Download as pdf or txt
You might also like
- Benner's Theory - PPT 2014Document82 pagesBenner's Theory - PPT 2014Mohammed Gazo100% (7)
- Grade7 ScienceDocument450 pagesGrade7 ScienceJannet Yang100% (4)
- Welding Journal PDFDocument7 pagesWelding Journal PDFraisalfiansyahNo ratings yet
- Machine Tool Vibration and DampersDocument42 pagesMachine Tool Vibration and DampersLuis NunesNo ratings yet
- Amie Fundamentals of Design and Manufacturing DesignDocument3 pagesAmie Fundamentals of Design and Manufacturing DesignAhmed Abotoor50% (6)
- Peritoneal CirculationDocument2 pagesPeritoneal CirculationM Rizal Isburhan0% (1)
- A Project Report On Equity Analysis On Indian IT Sector DasdDocument101 pagesA Project Report On Equity Analysis On Indian IT Sector DasdRamawatar Tawaniya100% (1)
- Oracle Project Procurement Process GuideDocument100 pagesOracle Project Procurement Process GuideSrinivasa Rao AsuruNo ratings yet
- Chapter 11 Foundry Modernization and Mechanization 2003 PPTDocument16 pagesChapter 11 Foundry Modernization and Mechanization 2003 PPTDesalegn DgaNo ratings yet
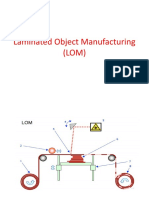
- Laminated Object Manufacturing (LOM)Document5 pagesLaminated Object Manufacturing (LOM)sandeep S NNo ratings yet
- Edm NewDocument39 pagesEdm Newvani0% (1)
- Unit 3 - Machining OperationsDocument105 pagesUnit 3 - Machining OperationsBhaskar KandpalNo ratings yet
- Introduction To Non Conventional OperationsDocument13 pagesIntroduction To Non Conventional Operationssham javed100% (1)
- Recent Trends in Non-Traditional Machining Processes: Unit - 5Document12 pagesRecent Trends in Non-Traditional Machining Processes: Unit - 5DISHA VNo ratings yet
- Full Unit 1 NotesDocument65 pagesFull Unit 1 NotesRaagul SNo ratings yet
- Production Technology Lab FileDocument45 pagesProduction Technology Lab FileSakshi RoyNo ratings yet
- Environmental SciencesDocument74 pagesEnvironmental SciencesAratrik BasakNo ratings yet
- MACHINING-lathe and Milling)Document29 pagesMACHINING-lathe and Milling)YosephNo ratings yet
- Machine MouldingDocument3 pagesMachine MouldingDr.S.Ravi CITNo ratings yet
- Module 3 PDFDocument55 pagesModule 3 PDFSandeep VermaNo ratings yet
- CAD in Robotics1 PDFDocument20 pagesCAD in Robotics1 PDFSugumaran MurugesanNo ratings yet
- Mf5103 Advances in Casting and Welding: For Syllabus, Question Papers, Notes & Many MoreDocument2 pagesMf5103 Advances in Casting and Welding: For Syllabus, Question Papers, Notes & Many MoreNandha Gopal SenthilnathanNo ratings yet
- JJ104 Workshop Technology Chapter7 Grinding MachineDocument19 pagesJJ104 Workshop Technology Chapter7 Grinding MachineAh Tiang100% (1)
- Modern Machining Processes PDFDocument11 pagesModern Machining Processes PDFRajesh Choudhary100% (1)
- Workshop Practice: An IntroductionDocument32 pagesWorkshop Practice: An IntroductionSreedhar Kummaraguntla100% (2)
- CNC Milling Machine REPORTDocument11 pagesCNC Milling Machine REPORTMazlin Azura100% (2)
- Thermal Aspects of Machining Module 1Document75 pagesThermal Aspects of Machining Module 1Libin AbrahamNo ratings yet
- Classification of Casting TechniquesDocument16 pagesClassification of Casting TechniquesRehan SharmaNo ratings yet
- Use of Rapid Prototyping For Rapid Tooling - PPTDocument17 pagesUse of Rapid Prototyping For Rapid Tooling - PPTSudhanwa KulkarniNo ratings yet
- Introduction To Manufacturing TechnologyDocument29 pagesIntroduction To Manufacturing TechnologySahil SundaNo ratings yet
- General Principles and Processes of Isolation of ElementsDocument17 pagesGeneral Principles and Processes of Isolation of ElementsAnonymous 8VJhV1eI2y100% (1)
- Mechanical Working of MetalsDocument76 pagesMechanical Working of MetalsPradip GuptaNo ratings yet
- Chapter 1 - Introduction To Hybrid Machining ProcessesDocument31 pagesChapter 1 - Introduction To Hybrid Machining ProcessesGAURAV KUMAR100% (1)
- Turning and Drilling PPT MFG Chapter23 FinalDocument78 pagesTurning and Drilling PPT MFG Chapter23 FinalRavichandran GNo ratings yet
- Manufacturing Processes I - Machining ProcessesDocument57 pagesManufacturing Processes I - Machining ProcessesImtiajur Rahman AyonNo ratings yet
- Lecture 5-Machining OperationsDocument55 pagesLecture 5-Machining OperationsAhmad OmarNo ratings yet
- Tittle:-Identify Various Additive Manufacturing Process and System and Prepare ReportDocument10 pagesTittle:-Identify Various Additive Manufacturing Process and System and Prepare Reportvishv PatelNo ratings yet
- Selective Laser SinteringDocument21 pagesSelective Laser SinteringSreedhar PugalendhiNo ratings yet
- Introduction To UCMPDocument27 pagesIntroduction To UCMPGowtham sivateja100% (2)
- StereolithographyDocument13 pagesStereolithographyElstonD'cruzNo ratings yet
- Lab Report OnshaperDocument10 pagesLab Report OnshaperSanatan Choudhury100% (3)
- Automatic Hammering PresentationDocument22 pagesAutomatic Hammering PresentationSUGUNESH A V C - 9127No ratings yet
- Electrochemical Machining (ECM)Document36 pagesElectrochemical Machining (ECM)Abhishek KumarNo ratings yet
- Lecture Notes Set 2 - Designing Mechatronic SystemsDocument14 pagesLecture Notes Set 2 - Designing Mechatronic SystemsMark AzzopardiNo ratings yet
- Orbital ForgingDocument4 pagesOrbital ForgingMrLanternNo ratings yet
- Rotary Ultra Sonic MachiningDocument26 pagesRotary Ultra Sonic Machiningarizhusain940% (1)
- Non Conventional Machining ProcessesDocument143 pagesNon Conventional Machining Processesmahesh100% (2)
- Fundamentals of CuttingDocument56 pagesFundamentals of CuttingTrevor WarnerNo ratings yet
- (##) Non Conventional Air Compressor (Compressed Air Production From Speed SDocument73 pages(##) Non Conventional Air Compressor (Compressed Air Production From Speed SSakthiVelMNo ratings yet
- Nontraditional Machining and Thermal Cutting Processes - Chapter 26Document67 pagesNontraditional Machining and Thermal Cutting Processes - Chapter 26xharpreetxNo ratings yet
- Cutting Tool MaterialsDocument58 pagesCutting Tool MaterialsBikram Panthee100% (1)
- Manufacturing ProcessDocument1 pageManufacturing ProcessRonald Reagon20% (5)
- 54 Sample ChapterDocument23 pages54 Sample ChapterzombieNo ratings yet
- Unit-4 Advanced Machining ProcessesDocument61 pagesUnit-4 Advanced Machining ProcessesHarshalPatilNo ratings yet
- Unit IV - Abrasive Process and Broaching PDFDocument80 pagesUnit IV - Abrasive Process and Broaching PDFKanda SamyNo ratings yet
- Vibration Assisted EDMDocument13 pagesVibration Assisted EDMSanjay KumarNo ratings yet
- EDM, LBM and ECMDocument30 pagesEDM, LBM and ECMSparsh KatiyarNo ratings yet
- Tool Room LatheDocument4 pagesTool Room LatheShahAzeem AhamadNo ratings yet
- TribologyDocument19 pagesTribologyMtech Design [Golden Batch]No ratings yet
- Hybrid Machining: Made By:-Hiragar Yashkumar Dalpatbhai Guidede By:-Alok SirDocument28 pagesHybrid Machining: Made By:-Hiragar Yashkumar Dalpatbhai Guidede By:-Alok SirYash Hiragar100% (1)
- ECDMDocument9 pagesECDMRobert NayakNo ratings yet
- Machine ShopDocument6 pagesMachine ShopZain MirzaNo ratings yet
- Abrasive Flow Machining (AFM)Document21 pagesAbrasive Flow Machining (AFM)Abhishek KumarNo ratings yet
- Week 3 - Identity Theory and FunctionalismDocument39 pagesWeek 3 - Identity Theory and FunctionalismHugh HollandNo ratings yet
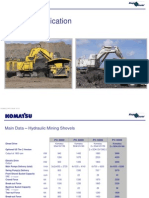
- 11 - PC8000 - 6 ApplDocument37 pages11 - PC8000 - 6 Appljhon jairo trujillo100% (1)
- C 20 Aeronautical 1 2 SemDocument161 pagesC 20 Aeronautical 1 2 Semyamuna A0% (1)
- PCC Communities / Community Education Schedule - Summer 09Document64 pagesPCC Communities / Community Education Schedule - Summer 09portlandccNo ratings yet
- A New Mutuel Kerberos Authentication Protocol For Distributed SystemsDocument10 pagesA New Mutuel Kerberos Authentication Protocol For Distributed SystemsRahul prabhaNo ratings yet
- Final Unit 4Document21 pagesFinal Unit 4Ayessa AnchetaNo ratings yet
- Sexual Reproduction in Human Beings (Part 1)Document40 pagesSexual Reproduction in Human Beings (Part 1)puspita8967628100% (1)
- Lesson 1Document36 pagesLesson 1Phước NguyễnNo ratings yet
- Open Mind Teacher's BookDocument88 pagesOpen Mind Teacher's BookEduardo AmparoNo ratings yet
- Mathematics 8-Marigold/ Sampaguita MULTIPLE CHOCE: Choose The Letter of The Correct Answer and Write It On The SpaceDocument4 pagesMathematics 8-Marigold/ Sampaguita MULTIPLE CHOCE: Choose The Letter of The Correct Answer and Write It On The SpaceIvy Jane MalacastaNo ratings yet
- Absolute - Chronology - 2840 BCE To 1533 BCEDocument70 pagesAbsolute - Chronology - 2840 BCE To 1533 BCEStephanos KelilNo ratings yet
- PedodonticsDocument2 pagesPedodonticsjunquelalaNo ratings yet
- How Many Percent of Our Brains Do We Actually UseDocument4 pagesHow Many Percent of Our Brains Do We Actually Useapi-361213297No ratings yet
- Fluid 04Document104 pagesFluid 04Edgar HuancaNo ratings yet
- Literature in EnglishDocument8 pagesLiterature in EnglishHolla HollaNo ratings yet
- VSP Final ReportDocument53 pagesVSP Final ReportAnand GautamNo ratings yet
- Bar Basics PDFDocument10 pagesBar Basics PDFsrikanth_krishnamu_3100% (1)
- Focus2 2E Workbook Answers PDFDocument1 pageFocus2 2E Workbook Answers PDFРоксоляна Бубон0% (1)
- Phychem 2 - Lab Report 2Document9 pagesPhychem 2 - Lab Report 2Ralph EvidenteNo ratings yet
- MarineDocument16 pagesMarinehhhhhNo ratings yet
- 2 Alcon CR Certificat 2024 g1 020895 0393 Rev.00Document1 page2 Alcon CR Certificat 2024 g1 020895 0393 Rev.00Cyber ChronoNo ratings yet
- Cheeke 1971 CJAS Saponin-RevDocument14 pagesCheeke 1971 CJAS Saponin-RevRinaERpienaNo ratings yet
- Jica Basic Concept of AP and Case Study in JapanDocument28 pagesJica Basic Concept of AP and Case Study in JapanhenrikoNo ratings yet
- Key Encoding Messages Into MatricesDocument4 pagesKey Encoding Messages Into Matricesapi-327831991No ratings yet
- Guest FolioDocument2 pagesGuest FolioJulyca SimbajonNo ratings yet