Download as pdf or txt
You might also like
- Submerged Arc Welding: by L D PoyyaraDocument29 pagesSubmerged Arc Welding: by L D PoyyararajeshNo ratings yet
- Trading JournalDocument34 pagesTrading JournaltianNo ratings yet
- Soudokay Strip Cladding - PrincipesDocument31 pagesSoudokay Strip Cladding - PrincipesRenny DevassyNo ratings yet
- WeldingDocument43 pagesWeldingPravin VisputeNo ratings yet
- Hobart TM Catalog 2020Document26 pagesHobart TM Catalog 2020pawan kumarNo ratings yet
- Gen - Importance of Welding in L & T PDFDocument30 pagesGen - Importance of Welding in L & T PDFSivaNo ratings yet
- Nickel Alloy Based Filler MetalDocument1 pageNickel Alloy Based Filler MetaljoehodohNo ratings yet
- WeldingDocument23 pagesWeldingBilal TayyabNo ratings yet
- Flanges - Standard Dim For Flanges Used in InvestaDocument2 pagesFlanges - Standard Dim For Flanges Used in InvestaBharat TailorNo ratings yet
- The Welding Metallurgy of HASTELLOY Alloys C-4, C-22, and C-276Document2 pagesThe Welding Metallurgy of HASTELLOY Alloys C-4, C-22, and C-276Ivan GarzonNo ratings yet
- JTS Series High Speed Bevel Gear Screw Jack, Bevel Gear Driven Screw Jack, Bevel Gearbox Jack, Bevel Screw Jack Travel Speed, Screw Jack Bevel, Jack Screw Bevel Gearbox, Quick Lifting Screw JackDocument19 pagesJTS Series High Speed Bevel Gear Screw Jack, Bevel Gear Driven Screw Jack, Bevel Gearbox Jack, Bevel Screw Jack Travel Speed, Screw Jack Bevel, Jack Screw Bevel Gearbox, Quick Lifting Screw JackWarren LeeNo ratings yet
- Usability Designators FCAWDocument5 pagesUsability Designators FCAWAnonymous dh6DITNo ratings yet
- L80 - Continental AlloysDocument2 pagesL80 - Continental Alloystoxa0707No ratings yet
- KMT Stellite Alloys Brochure FINALDocument15 pagesKMT Stellite Alloys Brochure FINALIkhsan LyNo ratings yet
- BHEL TDC For FittingsDocument9 pagesBHEL TDC For FittingsGuru KguruNo ratings yet
- Study On Effect of Manual Metal Arc Welding Process Parameters On Width of Heat Affected Zone (Haz) For Ms 1005 SteelDocument8 pagesStudy On Effect of Manual Metal Arc Welding Process Parameters On Width of Heat Affected Zone (Haz) For Ms 1005 SteelIJMERNo ratings yet
- Welding Inspection: Welding Symbols Course Reference WIS 5Document52 pagesWelding Inspection: Welding Symbols Course Reference WIS 5Joerge Ryan MaramotNo ratings yet
- Class 2B Internal Threads PDFDocument2 pagesClass 2B Internal Threads PDFLaural MarshallNo ratings yet
- Drawing Design: EngineeringDocument25 pagesDrawing Design: Engineeringsukarlan98No ratings yet
- Electrode Codes For Use in BoilersDocument4 pagesElectrode Codes For Use in Boilersh_patnaikNo ratings yet
- MSM Marketing SDN BHD: MIG Welding Electrodes !Document3 pagesMSM Marketing SDN BHD: MIG Welding Electrodes !namasralNo ratings yet
- Defects in Seamless TubesDocument4 pagesDefects in Seamless TubesAgniva DuttaNo ratings yet
- Dissimilar Metal Weldingv2 HERBST PDFDocument23 pagesDissimilar Metal Weldingv2 HERBST PDFAnonymous q2HC0zyfa2No ratings yet
- Wel 14 BDocument7 pagesWel 14 BWilly UioNo ratings yet
- (John Norrish) Advanced Welding Processes (BookFi) - Pages-85-91Document7 pages(John Norrish) Advanced Welding Processes (BookFi) - Pages-85-91Yusuf DarellNo ratings yet
- Asme SawDocument3 pagesAsme Sawhalil ozgunNo ratings yet
- Metal Chemical CompositionDocument1 pageMetal Chemical CompositionprathmeshNo ratings yet
- Submerged Arc Welding (SAW)Document34 pagesSubmerged Arc Welding (SAW)Gaballah Aman0% (1)
- Sa 299Document3 pagesSa 299Web LogueandoNo ratings yet
- Aisi 4140 Alloy Steel (Uns g41400)Document4 pagesAisi 4140 Alloy Steel (Uns g41400)Deepak ChaurasiaNo ratings yet
- Asme Section I: Section - Iii Code ExtractionDocument3 pagesAsme Section I: Section - Iii Code ExtractionReadersmo100% (1)
- Weldclad WLDC 3Document1 pageWeldclad WLDC 3furiousgaulNo ratings yet
- AWS Weld Symbol BasicsDocument3 pagesAWS Weld Symbol Basicschairul anwarNo ratings yet
- Saw Weld ProcedureDocument21 pagesSaw Weld ProcedurePhani KumarNo ratings yet
- Grating Weight - CalculationDocument1 pageGrating Weight - CalculationMuthuram NNo ratings yet
- Brazing Filler Metal Selector Chart: NicrobrazDocument2 pagesBrazing Filler Metal Selector Chart: NicrobrazathulpcucekNo ratings yet
- Tips For Successfully Welding Stainless Steel To Carbon SteelDocument2 pagesTips For Successfully Welding Stainless Steel To Carbon SteeladityaNo ratings yet
- Welding and Characterization of 5083 Aluminium Alloy PDFDocument6 pagesWelding and Characterization of 5083 Aluminium Alloy PDFPatricio G. ArrienNo ratings yet
- Heat TreatmentDocument5 pagesHeat TreatmentsheikmoinNo ratings yet
- Como Soldar 4140Document4 pagesComo Soldar 4140Luis Jose DuranNo ratings yet
- BOC 216295 GeneralGasesBrochure AUS v12Document28 pagesBOC 216295 GeneralGasesBrochure AUS v12idontlikeebooksNo ratings yet
- Hydro Aluminium - AlSi7Mg0.6Document2 pagesHydro Aluminium - AlSi7Mg0.6Raj PrasanthNo ratings yet
- Welbee English Web PDFDocument10 pagesWelbee English Web PDFekopujiantoeNo ratings yet
- Welding SAF2205 Tubes To CS TubesheetDocument2 pagesWelding SAF2205 Tubes To CS Tubesheetmasterdol1983No ratings yet
- Template BUTTDocument1 pageTemplate BUTTDylan TriggNo ratings yet
- FCAW Electrode DesignationDocument3 pagesFCAW Electrode DesignationthedreampowerNo ratings yet
- BohlerThyssen PDFDocument386 pagesBohlerThyssen PDFElMacheteDelHuesoNo ratings yet
- Aotai Welding EquipmentDocument16 pagesAotai Welding EquipmentSutanAMariNo ratings yet
- The Nelson System Catalouge Version 2 2017 Shear StudsDocument8 pagesThe Nelson System Catalouge Version 2 2017 Shear StudsMacNo ratings yet
- WeldingDocument21 pagesWeldingprabhatkumar_6657012No ratings yet
- Welding AISI 4130 PDFDocument5 pagesWelding AISI 4130 PDFDarioNo ratings yet
- Tabla de Referencia de Materiales: Material Reference ChartDocument2 pagesTabla de Referencia de Materiales: Material Reference Chartsateesh chandNo ratings yet
- Wel 13 HDocument8 pagesWel 13 HWilly Uio100% (1)
- ASTM A131 Steel, Grade DDocument1 pageASTM A131 Steel, Grade DjulianmorantesNo ratings yet
- Submerged Arc Welding: by L D PoyyaraDocument29 pagesSubmerged Arc Welding: by L D PoyyaraSapan KansaraNo ratings yet
- Submerged Arc Welding: by L D PoyyaraDocument29 pagesSubmerged Arc Welding: by L D PoyyarawasiNo ratings yet
- Mmaw & GmawDocument54 pagesMmaw & GmawSelvakumaran DhandapaniNo ratings yet
- SAW ProcessDocument38 pagesSAW ProcessHary adiNo ratings yet
- 1.cost Break Down EtDocument75 pages1.cost Break Down EtNantukina TeshomeNo ratings yet
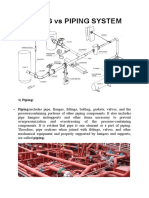
- Piping Vs Piping SystemDocument4 pagesPiping Vs Piping SystemViệt Đặng XuânNo ratings yet
- WK No. 01 - Acc Suraksha Power (PPC)Document1 pageWK No. 01 - Acc Suraksha Power (PPC)deepuke80No ratings yet
- Verification of Steel BeamDocument30 pagesVerification of Steel BeamARYANo ratings yet
- Sikaflex®-11 FC+: Product Data SheetDocument5 pagesSikaflex®-11 FC+: Product Data SheetYousef HalasehNo ratings yet
- Design and Control of A Cryogenic Multi-Stage Compression Refrigeration ProcessDocument8 pagesDesign and Control of A Cryogenic Multi-Stage Compression Refrigeration ProcessGezu AcuñaNo ratings yet
- Cemtec NS Grout-V1Document2 pagesCemtec NS Grout-V1Raja muruganNo ratings yet
- Hardware For GlassesDocument11 pagesHardware For GlassesSarinNo ratings yet
- Pipe Chart Table: OD Inch Schedule Wall ID Weight/FtDocument7 pagesPipe Chart Table: OD Inch Schedule Wall ID Weight/Ftyananto76No ratings yet
- Overall Heat Transfer Coefficients For Some Common Fluids and Heat Exchanger SurfacesDocument3 pagesOverall Heat Transfer Coefficients For Some Common Fluids and Heat Exchanger SurfacesFathurrahman Yudhi NugrahaNo ratings yet
- LFA Glass and AluminumDocument51 pagesLFA Glass and AluminumClef GonadanNo ratings yet
- FG - Operation Manual Controller R515 - Installation - UNDocument9 pagesFG - Operation Manual Controller R515 - Installation - UNŞaban YıldırımNo ratings yet
- Appendix A - Design Load AssumptionsDocument2 pagesAppendix A - Design Load AssumptionsmtNo ratings yet
- ColdroomDocument4 pagesColdroomTorrent worldNo ratings yet
- 1 WB-0673 - FinalDocument4 pages1 WB-0673 - FinalSrikanth SikhaNo ratings yet
- Guide For The Mechanistic-Empirical Design of New and Rehabilitated Pavement Structures Materials Characterization Is Your Agency Ready?Document13 pagesGuide For The Mechanistic-Empirical Design of New and Rehabilitated Pavement Structures Materials Characterization Is Your Agency Ready?Tomas Santiago Hanccoccallo PauccaraNo ratings yet
- ACEE0232 - Poovarodom - A New Earthquake Resistant Design Standard For Buildings in ThailandDocument6 pagesACEE0232 - Poovarodom - A New Earthquake Resistant Design Standard For Buildings in ThailandVignesh T ShekarNo ratings yet
- Design of Boundary Column & FoundationDocument7 pagesDesign of Boundary Column & FoundationAmarjit KulkarniNo ratings yet
- MPL-P142 - 6316345 - Vol.2 Sec. 6 General Specs-Waterproof & RoofingDocument14 pagesMPL-P142 - 6316345 - Vol.2 Sec. 6 General Specs-Waterproof & RoofinganishNo ratings yet
- 712 Series Pilot Ignition Systems (Flame Rectification) : Installation DataDocument16 pages712 Series Pilot Ignition Systems (Flame Rectification) : Installation Datasalquintero74No ratings yet
- Terrain FUZE Tech ManualDocument53 pagesTerrain FUZE Tech ManualhilmiNo ratings yet
- RabDocument3 pagesRabAna YulianaNo ratings yet
- Chapter-2 Building PlanningDocument17 pagesChapter-2 Building PlanningGechNo ratings yet
- 1202 CC Thermal WeldingDocument2 pages1202 CC Thermal Weldingneils60No ratings yet
- Piping Class - GS20Document3 pagesPiping Class - GS20Dmitriy RybakovNo ratings yet
- Gleeble SimulationDocument4 pagesGleeble SimulationmanasikarthikNo ratings yet
- Module 01 - Small and Large Deflection Plate TheoryDocument9 pagesModule 01 - Small and Large Deflection Plate TheorySameera JayaratneNo ratings yet
- CHAPTER 4 Draft PROPOSED OF HIGH ABSORBING CONCRETE SLAB FOR FLOOD PREVENTION Pages 1 19 1Document8 pagesCHAPTER 4 Draft PROPOSED OF HIGH ABSORBING CONCRETE SLAB FOR FLOOD PREVENTION Pages 1 19 1jason mr.perfect11No ratings yet
- 91-0175-00-00 On Ip Eco: DescriptionDocument13 pages91-0175-00-00 On Ip Eco: DescriptionUmeshNo ratings yet
- Content: - Introduction - Types of Solar Collector - Application - Advantage - DisadvantageDocument32 pagesContent: - Introduction - Types of Solar Collector - Application - Advantage - DisadvantagesivaramakrishnanNo ratings yet