
Condenser Water Box Charging
Condenser Water Box Charging
You might also like
- Quality Plan Template 000Document2 pagesQuality Plan Template 000scrip21No ratings yet
- Mercedes-Benz Sprinter Engine TypesDocument2 pagesMercedes-Benz Sprinter Engine TypesJack Norhy100% (1)
- Flue Gas Desulfurization TechnologiesDocument13 pagesFlue Gas Desulfurization Technologieshozipek5599No ratings yet
- Multi Organics-MEEP-180118-31.12.2018 PDFDocument28 pagesMulti Organics-MEEP-180118-31.12.2018 PDFArjun KrishnakumarNo ratings yet
- Bolt Tightening ProcedureDocument6 pagesBolt Tightening Procedureal arabiNo ratings yet
- Smart Grid TechnologyDocument43 pagesSmart Grid Technologyarnav LakshkarNo ratings yet
- PTS 60.0303Document112 pagesPTS 60.0303Atuk SafizNo ratings yet
- FGD Technology SelectionDocument10 pagesFGD Technology SelectionHardikNo ratings yet
- Circulating Fluid Bed Scrubbing TechnologyDocument7 pagesCirculating Fluid Bed Scrubbing TechnologyЕкатерина ЗеленцовскаяNo ratings yet
- Cansolve TechnologiesDocument10 pagesCansolve TechnologiesBongibethu Msekeli HlabanoNo ratings yet
- A More Efficient and Effective Iron Based H S ScavengerDocument14 pagesA More Efficient and Effective Iron Based H S ScavengerGloria Margarita LópezNo ratings yet
- Plume Color StackDocument10 pagesPlume Color StackmaresNo ratings yet
- Flue Gas DesulphurizationDocument12 pagesFlue Gas DesulphurizationFernanda Garrido SotoNo ratings yet
- Upgrade FCC Performance 2009Document0 pagesUpgrade FCC Performance 2009Edgar Enrique Diaz MarquinaNo ratings yet
- A Review of Onshore Flare Systems PLVDocument9 pagesA Review of Onshore Flare Systems PLVPhilippe LAVOISIERNo ratings yet
- Modeling Wet Flue Gas Desulfurization: October 2015Document12 pagesModeling Wet Flue Gas Desulfurization: October 2015Koushik DeyNo ratings yet
- Downloads - 2020-01 - InBrief May 2018Document20 pagesDownloads - 2020-01 - InBrief May 2018Rambo khanNo ratings yet
- Carbon Capture and Sequestration An OverviewDocument7 pagesCarbon Capture and Sequestration An OverviewIJRASETPublicationsNo ratings yet
- Star Wet Electrostatic Precipitator: Patented TechnologyDocument4 pagesStar Wet Electrostatic Precipitator: Patented TechnologyM.IBRAHEEMNo ratings yet
- Cansolv CO Capture: The Value of Integration: Energy ProcediaDocument10 pagesCansolv CO Capture: The Value of Integration: Energy ProcediasaverrNo ratings yet
- Chloride RemovalDocument12 pagesChloride Removaldilshad kapoor100% (1)
- Iiiil,.o ,°,+: ++ - + - ':O0: - ,?,e+ - ++e+n'+,' - No - O+,O N + - ++.++,++Document23 pagesIiiil,.o ,°,+: ++ - + - ':O0: - ,?,e+ - ++e+n'+,' - No - O+,O N + - ++.++,++Tùng TiếnNo ratings yet
- 21, Rue D'artois, F-75008 PARIS: CIGRE 2012Document5 pages21, Rue D'artois, F-75008 PARIS: CIGRE 2012subidubi99No ratings yet
- Liquid Metal As A Heat Transport Fluid For Thermal Solar Power ApplicationsDocument10 pagesLiquid Metal As A Heat Transport Fluid For Thermal Solar Power ApplicationsRadu CristianNo ratings yet
- Semi-Annual Progress ReportDocument11 pagesSemi-Annual Progress Reportreza mohammadianNo ratings yet
- Tail Gas SO2 Scrubbing Using Fluidized Bed TechnologyDocument12 pagesTail Gas SO2 Scrubbing Using Fluidized Bed Technologyxasan13No ratings yet
- CO2 Blast CleaningDocument30 pagesCO2 Blast CleaningkangsungjinNo ratings yet
- Co2 Capture TechnologiesDocument11 pagesCo2 Capture TechnologiesOanaNo ratings yet
- Gastech2015 - WSA Case StudyDocument1 pageGastech2015 - WSA Case StudyIlham HakimNo ratings yet
- 9 Superheated Steam DryingDocument15 pages9 Superheated Steam DryingDario SesarNo ratings yet
- PPTDocument86 pagesPPTAjeet Sony100% (1)
- Urea SCR Technology For DeNOx After Treatment of Diesel ExhaustsDocument715 pagesUrea SCR Technology For DeNOx After Treatment of Diesel ExhaustsWanderson Navegantes100% (2)
- What Is Bright Annealing - Company News - Jopar PDFDocument3 pagesWhat Is Bright Annealing - Company News - Jopar PDFAgniva DuttaNo ratings yet
- Wet Electrostatitc PrecipitatorsDocument23 pagesWet Electrostatitc PrecipitatorsEmmanuel ChibweNo ratings yet
- NewItem 91 NewItem 91 Sulphuric Acid Plants CoindsDocument51 pagesNewItem 91 NewItem 91 Sulphuric Acid Plants CoindsJadeja PradyumansinhNo ratings yet
- 5290 Alstom Oxy-Combustion Paper Clear Water Jun09Document11 pages5290 Alstom Oxy-Combustion Paper Clear Water Jun09sdiamanNo ratings yet
- Atmospheric Pressure Chemical DepositionDocument6 pagesAtmospheric Pressure Chemical DepositioniloveCGNo ratings yet
- Foreword: Comprehensive Industry Document On SULPHURIC ACID PLANTSDocument50 pagesForeword: Comprehensive Industry Document On SULPHURIC ACID PLANTSMohammadAlAmeenNo ratings yet
- Osec B-Pak - Frequently Asked QuestionsDocument8 pagesOsec B-Pak - Frequently Asked Questionsalassy juyNo ratings yet
- OTC-27746-MS cMIST™: Novel, Compact Dehydration System For Reducing Size and WeightDocument14 pagesOTC-27746-MS cMIST™: Novel, Compact Dehydration System For Reducing Size and WeightSARTHAK BAPATNo ratings yet
- MERSORBDocument3 pagesMERSORBaccofaceNo ratings yet
- CO2 RemovalDocument8 pagesCO2 RemovalVinh PhamthanhNo ratings yet
- Use of A Circulating Fluid Bed For Flue Gas DesulfurizationDocument7 pagesUse of A Circulating Fluid Bed For Flue Gas Desulfurizationhozipek5599No ratings yet
- Sulfur Burning Processes and Acid Plant DDocument4 pagesSulfur Burning Processes and Acid Plant DacckypenrynNo ratings yet
- Clean Fuel TechnologyDocument7 pagesClean Fuel TechnologyGarry DavidNo ratings yet
- A Novel Rapid Temperature Swing Adsorption Post Combustion CO2 - 2017 - Energy PDocument10 pagesA Novel Rapid Temperature Swing Adsorption Post Combustion CO2 - 2017 - Energy POjomopeterNo ratings yet
- BASF AMDEA CO2 Removal SystemDocument12 pagesBASF AMDEA CO2 Removal Systemginga716100% (1)
- 1 s2.0 S1876610217318647 MainDocument17 pages1 s2.0 S1876610217318647 MainMoj TabaNo ratings yet
- So2 To So3 To So4Document2 pagesSo2 To So3 To So4Marlon CarrilloNo ratings yet
- High Temperature Performance of High-Efficiency, Multi-Layer Solar Selective Coatings For Tower ApplicationsDocument7 pagesHigh Temperature Performance of High-Efficiency, Multi-Layer Solar Selective Coatings For Tower ApplicationsHoda HosnyNo ratings yet
- Isotherming - A New Technology For Ultra Low Sulfur FuelsDocument20 pagesIsotherming - A New Technology For Ultra Low Sulfur FuelsGarry DavidNo ratings yet
- 9 Superheated Steam DryingDocument15 pages9 Superheated Steam DryingRike SalsabilaNo ratings yet
- 2008 Npra Iso Therming PresentationDocument26 pages2008 Npra Iso Therming PresentationGarry DavidNo ratings yet
- Ion Exchange TechDocument7 pagesIon Exchange TechclintoncNo ratings yet
- Adsorption Process For Natural GAS TreatmentDocument24 pagesAdsorption Process For Natural GAS TreatmentAhmed ElShora100% (3)
- Adsorption TechnologiesDocument21 pagesAdsorption TechnologiesDhruv BajpaiNo ratings yet
- Key Principles Wet-Limestone Scrubbing - PEIDocument4 pagesKey Principles Wet-Limestone Scrubbing - PEIVivek SinghalNo ratings yet
- Zero Liquid Discharge ZLDDocument9 pagesZero Liquid Discharge ZLDsri kanthNo ratings yet
- Report On The LABSORB Scrubbing System Application at The Eni S.p.A. Refinery FCCU in Sannazzaro, ItalyDocument12 pagesReport On The LABSORB Scrubbing System Application at The Eni S.p.A. Refinery FCCU in Sannazzaro, ItalyLindsey BondNo ratings yet
- 2.5.1 - Separador Espuma 01Document15 pages2.5.1 - Separador Espuma 01lucianosilva75No ratings yet
- Clean Ironmaking and Steelmaking Processes: Efficient Technologies for Greenhouse Emissions AbatementFrom EverandClean Ironmaking and Steelmaking Processes: Efficient Technologies for Greenhouse Emissions AbatementNo ratings yet
- Carbon Capture and Storage: The Legal Landscape of Climate Change Mitigation TechnologyFrom EverandCarbon Capture and Storage: The Legal Landscape of Climate Change Mitigation TechnologyNo ratings yet
- Dell Alienware x51 r2, d05s, d05s002, Dell Regulatory and Environmental DatasheetDocument6 pagesDell Alienware x51 r2, d05s, d05s002, Dell Regulatory and Environmental DatasheetZozoaa ZozoNo ratings yet
- OP15 Manual Pages 2023Document44 pagesOP15 Manual Pages 2023Mónyka Martín MenaNo ratings yet
- UaeDocument22 pagesUaeAlexander Ivanov100% (1)
- RP 1 Zafar Nawaz Jaspal Arms Control Risk Reduction Measures Between India Pakistan June 2005Document28 pagesRP 1 Zafar Nawaz Jaspal Arms Control Risk Reduction Measures Between India Pakistan June 2005Fayyaz AliNo ratings yet
- Biomimetics: Mimicking and Inspired-By BiologyDocument8 pagesBiomimetics: Mimicking and Inspired-By BiologyHushein RasheethNo ratings yet
- PCG-505F/505FX: Service ManualDocument20 pagesPCG-505F/505FX: Service Manualgabi chisNo ratings yet
- 2022 Fenix Product CatalogDocument62 pages2022 Fenix Product CatalogsachinumaryeNo ratings yet
- Specifications 7 Series 730i 730li PDFDocument2 pagesSpecifications 7 Series 730i 730li PDFKhawaja Arslan AhmedNo ratings yet
- Chapter 20.3-20.36 Revised - 6th Edition PDFDocument34 pagesChapter 20.3-20.36 Revised - 6th Edition PDFdzari6738No ratings yet
- Atomos Shogun User ManualDocument44 pagesAtomos Shogun User ManualIulian TNo ratings yet
- On 3M Innovation..Document18 pagesOn 3M Innovation..hi_priya7No ratings yet
- 08-Falling Film Evaporator - by Bma GermanyDocument30 pages08-Falling Film Evaporator - by Bma GermanyFarooq Ameer Jordan Wala100% (1)
- GBI Exercises SDDocument15 pagesGBI Exercises SDWan DeNo ratings yet
- MDR-8000 7-8GHz Ds PDFDocument6 pagesMDR-8000 7-8GHz Ds PDFVin VinNo ratings yet
- Tyler ResumeDocument2 pagesTyler Resumeapi-513315428No ratings yet
- Maintenance Instruction For The WB Valves: Spare PartsDocument7 pagesMaintenance Instruction For The WB Valves: Spare PartsagrovadoNo ratings yet
- Im3 & Iip3 TiDocument9 pagesIm3 & Iip3 TiSadiqur Rahaman SumonNo ratings yet
- Irrigation Implements and Structures WaterxzxDocument8 pagesIrrigation Implements and Structures Waterxzxlyka g100% (1)
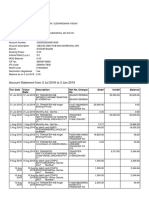
- Account Statement From 3 Jul 2018 To 3 Jan 2019: TXN Date Value Date Description Ref No./Cheque No. Debit Credit BalanceDocument8 pagesAccount Statement From 3 Jul 2018 To 3 Jan 2019: TXN Date Value Date Description Ref No./Cheque No. Debit Credit BalanceGopagani DharshanNo ratings yet
- JBL - CADP2 Design Applications PDFDocument10 pagesJBL - CADP2 Design Applications PDFJoão CavalcantiNo ratings yet
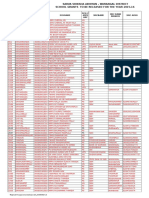
- School Grant For The Year 2015-16 To Be Release On 07.12.2015Document88 pagesSchool Grant For The Year 2015-16 To Be Release On 07.12.2015Akram MohammadNo ratings yet
- Chapter 3Document9 pagesChapter 3Nurul NajihahNo ratings yet
- SAP FI-AR Dispute ResolutionDocument4 pagesSAP FI-AR Dispute ResolutionRamNo ratings yet
- AB0001Document11 pagesAB0001SMNo ratings yet
- Dsa4 Side DoorDocument24 pagesDsa4 Side DoorДудла СтаніславNo ratings yet























































































Download as pdf or txt
You might also like
- Quality Plan Template 000Document2 pagesQuality Plan Template 000scrip21No ratings yet
- Mercedes-Benz Sprinter Engine TypesDocument2 pagesMercedes-Benz Sprinter Engine TypesJack Norhy100% (1)
- Flue Gas Desulfurization TechnologiesDocument13 pagesFlue Gas Desulfurization Technologieshozipek5599No ratings yet
- Multi Organics-MEEP-180118-31.12.2018 PDFDocument28 pagesMulti Organics-MEEP-180118-31.12.2018 PDFArjun KrishnakumarNo ratings yet
- Bolt Tightening ProcedureDocument6 pagesBolt Tightening Procedureal arabiNo ratings yet
- Smart Grid TechnologyDocument43 pagesSmart Grid Technologyarnav LakshkarNo ratings yet
- PTS 60.0303Document112 pagesPTS 60.0303Atuk SafizNo ratings yet
- FGD Technology SelectionDocument10 pagesFGD Technology SelectionHardikNo ratings yet
- Circulating Fluid Bed Scrubbing TechnologyDocument7 pagesCirculating Fluid Bed Scrubbing TechnologyЕкатерина ЗеленцовскаяNo ratings yet
- Cansolve TechnologiesDocument10 pagesCansolve TechnologiesBongibethu Msekeli HlabanoNo ratings yet
- A More Efficient and Effective Iron Based H S ScavengerDocument14 pagesA More Efficient and Effective Iron Based H S ScavengerGloria Margarita LópezNo ratings yet
- Plume Color StackDocument10 pagesPlume Color StackmaresNo ratings yet
- Flue Gas DesulphurizationDocument12 pagesFlue Gas DesulphurizationFernanda Garrido SotoNo ratings yet
- Upgrade FCC Performance 2009Document0 pagesUpgrade FCC Performance 2009Edgar Enrique Diaz MarquinaNo ratings yet
- A Review of Onshore Flare Systems PLVDocument9 pagesA Review of Onshore Flare Systems PLVPhilippe LAVOISIERNo ratings yet
- Modeling Wet Flue Gas Desulfurization: October 2015Document12 pagesModeling Wet Flue Gas Desulfurization: October 2015Koushik DeyNo ratings yet
- Downloads - 2020-01 - InBrief May 2018Document20 pagesDownloads - 2020-01 - InBrief May 2018Rambo khanNo ratings yet
- Carbon Capture and Sequestration An OverviewDocument7 pagesCarbon Capture and Sequestration An OverviewIJRASETPublicationsNo ratings yet
- Star Wet Electrostatic Precipitator: Patented TechnologyDocument4 pagesStar Wet Electrostatic Precipitator: Patented TechnologyM.IBRAHEEMNo ratings yet
- Cansolv CO Capture: The Value of Integration: Energy ProcediaDocument10 pagesCansolv CO Capture: The Value of Integration: Energy ProcediasaverrNo ratings yet
- Chloride RemovalDocument12 pagesChloride Removaldilshad kapoor100% (1)
- Iiiil,.o ,°,+: ++ - + - ':O0: - ,?,e+ - ++e+n'+,' - No - O+,O N + - ++.++,++Document23 pagesIiiil,.o ,°,+: ++ - + - ':O0: - ,?,e+ - ++e+n'+,' - No - O+,O N + - ++.++,++Tùng TiếnNo ratings yet
- 21, Rue D'artois, F-75008 PARIS: CIGRE 2012Document5 pages21, Rue D'artois, F-75008 PARIS: CIGRE 2012subidubi99No ratings yet
- Liquid Metal As A Heat Transport Fluid For Thermal Solar Power ApplicationsDocument10 pagesLiquid Metal As A Heat Transport Fluid For Thermal Solar Power ApplicationsRadu CristianNo ratings yet
- Semi-Annual Progress ReportDocument11 pagesSemi-Annual Progress Reportreza mohammadianNo ratings yet
- Tail Gas SO2 Scrubbing Using Fluidized Bed TechnologyDocument12 pagesTail Gas SO2 Scrubbing Using Fluidized Bed Technologyxasan13No ratings yet
- CO2 Blast CleaningDocument30 pagesCO2 Blast CleaningkangsungjinNo ratings yet
- Co2 Capture TechnologiesDocument11 pagesCo2 Capture TechnologiesOanaNo ratings yet
- Gastech2015 - WSA Case StudyDocument1 pageGastech2015 - WSA Case StudyIlham HakimNo ratings yet
- 9 Superheated Steam DryingDocument15 pages9 Superheated Steam DryingDario SesarNo ratings yet
- PPTDocument86 pagesPPTAjeet Sony100% (1)
- Urea SCR Technology For DeNOx After Treatment of Diesel ExhaustsDocument715 pagesUrea SCR Technology For DeNOx After Treatment of Diesel ExhaustsWanderson Navegantes100% (2)
- What Is Bright Annealing - Company News - Jopar PDFDocument3 pagesWhat Is Bright Annealing - Company News - Jopar PDFAgniva DuttaNo ratings yet
- Wet Electrostatitc PrecipitatorsDocument23 pagesWet Electrostatitc PrecipitatorsEmmanuel ChibweNo ratings yet
- NewItem 91 NewItem 91 Sulphuric Acid Plants CoindsDocument51 pagesNewItem 91 NewItem 91 Sulphuric Acid Plants CoindsJadeja PradyumansinhNo ratings yet
- 5290 Alstom Oxy-Combustion Paper Clear Water Jun09Document11 pages5290 Alstom Oxy-Combustion Paper Clear Water Jun09sdiamanNo ratings yet
- Atmospheric Pressure Chemical DepositionDocument6 pagesAtmospheric Pressure Chemical DepositioniloveCGNo ratings yet
- Foreword: Comprehensive Industry Document On SULPHURIC ACID PLANTSDocument50 pagesForeword: Comprehensive Industry Document On SULPHURIC ACID PLANTSMohammadAlAmeenNo ratings yet
- Osec B-Pak - Frequently Asked QuestionsDocument8 pagesOsec B-Pak - Frequently Asked Questionsalassy juyNo ratings yet
- OTC-27746-MS cMIST™: Novel, Compact Dehydration System For Reducing Size and WeightDocument14 pagesOTC-27746-MS cMIST™: Novel, Compact Dehydration System For Reducing Size and WeightSARTHAK BAPATNo ratings yet
- MERSORBDocument3 pagesMERSORBaccofaceNo ratings yet
- CO2 RemovalDocument8 pagesCO2 RemovalVinh PhamthanhNo ratings yet
- Use of A Circulating Fluid Bed For Flue Gas DesulfurizationDocument7 pagesUse of A Circulating Fluid Bed For Flue Gas Desulfurizationhozipek5599No ratings yet
- Sulfur Burning Processes and Acid Plant DDocument4 pagesSulfur Burning Processes and Acid Plant DacckypenrynNo ratings yet
- Clean Fuel TechnologyDocument7 pagesClean Fuel TechnologyGarry DavidNo ratings yet
- A Novel Rapid Temperature Swing Adsorption Post Combustion CO2 - 2017 - Energy PDocument10 pagesA Novel Rapid Temperature Swing Adsorption Post Combustion CO2 - 2017 - Energy POjomopeterNo ratings yet
- BASF AMDEA CO2 Removal SystemDocument12 pagesBASF AMDEA CO2 Removal Systemginga716100% (1)
- 1 s2.0 S1876610217318647 MainDocument17 pages1 s2.0 S1876610217318647 MainMoj TabaNo ratings yet
- So2 To So3 To So4Document2 pagesSo2 To So3 To So4Marlon CarrilloNo ratings yet
- High Temperature Performance of High-Efficiency, Multi-Layer Solar Selective Coatings For Tower ApplicationsDocument7 pagesHigh Temperature Performance of High-Efficiency, Multi-Layer Solar Selective Coatings For Tower ApplicationsHoda HosnyNo ratings yet
- Isotherming - A New Technology For Ultra Low Sulfur FuelsDocument20 pagesIsotherming - A New Technology For Ultra Low Sulfur FuelsGarry DavidNo ratings yet
- 9 Superheated Steam DryingDocument15 pages9 Superheated Steam DryingRike SalsabilaNo ratings yet
- 2008 Npra Iso Therming PresentationDocument26 pages2008 Npra Iso Therming PresentationGarry DavidNo ratings yet
- Ion Exchange TechDocument7 pagesIon Exchange TechclintoncNo ratings yet
- Adsorption Process For Natural GAS TreatmentDocument24 pagesAdsorption Process For Natural GAS TreatmentAhmed ElShora100% (3)
- Adsorption TechnologiesDocument21 pagesAdsorption TechnologiesDhruv BajpaiNo ratings yet
- Key Principles Wet-Limestone Scrubbing - PEIDocument4 pagesKey Principles Wet-Limestone Scrubbing - PEIVivek SinghalNo ratings yet
- Zero Liquid Discharge ZLDDocument9 pagesZero Liquid Discharge ZLDsri kanthNo ratings yet
- Report On The LABSORB Scrubbing System Application at The Eni S.p.A. Refinery FCCU in Sannazzaro, ItalyDocument12 pagesReport On The LABSORB Scrubbing System Application at The Eni S.p.A. Refinery FCCU in Sannazzaro, ItalyLindsey BondNo ratings yet
- 2.5.1 - Separador Espuma 01Document15 pages2.5.1 - Separador Espuma 01lucianosilva75No ratings yet
- Clean Ironmaking and Steelmaking Processes: Efficient Technologies for Greenhouse Emissions AbatementFrom EverandClean Ironmaking and Steelmaking Processes: Efficient Technologies for Greenhouse Emissions AbatementNo ratings yet
- Carbon Capture and Storage: The Legal Landscape of Climate Change Mitigation TechnologyFrom EverandCarbon Capture and Storage: The Legal Landscape of Climate Change Mitigation TechnologyNo ratings yet
- Dell Alienware x51 r2, d05s, d05s002, Dell Regulatory and Environmental DatasheetDocument6 pagesDell Alienware x51 r2, d05s, d05s002, Dell Regulatory and Environmental DatasheetZozoaa ZozoNo ratings yet
- OP15 Manual Pages 2023Document44 pagesOP15 Manual Pages 2023Mónyka Martín MenaNo ratings yet
- UaeDocument22 pagesUaeAlexander Ivanov100% (1)
- RP 1 Zafar Nawaz Jaspal Arms Control Risk Reduction Measures Between India Pakistan June 2005Document28 pagesRP 1 Zafar Nawaz Jaspal Arms Control Risk Reduction Measures Between India Pakistan June 2005Fayyaz AliNo ratings yet
- Biomimetics: Mimicking and Inspired-By BiologyDocument8 pagesBiomimetics: Mimicking and Inspired-By BiologyHushein RasheethNo ratings yet
- PCG-505F/505FX: Service ManualDocument20 pagesPCG-505F/505FX: Service Manualgabi chisNo ratings yet
- 2022 Fenix Product CatalogDocument62 pages2022 Fenix Product CatalogsachinumaryeNo ratings yet
- Specifications 7 Series 730i 730li PDFDocument2 pagesSpecifications 7 Series 730i 730li PDFKhawaja Arslan AhmedNo ratings yet
- Chapter 20.3-20.36 Revised - 6th Edition PDFDocument34 pagesChapter 20.3-20.36 Revised - 6th Edition PDFdzari6738No ratings yet
- Atomos Shogun User ManualDocument44 pagesAtomos Shogun User ManualIulian TNo ratings yet
- On 3M Innovation..Document18 pagesOn 3M Innovation..hi_priya7No ratings yet
- 08-Falling Film Evaporator - by Bma GermanyDocument30 pages08-Falling Film Evaporator - by Bma GermanyFarooq Ameer Jordan Wala100% (1)
- GBI Exercises SDDocument15 pagesGBI Exercises SDWan DeNo ratings yet
- MDR-8000 7-8GHz Ds PDFDocument6 pagesMDR-8000 7-8GHz Ds PDFVin VinNo ratings yet
- Tyler ResumeDocument2 pagesTyler Resumeapi-513315428No ratings yet
- Maintenance Instruction For The WB Valves: Spare PartsDocument7 pagesMaintenance Instruction For The WB Valves: Spare PartsagrovadoNo ratings yet
- Im3 & Iip3 TiDocument9 pagesIm3 & Iip3 TiSadiqur Rahaman SumonNo ratings yet
- Irrigation Implements and Structures WaterxzxDocument8 pagesIrrigation Implements and Structures Waterxzxlyka g100% (1)
- Account Statement From 3 Jul 2018 To 3 Jan 2019: TXN Date Value Date Description Ref No./Cheque No. Debit Credit BalanceDocument8 pagesAccount Statement From 3 Jul 2018 To 3 Jan 2019: TXN Date Value Date Description Ref No./Cheque No. Debit Credit BalanceGopagani DharshanNo ratings yet
- JBL - CADP2 Design Applications PDFDocument10 pagesJBL - CADP2 Design Applications PDFJoão CavalcantiNo ratings yet
- School Grant For The Year 2015-16 To Be Release On 07.12.2015Document88 pagesSchool Grant For The Year 2015-16 To Be Release On 07.12.2015Akram MohammadNo ratings yet
- Chapter 3Document9 pagesChapter 3Nurul NajihahNo ratings yet
- SAP FI-AR Dispute ResolutionDocument4 pagesSAP FI-AR Dispute ResolutionRamNo ratings yet
- AB0001Document11 pagesAB0001SMNo ratings yet
- Dsa4 Side DoorDocument24 pagesDsa4 Side DoorДудла СтаніславNo ratings yet