Download as pdf or txt
You might also like
- 1,001 Questions & Answers for the CWI Exam: Welding Metallurgy and Visual Inspection Study GuideFrom Everand1,001 Questions & Answers for the CWI Exam: Welding Metallurgy and Visual Inspection Study GuideRating: 4 out of 5 stars4/5 (9)
- Repair and Buttering ProcedureDocument14 pagesRepair and Buttering Proceduremohd as shahiddin jafri100% (3)
- Inge UF Manual Process Design Guidelines - 45 D02234 enDocument66 pagesInge UF Manual Process Design Guidelines - 45 D02234 enPravin Bote100% (2)
- CSWIP 3.1 Welding Inspection NotesDocument102 pagesCSWIP 3.1 Welding Inspection NotesMohamad Junid Bin Omar91% (33)
- Reinforced Concrete Design - Review Exam 1 - 2014Document7 pagesReinforced Concrete Design - Review Exam 1 - 2014Jenesis de GuzmanNo ratings yet
- Parfum MsdsDocument5 pagesParfum MsdsKESLING RSIDSNo ratings yet
- API 510 Closed ExamDocument20 pagesAPI 510 Closed Examariyamanjula2914100% (9)
- Technical Specification - Cast Resin - v1Document13 pagesTechnical Specification - Cast Resin - v1ramprathap23No ratings yet
- CSWIP 3.2 Welding Inspector Exam: Signing Off A ProductDocument9 pagesCSWIP 3.2 Welding Inspector Exam: Signing Off A ProductAhmed NassarNo ratings yet
- Cswip Qa 3 2Document8 pagesCswip Qa 3 2Koya ThangalNo ratings yet
- Steps of Making WPSDocument51 pagesSteps of Making WPSmohammadkhairy0% (2)
- The Welding Procedure and Its QualificationDocument51 pagesThe Welding Procedure and Its QualificationMohd Faya100% (8)
- Steps of Making WPSDocument51 pagesSteps of Making WPSDavid Macatangay100% (7)
- Welding Inspection General Theory Paper QWI-4: Multichoice MarksDocument9 pagesWelding Inspection General Theory Paper QWI-4: Multichoice MarksMuhammad HannanNo ratings yet
- Module 2 International Welding CodesDocument24 pagesModule 2 International Welding CodesMARCOE ALONZO ACAINNo ratings yet
- Welding InspectionDocument132 pagesWelding InspectionEnrique TaviraNo ratings yet
- The Welding Procedure and Its QualificationDocument51 pagesThe Welding Procedure and Its QualificationYousef Adel HassanenNo ratings yet
- WPS Steps of MakingDocument51 pagesWPS Steps of MakingSaut Maruli Tua Samosir100% (1)
- Welding DocumentDocument128 pagesWelding DocumentVishal SharmaNo ratings yet
- Calcium BoardDocument9 pagesCalcium BoardKurnianda Dian WulandariNo ratings yet
- CSWIP Welding Inspection Notes and Questions (Said)Document138 pagesCSWIP Welding Inspection Notes and Questions (Said)Ericson Cabigao100% (1)
- B2020-TDC-VF-009 Vessel Fabrication R0Document5 pagesB2020-TDC-VF-009 Vessel Fabrication R0Ramalingam PrabhakaranNo ratings yet
- Welding Inspection CSWIP (ANSWER)Document131 pagesWelding Inspection CSWIP (ANSWER)Manoj PaudelNo ratings yet
- Sim Smaw10 Q4Document12 pagesSim Smaw10 Q4Suertz Zaragosa100% (1)
- 09 22 16telDocument11 pages09 22 16telHanamanthNo ratings yet
- Cswip 3.2 Theory Paper Q&A: 1. Signing Off A ProductDocument40 pagesCswip 3.2 Theory Paper Q&A: 1. Signing Off A ProductMohsen Keramati100% (1)
- Scope of Work-Fabrication of Pressure VesselsDocument3 pagesScope of Work-Fabrication of Pressure VesselsAsad Khan100% (2)
- QT-09-2008 ConcreteDocument25 pagesQT-09-2008 ConcreteRichard WriteNo ratings yet
- Guidelines For Fabrication of Steel Girder Procedure in WordDocument17 pagesGuidelines For Fabrication of Steel Girder Procedure in WordManas Rawat100% (1)
- CPM1 - B2 - CMT AssignmentDocument9 pagesCPM1 - B2 - CMT AssignmentShaikh Nadim AkhtarNo ratings yet
- IASC Shipbuilding and Repair Quality StandardDocument59 pagesIASC Shipbuilding and Repair Quality StandardYl WongNo ratings yet
- Shipbuilding and Repair Quality Rec47Document58 pagesShipbuilding and Repair Quality Rec47Lorena BarrosNo ratings yet
- Dutyies of Welding InspectorDocument30 pagesDutyies of Welding InspectorMorg Actus100% (1)
- Welding Inspection Q and Ans.Document20 pagesWelding Inspection Q and Ans.Ashwani Dogra100% (2)
- Azing Procedure Weld Copper WaterstopDocument5 pagesAzing Procedure Weld Copper Waterstopzhuxueyun55No ratings yet
- Structure Fabrication ProcedureDocument10 pagesStructure Fabrication Procedureasmira rosliNo ratings yet
- Inspection and Welding Repairs of Pressure VesselsDocument9 pagesInspection and Welding Repairs of Pressure VesselsClaudia Mms100% (1)
- GL Vi-9-2 e PDFDocument20 pagesGL Vi-9-2 e PDFValli RajuNo ratings yet
- Hot Dip GalvanizeDocument9 pagesHot Dip GalvanizeSreedhar Patnaik.MNo ratings yet
- MS008 Steel Tank MSDocument9 pagesMS008 Steel Tank MSMhando IgnasNo ratings yet
- Steels Repair IACS REC 47 Pdf193Document63 pagesSteels Repair IACS REC 47 Pdf193Josep Maria Montoy CanadellNo ratings yet
- Guidelines For Fabrication of Steel GirderDocument17 pagesGuidelines For Fabrication of Steel Girderradhakrishnang100% (3)
- TH THDocument9 pagesTH THP.MannaNo ratings yet
- 19-Pipe Line Welding PDFDocument15 pages19-Pipe Line Welding PDFMustafa MubderNo ratings yet
- Power & Water Project Method Statement For Spool Fabrication of Steel PipingDocument11 pagesPower & Water Project Method Statement For Spool Fabrication of Steel Pipinglion100_saadNo ratings yet
- CSWIP Welding Inspection Notes and Questions PDFDocument115 pagesCSWIP Welding Inspection Notes and Questions PDFrahim_335162856100% (3)
- API 510 Closed 1Document5 pagesAPI 510 Closed 1Einsteinw2No ratings yet
- Api 571 Parte 12Document14 pagesApi 571 Parte 12Obe Mendoza100% (2)
- No.47 Shipbuilding and Repair Quality StandardDocument59 pagesNo.47 Shipbuilding and Repair Quality StandardYoel ChristianNo ratings yet
- Welding Terminology: A Guide to MIG, TIG, Stick, Gas, and Spot Welding TermsFrom EverandWelding Terminology: A Guide to MIG, TIG, Stick, Gas, and Spot Welding TermsNo ratings yet
- Spot Welding Interview Success: An Introduction to Spot WeldingFrom EverandSpot Welding Interview Success: An Introduction to Spot WeldingNo ratings yet
- The Art of Lead Burning: A practical treatise explaining the apparatus and processesFrom EverandThe Art of Lead Burning: A practical treatise explaining the apparatus and processesNo ratings yet
- How to prepare Welding Procedures for Oil & Gas PipelinesFrom EverandHow to prepare Welding Procedures for Oil & Gas PipelinesRating: 5 out of 5 stars5/5 (1)
- Hand Book For Steel Structure Quality Control on SiteFrom EverandHand Book For Steel Structure Quality Control on SiteNo ratings yet
- Ceramic Materials for Energy Applications VIFrom EverandCeramic Materials for Energy Applications VIHua-Tay LinNo ratings yet
- Advanced Processing and Manufacturing Technologies for Nanostructured and Multifunctional Materials IIFrom EverandAdvanced Processing and Manufacturing Technologies for Nanostructured and Multifunctional Materials IITatsuki OhjiNo ratings yet
- The Art of Lead Burning: A practical treatisening the apparatus and processesFrom EverandThe Art of Lead Burning: A practical treatisening the apparatus and processesNo ratings yet
- Civil Engineering Structures According to the Eurocodes: Inspection and MaintenanceFrom EverandCivil Engineering Structures According to the Eurocodes: Inspection and MaintenanceNo ratings yet
- Ceramic Materials for Energy Applications V: A Collection of Papers Presented at the 39th International Conference on Advanced Ceramics and CompositesFrom EverandCeramic Materials for Energy Applications V: A Collection of Papers Presented at the 39th International Conference on Advanced Ceramics and CompositesJosef MatyášNo ratings yet
- Color Chart (Ral No.,Bs381c, Bs4800, Bs2660, Bs5252)Document16 pagesColor Chart (Ral No.,Bs381c, Bs4800, Bs2660, Bs5252)syedabudhakirNo ratings yet
- Paint Spray Guns - 321132EN-GDocument24 pagesPaint Spray Guns - 321132EN-GTheyaga GanesanNo ratings yet
- Understanding Refractory API 936 Reading V PDFDocument136 pagesUnderstanding Refractory API 936 Reading V PDFsyedabudhakirNo ratings yet
- Valve Material Application PDFDocument16 pagesValve Material Application PDFSudherson Jagannathan100% (1)
- Installation of Ammonia Pre-HeaterDocument24 pagesInstallation of Ammonia Pre-HeaterSAJIDSATTARNo ratings yet
- Pexter 1Document2 pagesPexter 1Sohame Kumar BishnuNo ratings yet
- Design of Chajja (Sun Shade) Input:: Limit State Method Confirming To IS: 456-2000Document4 pagesDesign of Chajja (Sun Shade) Input:: Limit State Method Confirming To IS: 456-2000MaheshNo ratings yet
- 16MnCr5 IMDocument3 pages16MnCr5 IMeraman_meNo ratings yet
- TDS - Penguard Tie Coat 100 - English (Uk) - Issued.26.11.2010 PDFDocument3 pagesTDS - Penguard Tie Coat 100 - English (Uk) - Issued.26.11.2010 PDFNPTNo ratings yet
- Welding Booth Report PDFDocument18 pagesWelding Booth Report PDFAjal Varghese NNo ratings yet
- Chmb16 Final NotesDocument15 pagesChmb16 Final NotesCleveland BrownNo ratings yet
- Dens ShieldDocument16 pagesDens ShieldadmiralpumpkinNo ratings yet
- Route Used For Collection and Transportation of Solid Waste of The CityDocument11 pagesRoute Used For Collection and Transportation of Solid Waste of The CityBro Patil100% (1)
- Method Statement For Antibacterial PaintDocument7 pagesMethod Statement For Antibacterial PaintAnwar MohiuddinNo ratings yet
- Class Xii Organic Road Map ProblemsDocument4 pagesClass Xii Organic Road Map ProblemsShirsha DuttaNo ratings yet
- 23 Protein AdhesivesDocument26 pages23 Protein AdhesivesProjjal GhoshNo ratings yet
- Risk and Safety Phrases.Document8 pagesRisk and Safety Phrases.François GuilavoguiNo ratings yet
- IWTDocument99 pagesIWTemraan KhanNo ratings yet
- Two - Storey ReferenceDocument5 pagesTwo - Storey ReferenceJoshua UntalanNo ratings yet
- Structural Steel DesignDocument8 pagesStructural Steel DesignNassim SabriNo ratings yet
- WS - Solids, Liquids & Gases CalculationsDocument3 pagesWS - Solids, Liquids & Gases CalculationsayseNo ratings yet
- EPA Cleans Up Ozark Circuits Superfund Site in Springfield, MODocument3 pagesEPA Cleans Up Ozark Circuits Superfund Site in Springfield, MOEPA Region 7 (Midwest)No ratings yet
- Magnetic Forces Lab WorksheetDocument10 pagesMagnetic Forces Lab WorksheetWahyu UmarNo ratings yet
- UNIT-3: Cleaning Equipment (Manual and Mechanical)Document85 pagesUNIT-3: Cleaning Equipment (Manual and Mechanical)Lalit BhotkaNo ratings yet
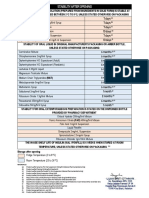
- Stability After OpeningDocument1 pageStability After OpeningAndrew LahoreNo ratings yet
- Guia Cambio de TransistoresDocument291 pagesGuia Cambio de TransistoresRicardo RiveraNo ratings yet
- Mesoporous Silicoaluminate PaperDocument6 pagesMesoporous Silicoaluminate PaperSintong Leonardo SitungkirNo ratings yet
- Notice: Environmental Statements Availability, Etc.: New Chemicals, Receipt and Status InformationDocument4 pagesNotice: Environmental Statements Availability, Etc.: New Chemicals, Receipt and Status InformationJustia.comNo ratings yet
- Ce 201 PDFDocument141 pagesCe 201 PDFMuntashir MunimNo ratings yet
- Panfleto 165-2017 - Instrumentation For Chlorine ServiceDocument30 pagesPanfleto 165-2017 - Instrumentation For Chlorine ServiceLucas OliverNo ratings yet
- CE134P (Flexural Members)Document50 pagesCE134P (Flexural Members)Lemuel TeopeNo ratings yet