIN 2999 BSPT (British Standard Tapered Pipe)Document1 pageWhitworth Tapered Pipe Thread DIN EN 10226-1, DIN EN 10226-2 Formerly Known As DIN 2999 BSPT (British Standard Tapered Pipe)LucianNechiforNo ratings yet
- Collodion and The Making of Wet-Plate NegativesDocument20 pagesCollodion and The Making of Wet-Plate NegativesAstrid PiepschykNo ratings yet
- BS 6615 Iso 8062-CT7Document2 pagesBS 6615 Iso 8062-CT7Purushothama Nanje GowdaNo ratings yet
- Guide To Screwthread Sizes - Page 1Document6 pagesGuide To Screwthread Sizes - Page 1squanerNo ratings yet
- U-2 Mechanical Working of MetalsDocument76 pagesU-2 Mechanical Working of Metalsapi-271354682No ratings yet