Download as doc, pdf, or txt
You might also like
- MSC in Subsea Engineering - Flexible Pipe Analysis Lecture JP 2023Document67 pagesMSC in Subsea Engineering - Flexible Pipe Analysis Lecture JP 2023Fakey LaazNo ratings yet
- ISO 16290 - 2013 - FinalDraftDocument20 pagesISO 16290 - 2013 - FinalDraftCristiana OliveiraNo ratings yet
- Ce8612 Environmental and Irrigation DrawingDocument5 pagesCe8612 Environmental and Irrigation Drawingsiva laxmi60% (10)
- OE June 17 EditionDocument92 pagesOE June 17 EditionPerumal KesavanNo ratings yet
- Static Pressure Calculation SheetDocument24 pagesStatic Pressure Calculation SheetMuhammad ZubairNo ratings yet
- TECTON - Desalinations and WATER TechnologyDocument58 pagesTECTON - Desalinations and WATER TechnologySaefuddin Ortega100% (1)
- 600P Tubing & FittingDocument36 pages600P Tubing & FittingAnabel Hernández DíazNo ratings yet
- Exam Solution 2009-10gDocument9 pagesExam Solution 2009-10gConstAntinosNo ratings yet
- PVC-recycling Technologies: Environmental ConcernsDocument2 pagesPVC-recycling Technologies: Environmental ConcernsFA AyNo ratings yet
- Avt 200 #1 Aircarft StructureDocument99 pagesAvt 200 #1 Aircarft StructureStrause Vince Jansen RetuyaNo ratings yet
- Pressure-Sensing Line Problems and SolutionsDocument10 pagesPressure-Sensing Line Problems and SolutionsAhmad Adel El TantawyNo ratings yet
- Platformless DC Collection and Transmission For Offshore Wind FarmsDocument6 pagesPlatformless DC Collection and Transmission For Offshore Wind FarmsLesleyAnne RowandNo ratings yet
- Report Site VisitDocument4 pagesReport Site VisitFaiz SalimNo ratings yet
- APGA Code of Practice For Upstream PE Gathering Lines in The CSG IndustryDocument174 pagesAPGA Code of Practice For Upstream PE Gathering Lines in The CSG Industrydamian o'connorNo ratings yet
- Pipelines Material Selection in The Oil Gas Industry PDFDocument7 pagesPipelines Material Selection in The Oil Gas Industry PDFMohammed KamalNo ratings yet
- 3Document6 pages3Petrus Jese Patarmatua PardedeNo ratings yet
- Sweetening Technologies - A Look at The Whole Picture 1Document1 pageSweetening Technologies - A Look at The Whole Picture 1hrbinaNo ratings yet
- Guide For Measurement of Interference Caused by CP and Railway Drainage SystemsDocument111 pagesGuide For Measurement of Interference Caused by CP and Railway Drainage SystemsVCNo ratings yet
- Thermal PollutionDocument23 pagesThermal PollutionNikhila Chandran100% (1)
- Procedures For USARI FADocument27 pagesProcedures For USARI FAKenaia Adeleye100% (2)
- Florida Guard Rail SystemDocument26 pagesFlorida Guard Rail SystemZaher Mhd SharafNo ratings yet
- cv5788987 FileDocument5 pagescv5788987 FileAbdul SaquibNo ratings yet
- Galvanic Anode System DesignDocument10 pagesGalvanic Anode System DesignilublessingNo ratings yet
- Brochure Cinta Hermética ENRAFDocument4 pagesBrochure Cinta Hermética ENRAFCESARNo ratings yet
- Graphite Vademecum E-HDocument27 pagesGraphite Vademecum E-Hdroessaert_stijnNo ratings yet
- Cause and Effect AnalysisDocument13 pagesCause and Effect AnalysisAadi KhanNo ratings yet
- Appendix Z Trailer Suction Hopper Dredger Cost Estimate Akuna DredgingDocument22 pagesAppendix Z Trailer Suction Hopper Dredger Cost Estimate Akuna DredgingHotnCrispy CrispyNo ratings yet
- Techno-Economic Assessment About Polyvinyl ChlorideDocument3 pagesTechno-Economic Assessment About Polyvinyl ChlorideIntratec SolutionsNo ratings yet
- Marley Aquatower: Cooling TowerDocument28 pagesMarley Aquatower: Cooling TowerMauricio Damián Padilla SalgadoNo ratings yet
- Sustainable Closure and Decommissioning of Oil and Gas Assets in NigeriaDocument32 pagesSustainable Closure and Decommissioning of Oil and Gas Assets in NigeriaSalif DiasNo ratings yet
- Estimating Cleanup Costs For Oil SpillsDocument10 pagesEstimating Cleanup Costs For Oil SpillsProtect Florida's BeachesNo ratings yet
- Accumulators PDFDocument6 pagesAccumulators PDFoblacaktanjaNo ratings yet
- Petronas Pressol: Premium Grade Air Compressor OilsDocument1 pagePetronas Pressol: Premium Grade Air Compressor OilsMujeeb SiddiqueNo ratings yet
- AIGA 083 - 13 Disposal of GasesDocument82 pagesAIGA 083 - 13 Disposal of GasesIvonn OchoaNo ratings yet
- QCS-2010 Section 20 Part 7 Commissioning of SystemsDocument6 pagesQCS-2010 Section 20 Part 7 Commissioning of Systemsbryanpastor106No ratings yet
- EagleBurgmann TS1000 enDocument6 pagesEagleBurgmann TS1000 enkeyur1109No ratings yet
- LNG - Growing Challenges of Heat Exchanger's Operation & Maintenance in LNG PlantsDocument16 pagesLNG - Growing Challenges of Heat Exchanger's Operation & Maintenance in LNG PlantsR P SinghNo ratings yet
- 010 Subsea Hose PDFDocument16 pages010 Subsea Hose PDFJhonatan FerreiraNo ratings yet
- PipelineStudio Installation GuideDocument53 pagesPipelineStudio Installation GuideErdincNo ratings yet
- Riser Guide E-Mar18Document129 pagesRiser Guide E-Mar18Luciano RezendeNo ratings yet
- Raw Water Intake Design Report - 22 10 22Document28 pagesRaw Water Intake Design Report - 22 10 22Victor tapfuma100% (1)
- Pump Storage and PreservationDocument4 pagesPump Storage and PreservationazkNo ratings yet
- Pipe SwabsDocument2 pagesPipe SwabsadammzjinNo ratings yet
- TFP and TFT Back in Town (Tight Fit CRA Lined Pipe and Tubing)Document12 pagesTFP and TFT Back in Town (Tight Fit CRA Lined Pipe and Tubing)Deadnightvikernes100% (1)
- eBroc-FRP Custom Cooling Towers, YWCTDocument28 pageseBroc-FRP Custom Cooling Towers, YWCTJurizal Julian Luthan100% (1)
- Trac Loc BrochureDocument4 pagesTrac Loc Brochureulas100% (1)
- VJ CatalogueDocument196 pagesVJ CatalogueShane HancockNo ratings yet
- GAPS Guidelines: Electrostatic PrecipitatorsDocument4 pagesGAPS Guidelines: Electrostatic PrecipitatorsAsad KhanNo ratings yet
- United States Department of The Interior: Mr. J.E. WardDocument20 pagesUnited States Department of The Interior: Mr. J.E. WardGrishworld ShanNo ratings yet
- Turbodrain EnglDocument8 pagesTurbodrain EnglIonut BuzescuNo ratings yet
- Fibre Reinforced Plastics 124Document6 pagesFibre Reinforced Plastics 124RajaramNo ratings yet
- Flexible Pipe Systems: France Brazil MalaysiaDocument2 pagesFlexible Pipe Systems: France Brazil MalaysiajiokoijikoNo ratings yet
- Specification Lightening Protection SystemsDocument4 pagesSpecification Lightening Protection SystemssriramNo ratings yet
- The Sectional Repair of Damaged Pipe by Means of An Inverted Cured-In-Place LinerDocument3 pagesThe Sectional Repair of Damaged Pipe by Means of An Inverted Cured-In-Place LinerAhmad Zubair RasulyNo ratings yet
- Corrosion Application Library ManualDocument230 pagesCorrosion Application Library ManualMiguel Angel Holguin MontañoNo ratings yet
- User GuideDocument248 pagesUser Guidebidyut_iitkgpNo ratings yet
- Forest Product Conversion FactorsFrom EverandForest Product Conversion FactorsNo ratings yet
- Carbon Capture and Storage: The Legal Landscape of Climate Change Mitigation TechnologyFrom EverandCarbon Capture and Storage: The Legal Landscape of Climate Change Mitigation TechnologyNo ratings yet
- Application Form: Professional Regulation CommissionDocument1 pageApplication Form: Professional Regulation CommissionIan JamillaNo ratings yet
- Appendix 8A: Concept Paper Rubric Criteria High (3) Average (2) Low (1) None (0) Topic / Focus (5%) Integration of Knowledge (25%)Document1 pageAppendix 8A: Concept Paper Rubric Criteria High (3) Average (2) Low (1) None (0) Topic / Focus (5%) Integration of Knowledge (25%)Ian JamillaNo ratings yet
- Three Moment Theorem2Document35 pagesThree Moment Theorem2julsNo ratings yet
- Unit 5 DESIGN OF FLANGED BEAM T BEAMDocument41 pagesUnit 5 DESIGN OF FLANGED BEAM T BEAMIan JamillaNo ratings yet
- Geomembrane Application: Landfill MiningDocument2 pagesGeomembrane Application: Landfill MiningIan JamillaNo ratings yet
- LEVAPOR - IFAS Upgrade of Activated Sludge ProcessDocument1 pageLEVAPOR - IFAS Upgrade of Activated Sludge ProcessAmit ChristianNo ratings yet
- Clarifier DesignDocument5 pagesClarifier DesignSwaminathan Thayumanavan100% (1)
- Mass BalanceDocument36 pagesMass Balanceraka putraNo ratings yet
- Development of Dynamic Head Loss Criteria For Raw Sludge Pumping.Document12 pagesDevelopment of Dynamic Head Loss Criteria For Raw Sludge Pumping.cascadedesigns100% (1)
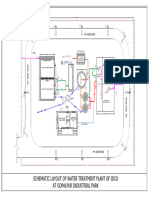
- WTP LayoutDocument1 pageWTP Layouta mNo ratings yet
- Sturbridge Case StudyDocument2 pagesSturbridge Case Studyárokszállási norbertNo ratings yet
- 1 Simpang JPP Kedah-004-1Document1 page1 Simpang JPP Kedah-004-1Syafiq KamaluddinNo ratings yet
- Activated Sludge ProcessDocument162 pagesActivated Sludge ProcessRamkiNo ratings yet
- Broad Vrested WeirDocument5 pagesBroad Vrested WeirdsanandaNo ratings yet
- Multipurpose River Valley Projects in IndiaDocument2 pagesMultipurpose River Valley Projects in IndiaDeepak GarnaikNo ratings yet
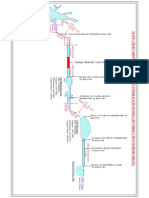
- Pres Sure M Ain 7.65 0 K M: TUNNEL FROM KM 7.900 TO KM 8.250 (350M)Document1 pagePres Sure M Ain 7.65 0 K M: TUNNEL FROM KM 7.900 TO KM 8.250 (350M)Rama KrishnaNo ratings yet
- 2020 MWT11 A Column Study For Effect of Filter Media On The Performance of Sand FilterDocument10 pages2020 MWT11 A Column Study For Effect of Filter Media On The Performance of Sand FilterMi doremiNo ratings yet
- Mini Project Full PDFDocument35 pagesMini Project Full PDFLee Xiang FengNo ratings yet
- Bhakra Dam: History Features Management Displacement of People See Also Notes External LinksDocument1 pageBhakra Dam: History Features Management Displacement of People See Also Notes External Linkspavan petkarNo ratings yet
- Important of Hydraulic StructureDocument3 pagesImportant of Hydraulic StructureJovelynNo ratings yet
- Dam ND ReservoirsDocument16 pagesDam ND ReservoirsKs ApekshNo ratings yet
- Técnicas Simplificadas de Tratamento de ÁguaDocument14 pagesTécnicas Simplificadas de Tratamento de ÁguaGabriel Marques100% (1)
- ScienceDirect Citations 1531018922027Document4 pagesScienceDirect Citations 1531018922027linamendozaNo ratings yet
- Lec 1 (Wastewater Collection System)Document29 pagesLec 1 (Wastewater Collection System)Haris MahmoodNo ratings yet
- Monrovia Sewer System DescriptionDocument7 pagesMonrovia Sewer System DescriptionJeremiah SeleNo ratings yet
- Bossier - DHH Sample SitesDocument7 pagesBossier - DHH Sample SitesMatt StanleyNo ratings yet
- Chapter 3 - Primary TreatmentDocument6 pagesChapter 3 - Primary TreatmentbenNo ratings yet
- Lecture 10 &11 Water TreatmentDocument33 pagesLecture 10 &11 Water Treatmentanantlakhotiya.11No ratings yet
- Sewerage ReportDocument31 pagesSewerage ReportShiva Sharma100% (1)
- Activated Sludge Design Calculations Date: Project: Units: Engineer: Act. Sludge Process: Design Conditions & ParametersDocument5 pagesActivated Sludge Design Calculations Date: Project: Units: Engineer: Act. Sludge Process: Design Conditions & ParametersMagin Idelfonso TorreblancaNo ratings yet
- Activated Sludge Aeration Tank Design With Excel SpreadsheetsDocument6 pagesActivated Sludge Aeration Tank Design With Excel SpreadsheetsAnonymous XguKEyWNo ratings yet
- Water Balance DiagramDocument1 pageWater Balance DiagramKishore KumarNo ratings yet
- Multiflo 2013 EN PDFDocument8 pagesMultiflo 2013 EN PDFEbaid AbdoNo ratings yet