
Method Statement For Welding Repair
Method Statement For Welding Repair
You might also like
- Repair and Buttering ProcedureDocument14 pagesRepair and Buttering Proceduremohd as shahiddin jafri100% (3)
- Weld Repair ProcedureDocument2 pagesWeld Repair ProcedurePer DC100% (4)
- Welding Consumable and Storage ProcedureDocument10 pagesWelding Consumable and Storage Procedurehasan_676489616100% (1)
- Method Statement - Pressing of Plate To Be Pipe - SignDocument9 pagesMethod Statement - Pressing of Plate To Be Pipe - SignrichadNo ratings yet
- Welding Repair ProcedureDocument4 pagesWelding Repair Proceduregstketut100% (2)
- Method Statement For Fabrication, Installation and Testing of PipeworkDocument31 pagesMethod Statement For Fabrication, Installation and Testing of PipeworkNaveed Ahmed Get-Info100% (1)
- Method Statement For Pipeline WeldingDocument21 pagesMethod Statement For Pipeline WeldingKhwanas Luqman100% (3)
- ITP Installation of Boiler - R1Document14 pagesITP Installation of Boiler - R1crys100% (4)
- Welding Repair ProcedureDocument6 pagesWelding Repair ProcedureSenthil Kumaran100% (3)
- Welding Repair ProcedureDocument6 pagesWelding Repair ProcedureTrương Định50% (4)
- Welding Consumables Handling Procedure.Document5 pagesWelding Consumables Handling Procedure.Mohammed Kamal78% (23)
- Itp For Aboveground Piping Metallic (Fabrication, Erection, Installation and Pressure Testing)Document24 pagesItp For Aboveground Piping Metallic (Fabrication, Erection, Installation and Pressure Testing)Rakhesh Rajeevan100% (3)
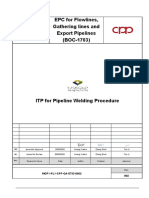
- ITP For Pipeline Welding ProcedureDocument15 pagesITP For Pipeline Welding ProcedureNYO100% (2)
- Vaccum Test MethodDocument4 pagesVaccum Test MethodMahmud AlamNo ratings yet
- Haw Catalogue EbookDocument290 pagesHaw Catalogue Ebookneeraj pandeyNo ratings yet
- Index: Method Statement For Post Weld Heat TreatmentDocument8 pagesIndex: Method Statement For Post Weld Heat TreatmentsomiqatarNo ratings yet
- PFB - WI 004 - Material-Weld Repair & Buttering Procedure - R1 PDFDocument6 pagesPFB - WI 004 - Material-Weld Repair & Buttering Procedure - R1 PDFJeffri Malau100% (1)
- PWHT ProcedureDocument11 pagesPWHT Proceduretbmari100% (15)
- M 111 Tank Weld Repair ProcedureDocument8 pagesM 111 Tank Weld Repair ProcedureAAISATNo ratings yet
- Procedure For Tubing & ExpansionDocument6 pagesProcedure For Tubing & ExpansionBoby ThomasNo ratings yet
- Line History SheetDocument46 pagesLine History SheetBhanu Pratap Choudhury50% (4)
- Insulation ProceduresDocument8 pagesInsulation ProceduresMark Darrel AranasNo ratings yet
- ARCHITECT PHILIPPINES Outline Spec For ArkiDocument39 pagesARCHITECT PHILIPPINES Outline Spec For ArkiBenjie LatrizNo ratings yet
- DA4675 CFA Level II SmartSheet 2020 PDFDocument10 pagesDA4675 CFA Level II SmartSheet 2020 PDFMabelita Flores100% (3)
- Method Statement For Piping Fabrication & Erection Work Procedure - BlankDocument9 pagesMethod Statement For Piping Fabrication & Erection Work Procedure - BlankNaning Kusuma100% (1)
- Method Statement For WeldingDocument31 pagesMethod Statement For WeldingNaveed Ahmed Get-Info86% (7)
- Repair ProcedureDocument11 pagesRepair Procedurebilelliuvi2100% (4)
- 01 Work Repair ProcedureDocument17 pages01 Work Repair ProcedureAnonymous sQ1toMHD100% (2)
- Repair ProcedureDocument5 pagesRepair ProcedureAndreas Schlager100% (5)
- Repair ProcedureDocument6 pagesRepair ProcedureTomy GeorgeNo ratings yet
- 1.welding Repair ProcdureDocument7 pages1.welding Repair Procduresethu1091No ratings yet
- Welding Consumable Handling Storage & Issue Control ProcedureDocument19 pagesWelding Consumable Handling Storage & Issue Control ProcedureFerdie OSNo ratings yet
- Method Statement For Welding Control System: Sohar Refinery Improvement ProjectDocument14 pagesMethod Statement For Welding Control System: Sohar Refinery Improvement Projectmansih457100% (1)
- Blasting Painting ProcedureDocument10 pagesBlasting Painting ProcedureMohamed RizwanNo ratings yet
- SAIC-L-2017 Piping Sys Internal Cleanliness Verif PDFDocument4 pagesSAIC-L-2017 Piping Sys Internal Cleanliness Verif PDFAnonymous S9qBDVkyNo ratings yet
- B2020-TDC-VF-009 Vessel Fabrication R0Document5 pagesB2020-TDC-VF-009 Vessel Fabrication R0Ramalingam PrabhakaranNo ratings yet
- Application Form For CSWIP 5 Year Renewal (Overseas)Document7 pagesApplication Form For CSWIP 5 Year Renewal (Overseas)prabuNo ratings yet
- Repair Welding ProcedureDocument3 pagesRepair Welding Procedurevalararumugams100% (2)
- Roundness Check Record of 1St Shell CourseDocument1 pageRoundness Check Record of 1St Shell CourseRhannie GarciaNo ratings yet
- Welder Operator TrainingDocument22 pagesWelder Operator TrainingsniperiNo ratings yet
- SAIC-W-2081 Receiving Inspection of Welding Consumables (EE)Document2 pagesSAIC-W-2081 Receiving Inspection of Welding Consumables (EE)karioke mohaNo ratings yet
- Sop For Fabrication of Fuel TankDocument3 pagesSop For Fabrication of Fuel TankVinod Kumar Verma75% (8)
- Fit-Up Preparation and Acceptance Criteria As Per Project RequirementsDocument6 pagesFit-Up Preparation and Acceptance Criteria As Per Project RequirementsAbdülHak ÖZkaraNo ratings yet
- Method Statement For Blasting and PaintingDocument11 pagesMethod Statement For Blasting and PaintingAbdullah Abdullah100% (2)
- Hot Tap ProcedureDocument6 pagesHot Tap ProcedureNatarajan MurugesanNo ratings yet
- ITP For REPAIR - MODIFY OF STEEL STRUCTUREDocument8 pagesITP For REPAIR - MODIFY OF STEEL STRUCTUREShewale PravinNo ratings yet
- QCP For Control of Welding ConsumablesDocument9 pagesQCP For Control of Welding ConsumablesUmair Awan100% (1)
- Dimensional Control ProcedureDocument12 pagesDimensional Control ProcedureBethel NdifonNo ratings yet
- Fit Up ReportDocument5 pagesFit Up ReportAkash Singh Tomar100% (2)
- Structure Fabrication ProcedureDocument10 pagesStructure Fabrication Procedureasmira rosliNo ratings yet
- Floating Head Heat Exchanger Hydrotest ProcedureDocument15 pagesFloating Head Heat Exchanger Hydrotest ProcedureDoğuhan DenizgezNo ratings yet
- Weld Repair Procedure Tapis Rev.ADocument3 pagesWeld Repair Procedure Tapis Rev.AaszlizaNo ratings yet
- Itp PipingDocument15 pagesItp PipingEkhy Transmisi100% (1)
- Piping & Welding Notes For Beginners Piping and Welding Qaqc PDFDocument38 pagesPiping & Welding Notes For Beginners Piping and Welding Qaqc PDFbhinta ramadha100% (2)
- General Repair Procedure For Welds R1 PDFDocument4 pagesGeneral Repair Procedure For Welds R1 PDFLuis Claro Ortiz100% (4)
- 3-Piping Repair Weld Procedure - PR003Document5 pages3-Piping Repair Weld Procedure - PR003mohd as shahiddin jafriNo ratings yet
- Jms Site Preparation - RGTP p20220019 Esb Con Jms 9243 0013Document11 pagesJms Site Preparation - RGTP p20220019 Esb Con Jms 9243 0013amir hakimNo ratings yet
- 758930-PVD-Q-X-XXX-PRO-0007 Hydrostatic Test Procedure Rev ADocument12 pages758930-PVD-Q-X-XXX-PRO-0007 Hydrostatic Test Procedure Rev ATran Van Nhut LinhNo ratings yet
- Vedanta: Vedanta L Mited C O GasDocument13 pagesVedanta: Vedanta L Mited C O GasfirozNo ratings yet
- MS For Heat ExchangersDocument6 pagesMS For Heat ExchangersravikumarNo ratings yet
- Reference REV Title: Distribution Part 7: Substations Date: September 2005 OF Revision DateDocument76 pagesReference REV Title: Distribution Part 7: Substations Date: September 2005 OF Revision DateGys SmedaNo ratings yet
- Jms Site Preparation - RGTP p20220019 Esb Con Jms 9243 0013Document11 pagesJms Site Preparation - RGTP p20220019 Esb Con Jms 9243 0013amir hakimNo ratings yet
- OMJ-MAN-SRT-QA-1964-Updated-AG FF Pipes. REPAIR WELDING PROCEDUREDocument10 pagesOMJ-MAN-SRT-QA-1964-Updated-AG FF Pipes. REPAIR WELDING PROCEDUREMostafa NabilNo ratings yet
- WORKSHEET n17 - UNIT 3 - Ingles - Primero Medio - 2020Document7 pagesWORKSHEET n17 - UNIT 3 - Ingles - Primero Medio - 2020GAME LOLNo ratings yet
- CHAPTER 7 Solid Waste ManagementDocument28 pagesCHAPTER 7 Solid Waste Managementdaabgchi67% (3)
- A Partial Adjusted Trial Balance Follows For Nolet LTD atDocument2 pagesA Partial Adjusted Trial Balance Follows For Nolet LTD atMiroslav GegoskiNo ratings yet
- Certificate NosDocument18 pagesCertificate NosSinchana SinchuNo ratings yet
- Optimisation of Supply Chain of Smart ColoursDocument29 pagesOptimisation of Supply Chain of Smart ColoursPooja ShahNo ratings yet
- Crash 2019 09 12 06 48 04Document3 pagesCrash 2019 09 12 06 48 04fiasco23No ratings yet
- Instrukcja Obsługi TC-6 Felicia - AngielskiDocument24 pagesInstrukcja Obsługi TC-6 Felicia - Angielskiadrianadik100% (2)
- 0650-EDW-00009-02 - Seaking DST Parts List - Customer Parts ListDocument11 pages0650-EDW-00009-02 - Seaking DST Parts List - Customer Parts ListJosianeMacielNo ratings yet
- Company Introduction PDFDocument14 pagesCompany Introduction PDFJeff SmithNo ratings yet
- XI Theories and Schools of Modern LinguisticsDocument62 pagesXI Theories and Schools of Modern LinguisticsDjallelBoulmaizNo ratings yet
- Robert Walters Salary SurveyDocument5 pagesRobert Walters Salary SurveySyaiful BahriNo ratings yet
- Soap and DetergentsDocument19 pagesSoap and DetergentsChewy Choco100% (1)
- Risk-Return Relationship On Equity Shares in India 1Document11 pagesRisk-Return Relationship On Equity Shares in India 1Tanmaya BiswalNo ratings yet
- Sovid Solutions News ReleaseDocument1 pageSovid Solutions News Releaseapi-629939210No ratings yet
- Actividad 1.3Document3 pagesActividad 1.3Alejandro Servin ZavalaNo ratings yet
- Food ChemistryDocument5 pagesFood ChemistryJames YeohNo ratings yet
- OPT B1plus U09 Grammar HigherDocument1 pageOPT B1plus U09 Grammar HigherJacobo GutierrezNo ratings yet
- Sso Test 20 Questions EnglishDocument2 pagesSso Test 20 Questions EnglishPanagiwtis M.No ratings yet
- Textbook Emergency Echocardiography Second Edition Flachskampf Ebook All Chapter PDFDocument63 pagesTextbook Emergency Echocardiography Second Edition Flachskampf Ebook All Chapter PDFgeraldine.simmons473100% (12)
- 1Q Planificación Microcurricular 8thDocument1 page1Q Planificación Microcurricular 8thAbigail Sisalema BastidasNo ratings yet
- Vastu-Truths and UntruthsDocument5 pagesVastu-Truths and Untruthsbas daNo ratings yet
- Dr. Wifanto-Management Liver Metastasis CRCDocument46 pagesDr. Wifanto-Management Liver Metastasis CRCAfkar30No ratings yet
- Lexi BDocument62 pagesLexi BPetruss RonyyNo ratings yet
- AOS-S and AOS-CX Transceiver GuideDocument138 pagesAOS-S and AOS-CX Transceiver GuideBoweeNo ratings yet
- LFL A Comprehensive Guide To EQUIA Forte en PDFDocument16 pagesLFL A Comprehensive Guide To EQUIA Forte en PDFAsus AsusNo ratings yet
- Audit ComplianceDocument10 pagesAudit ComplianceAl-Amin SarkarNo ratings yet
- Step 5 and 6Document6 pagesStep 5 and 6Diana Rose MitoNo ratings yet
























































































Download as docx, pdf, or txt
You might also like
- Repair and Buttering ProcedureDocument14 pagesRepair and Buttering Proceduremohd as shahiddin jafri100% (3)
- Weld Repair ProcedureDocument2 pagesWeld Repair ProcedurePer DC100% (4)
- Welding Consumable and Storage ProcedureDocument10 pagesWelding Consumable and Storage Procedurehasan_676489616100% (1)
- Method Statement - Pressing of Plate To Be Pipe - SignDocument9 pagesMethod Statement - Pressing of Plate To Be Pipe - SignrichadNo ratings yet
- Welding Repair ProcedureDocument4 pagesWelding Repair Proceduregstketut100% (2)
- Method Statement For Fabrication, Installation and Testing of PipeworkDocument31 pagesMethod Statement For Fabrication, Installation and Testing of PipeworkNaveed Ahmed Get-Info100% (1)
- Method Statement For Pipeline WeldingDocument21 pagesMethod Statement For Pipeline WeldingKhwanas Luqman100% (3)
- ITP Installation of Boiler - R1Document14 pagesITP Installation of Boiler - R1crys100% (4)
- Welding Repair ProcedureDocument6 pagesWelding Repair ProcedureSenthil Kumaran100% (3)
- Welding Repair ProcedureDocument6 pagesWelding Repair ProcedureTrương Định50% (4)
- Welding Consumables Handling Procedure.Document5 pagesWelding Consumables Handling Procedure.Mohammed Kamal78% (23)
- Itp For Aboveground Piping Metallic (Fabrication, Erection, Installation and Pressure Testing)Document24 pagesItp For Aboveground Piping Metallic (Fabrication, Erection, Installation and Pressure Testing)Rakhesh Rajeevan100% (3)
- ITP For Pipeline Welding ProcedureDocument15 pagesITP For Pipeline Welding ProcedureNYO100% (2)
- Vaccum Test MethodDocument4 pagesVaccum Test MethodMahmud AlamNo ratings yet
- Haw Catalogue EbookDocument290 pagesHaw Catalogue Ebookneeraj pandeyNo ratings yet
- Index: Method Statement For Post Weld Heat TreatmentDocument8 pagesIndex: Method Statement For Post Weld Heat TreatmentsomiqatarNo ratings yet
- PFB - WI 004 - Material-Weld Repair & Buttering Procedure - R1 PDFDocument6 pagesPFB - WI 004 - Material-Weld Repair & Buttering Procedure - R1 PDFJeffri Malau100% (1)
- PWHT ProcedureDocument11 pagesPWHT Proceduretbmari100% (15)
- M 111 Tank Weld Repair ProcedureDocument8 pagesM 111 Tank Weld Repair ProcedureAAISATNo ratings yet
- Procedure For Tubing & ExpansionDocument6 pagesProcedure For Tubing & ExpansionBoby ThomasNo ratings yet
- Line History SheetDocument46 pagesLine History SheetBhanu Pratap Choudhury50% (4)
- Insulation ProceduresDocument8 pagesInsulation ProceduresMark Darrel AranasNo ratings yet
- ARCHITECT PHILIPPINES Outline Spec For ArkiDocument39 pagesARCHITECT PHILIPPINES Outline Spec For ArkiBenjie LatrizNo ratings yet
- DA4675 CFA Level II SmartSheet 2020 PDFDocument10 pagesDA4675 CFA Level II SmartSheet 2020 PDFMabelita Flores100% (3)
- Method Statement For Piping Fabrication & Erection Work Procedure - BlankDocument9 pagesMethod Statement For Piping Fabrication & Erection Work Procedure - BlankNaning Kusuma100% (1)
- Method Statement For WeldingDocument31 pagesMethod Statement For WeldingNaveed Ahmed Get-Info86% (7)
- Repair ProcedureDocument11 pagesRepair Procedurebilelliuvi2100% (4)
- 01 Work Repair ProcedureDocument17 pages01 Work Repair ProcedureAnonymous sQ1toMHD100% (2)
- Repair ProcedureDocument5 pagesRepair ProcedureAndreas Schlager100% (5)
- Repair ProcedureDocument6 pagesRepair ProcedureTomy GeorgeNo ratings yet
- 1.welding Repair ProcdureDocument7 pages1.welding Repair Procduresethu1091No ratings yet
- Welding Consumable Handling Storage & Issue Control ProcedureDocument19 pagesWelding Consumable Handling Storage & Issue Control ProcedureFerdie OSNo ratings yet
- Method Statement For Welding Control System: Sohar Refinery Improvement ProjectDocument14 pagesMethod Statement For Welding Control System: Sohar Refinery Improvement Projectmansih457100% (1)
- Blasting Painting ProcedureDocument10 pagesBlasting Painting ProcedureMohamed RizwanNo ratings yet
- SAIC-L-2017 Piping Sys Internal Cleanliness Verif PDFDocument4 pagesSAIC-L-2017 Piping Sys Internal Cleanliness Verif PDFAnonymous S9qBDVkyNo ratings yet
- B2020-TDC-VF-009 Vessel Fabrication R0Document5 pagesB2020-TDC-VF-009 Vessel Fabrication R0Ramalingam PrabhakaranNo ratings yet
- Application Form For CSWIP 5 Year Renewal (Overseas)Document7 pagesApplication Form For CSWIP 5 Year Renewal (Overseas)prabuNo ratings yet
- Repair Welding ProcedureDocument3 pagesRepair Welding Procedurevalararumugams100% (2)
- Roundness Check Record of 1St Shell CourseDocument1 pageRoundness Check Record of 1St Shell CourseRhannie GarciaNo ratings yet
- Welder Operator TrainingDocument22 pagesWelder Operator TrainingsniperiNo ratings yet
- SAIC-W-2081 Receiving Inspection of Welding Consumables (EE)Document2 pagesSAIC-W-2081 Receiving Inspection of Welding Consumables (EE)karioke mohaNo ratings yet
- Sop For Fabrication of Fuel TankDocument3 pagesSop For Fabrication of Fuel TankVinod Kumar Verma75% (8)
- Fit-Up Preparation and Acceptance Criteria As Per Project RequirementsDocument6 pagesFit-Up Preparation and Acceptance Criteria As Per Project RequirementsAbdülHak ÖZkaraNo ratings yet
- Method Statement For Blasting and PaintingDocument11 pagesMethod Statement For Blasting and PaintingAbdullah Abdullah100% (2)
- Hot Tap ProcedureDocument6 pagesHot Tap ProcedureNatarajan MurugesanNo ratings yet
- ITP For REPAIR - MODIFY OF STEEL STRUCTUREDocument8 pagesITP For REPAIR - MODIFY OF STEEL STRUCTUREShewale PravinNo ratings yet
- QCP For Control of Welding ConsumablesDocument9 pagesQCP For Control of Welding ConsumablesUmair Awan100% (1)
- Dimensional Control ProcedureDocument12 pagesDimensional Control ProcedureBethel NdifonNo ratings yet
- Fit Up ReportDocument5 pagesFit Up ReportAkash Singh Tomar100% (2)
- Structure Fabrication ProcedureDocument10 pagesStructure Fabrication Procedureasmira rosliNo ratings yet
- Floating Head Heat Exchanger Hydrotest ProcedureDocument15 pagesFloating Head Heat Exchanger Hydrotest ProcedureDoğuhan DenizgezNo ratings yet
- Weld Repair Procedure Tapis Rev.ADocument3 pagesWeld Repair Procedure Tapis Rev.AaszlizaNo ratings yet
- Itp PipingDocument15 pagesItp PipingEkhy Transmisi100% (1)
- Piping & Welding Notes For Beginners Piping and Welding Qaqc PDFDocument38 pagesPiping & Welding Notes For Beginners Piping and Welding Qaqc PDFbhinta ramadha100% (2)
- General Repair Procedure For Welds R1 PDFDocument4 pagesGeneral Repair Procedure For Welds R1 PDFLuis Claro Ortiz100% (4)
- 3-Piping Repair Weld Procedure - PR003Document5 pages3-Piping Repair Weld Procedure - PR003mohd as shahiddin jafriNo ratings yet
- Jms Site Preparation - RGTP p20220019 Esb Con Jms 9243 0013Document11 pagesJms Site Preparation - RGTP p20220019 Esb Con Jms 9243 0013amir hakimNo ratings yet
- 758930-PVD-Q-X-XXX-PRO-0007 Hydrostatic Test Procedure Rev ADocument12 pages758930-PVD-Q-X-XXX-PRO-0007 Hydrostatic Test Procedure Rev ATran Van Nhut LinhNo ratings yet
- Vedanta: Vedanta L Mited C O GasDocument13 pagesVedanta: Vedanta L Mited C O GasfirozNo ratings yet
- MS For Heat ExchangersDocument6 pagesMS For Heat ExchangersravikumarNo ratings yet
- Reference REV Title: Distribution Part 7: Substations Date: September 2005 OF Revision DateDocument76 pagesReference REV Title: Distribution Part 7: Substations Date: September 2005 OF Revision DateGys SmedaNo ratings yet
- Jms Site Preparation - RGTP p20220019 Esb Con Jms 9243 0013Document11 pagesJms Site Preparation - RGTP p20220019 Esb Con Jms 9243 0013amir hakimNo ratings yet
- OMJ-MAN-SRT-QA-1964-Updated-AG FF Pipes. REPAIR WELDING PROCEDUREDocument10 pagesOMJ-MAN-SRT-QA-1964-Updated-AG FF Pipes. REPAIR WELDING PROCEDUREMostafa NabilNo ratings yet
- WORKSHEET n17 - UNIT 3 - Ingles - Primero Medio - 2020Document7 pagesWORKSHEET n17 - UNIT 3 - Ingles - Primero Medio - 2020GAME LOLNo ratings yet
- CHAPTER 7 Solid Waste ManagementDocument28 pagesCHAPTER 7 Solid Waste Managementdaabgchi67% (3)
- A Partial Adjusted Trial Balance Follows For Nolet LTD atDocument2 pagesA Partial Adjusted Trial Balance Follows For Nolet LTD atMiroslav GegoskiNo ratings yet
- Certificate NosDocument18 pagesCertificate NosSinchana SinchuNo ratings yet
- Optimisation of Supply Chain of Smart ColoursDocument29 pagesOptimisation of Supply Chain of Smart ColoursPooja ShahNo ratings yet
- Crash 2019 09 12 06 48 04Document3 pagesCrash 2019 09 12 06 48 04fiasco23No ratings yet
- Instrukcja Obsługi TC-6 Felicia - AngielskiDocument24 pagesInstrukcja Obsługi TC-6 Felicia - Angielskiadrianadik100% (2)
- 0650-EDW-00009-02 - Seaking DST Parts List - Customer Parts ListDocument11 pages0650-EDW-00009-02 - Seaking DST Parts List - Customer Parts ListJosianeMacielNo ratings yet
- Company Introduction PDFDocument14 pagesCompany Introduction PDFJeff SmithNo ratings yet
- XI Theories and Schools of Modern LinguisticsDocument62 pagesXI Theories and Schools of Modern LinguisticsDjallelBoulmaizNo ratings yet
- Robert Walters Salary SurveyDocument5 pagesRobert Walters Salary SurveySyaiful BahriNo ratings yet
- Soap and DetergentsDocument19 pagesSoap and DetergentsChewy Choco100% (1)
- Risk-Return Relationship On Equity Shares in India 1Document11 pagesRisk-Return Relationship On Equity Shares in India 1Tanmaya BiswalNo ratings yet
- Sovid Solutions News ReleaseDocument1 pageSovid Solutions News Releaseapi-629939210No ratings yet
- Actividad 1.3Document3 pagesActividad 1.3Alejandro Servin ZavalaNo ratings yet
- Food ChemistryDocument5 pagesFood ChemistryJames YeohNo ratings yet
- OPT B1plus U09 Grammar HigherDocument1 pageOPT B1plus U09 Grammar HigherJacobo GutierrezNo ratings yet
- Sso Test 20 Questions EnglishDocument2 pagesSso Test 20 Questions EnglishPanagiwtis M.No ratings yet
- Textbook Emergency Echocardiography Second Edition Flachskampf Ebook All Chapter PDFDocument63 pagesTextbook Emergency Echocardiography Second Edition Flachskampf Ebook All Chapter PDFgeraldine.simmons473100% (12)
- 1Q Planificación Microcurricular 8thDocument1 page1Q Planificación Microcurricular 8thAbigail Sisalema BastidasNo ratings yet
- Vastu-Truths and UntruthsDocument5 pagesVastu-Truths and Untruthsbas daNo ratings yet
- Dr. Wifanto-Management Liver Metastasis CRCDocument46 pagesDr. Wifanto-Management Liver Metastasis CRCAfkar30No ratings yet
- Lexi BDocument62 pagesLexi BPetruss RonyyNo ratings yet
- AOS-S and AOS-CX Transceiver GuideDocument138 pagesAOS-S and AOS-CX Transceiver GuideBoweeNo ratings yet
- LFL A Comprehensive Guide To EQUIA Forte en PDFDocument16 pagesLFL A Comprehensive Guide To EQUIA Forte en PDFAsus AsusNo ratings yet
- Audit ComplianceDocument10 pagesAudit ComplianceAl-Amin SarkarNo ratings yet
- Step 5 and 6Document6 pagesStep 5 and 6Diana Rose MitoNo ratings yet