Download as pdf or txt
You might also like
- Deliria-Faerie Tales For A New Millennium PDFDocument344 pagesDeliria-Faerie Tales For A New Millennium PDFJuan Del Desierto100% (4)
- Hvac PM Service Checklist ContractorDocument1 pageHvac PM Service Checklist Contractorudupiganesh3069100% (2)
- Design and Manufacturing of 8 Cylinder Hydraulic Fixture For Boring Yoke On VMC 1050Document8 pagesDesign and Manufacturing of 8 Cylinder Hydraulic Fixture For Boring Yoke On VMC 1050The ash Designe GalaryNo ratings yet
- Static Studies of Magneto-Electro-Elastic 3-D Beam Using ANSYS - FINALDocument8 pagesStatic Studies of Magneto-Electro-Elastic 3-D Beam Using ANSYS - FINALjssrikantamurthyNo ratings yet
- Ansys Report of Knuckle JointDocument27 pagesAnsys Report of Knuckle JointNíthìsh GøwdåNo ratings yet
- Ball Traction Drive - FinalDocument46 pagesBall Traction Drive - FinalTejas Shete0% (1)
- Wisdom From TD Jakes FREEDocument224 pagesWisdom From TD Jakes FREEayodeji78100% (3)
- Part 11 Metal Detector Manual PDFDocument24 pagesPart 11 Metal Detector Manual PDFOrlando Melipillan100% (1)
- Me 8513 MM Lab 2022 OddDocument63 pagesMe 8513 MM Lab 2022 OddVelan PrintersNo ratings yet
- Unit 1. Fundamentals of Design Master b5Document20 pagesUnit 1. Fundamentals of Design Master b5S VNo ratings yet
- Ch-4 Design of RivetDocument15 pagesCh-4 Design of RivetTadesse AyalewNo ratings yet
- A Technical Seminar ON Dtsi Technology.: Farhan Mohammed.N (421118114029)Document27 pagesA Technical Seminar ON Dtsi Technology.: Farhan Mohammed.N (421118114029)Gopi GopiNo ratings yet
- A ProjectDocument14 pagesA Projectajay0% (1)
- Unit 1 - BaDocument10 pagesUnit 1 - Baprem nathNo ratings yet
- UNIT-4 Surface Roughness Measurement IntroductionDocument16 pagesUNIT-4 Surface Roughness Measurement IntroductionSantosh SantuNo ratings yet
- Me6411 Manufacturing Technology-II Lab ManualDocument35 pagesMe6411 Manufacturing Technology-II Lab ManualdibyenindusNo ratings yet
- Experiment No: 3: AIM: To Study About Flexible Manufacturing SystemDocument17 pagesExperiment No: 3: AIM: To Study About Flexible Manufacturing SystemHarshal HodarNo ratings yet
- Me 2401 Mechatronics 1-5 Important QuestionsDocument4 pagesMe 2401 Mechatronics 1-5 Important QuestionsvasanthavananNo ratings yet
- Abstract-Design of Vertical Axis Wind TurbineDocument2 pagesAbstract-Design of Vertical Axis Wind TurbinePratik Sinha50% (2)
- Computer Control of Manufacturing Systems Y KorenDocument9 pagesComputer Control of Manufacturing Systems Y Korenbhagat1030% (1)
- MMAM (21ME54), Assignment-2., 2023-24Document1 pageMMAM (21ME54), Assignment-2., 2023-24pranamnathanielrajNo ratings yet
- Linear Two Axis Drill JigsDocument3 pagesLinear Two Axis Drill Jigsnilesh_092No ratings yet
- Electrochemical TurningDocument3 pagesElectrochemical Turningurnoor67% (3)
- Project PPT Spot WeldingDocument19 pagesProject PPT Spot WeldingMehul BariyaNo ratings yet
- What Are Cermets PDFDocument5 pagesWhat Are Cermets PDFAnonymous Inwmu7iEvM100% (1)
- Lect22 Surface RoughnessDocument16 pagesLect22 Surface RoughnessAnshul SharmaNo ratings yet
- Me8793 Process Planning and Cost Estimation: Diploma, Anna Univ UG & PG CoursesDocument1 pageMe8793 Process Planning and Cost Estimation: Diploma, Anna Univ UG & PG CoursesVijayakumar TNo ratings yet
- Limits Fits Engineering TolerancesDocument29 pagesLimits Fits Engineering TolerancesEmmanuel Nicholas100% (2)
- Mechanical Vibrations PDFDocument223 pagesMechanical Vibrations PDFmark mutimushiNo ratings yet
- R.M.K Engineering College: Me8712-Technical SeminarDocument15 pagesR.M.K Engineering College: Me8712-Technical SeminarPraveenNo ratings yet
- Me8793 Ppce Unit IVDocument54 pagesMe8793 Ppce Unit IVjeevan ram vNo ratings yet
- Radial Drilling MachineDocument25 pagesRadial Drilling MachinesriNo ratings yet
- Chapter 2 - METROLOGY-Main NotesDocument25 pagesChapter 2 - METROLOGY-Main NotesyamadaNo ratings yet
- AT6501 (R-13) Notes PDFDocument131 pagesAT6501 (R-13) Notes PDFAashiq NawinNo ratings yet
- Module 1 MergedDocument209 pagesModule 1 MergedDivyansh JainNo ratings yet
- Unit-I Two Marks Questions and Answers 1. Explain CIMDocument4 pagesUnit-I Two Marks Questions and Answers 1. Explain CIMKailashNo ratings yet
- Lectut MIN-216 PDF UNIT 2 Advanced Manufacturing ProcessesDocument92 pagesLectut MIN-216 PDF UNIT 2 Advanced Manufacturing Processesvishal guptaNo ratings yet
- Design and Analysis of PROTECTED FLANGE COUPLING Solidworks 2016 and ANSYS WorkbenchDocument27 pagesDesign and Analysis of PROTECTED FLANGE COUPLING Solidworks 2016 and ANSYS Workbenchamu100% (1)
- Elementary Transmission For Transforming Rotary Into Translatory MotionDocument14 pagesElementary Transmission For Transforming Rotary Into Translatory Motionshreyas jadhavNo ratings yet
- Knuckle Joints DesignDocument10 pagesKnuckle Joints DesignKvrd Prasad100% (1)
- MT Ii 2 Marks PDFDocument19 pagesMT Ii 2 Marks PDFParamasivam Veerappan100% (1)
- Strain Gauge 1Document26 pagesStrain Gauge 1ULFAT HUSSAINNo ratings yet
- Cotter Joint Design PDFDocument22 pagesCotter Joint Design PDFManoj HepdeNo ratings yet
- Tolerances: ENDG105 Class 7.1Document43 pagesTolerances: ENDG105 Class 7.1nedunchiNo ratings yet
- Solid Ground CuringDocument10 pagesSolid Ground CuringAkshay Hejjaji100% (2)
- Measurement of Force, Torque and Shaft PowerDocument12 pagesMeasurement of Force, Torque and Shaft PowermirztrNo ratings yet
- Lecture 4 - Mechanical Advantage, Transmission AngleDocument3 pagesLecture 4 - Mechanical Advantage, Transmission AngleMohankumarNo ratings yet
- Machine ShopDocument6 pagesMachine ShopZain MirzaNo ratings yet
- 65e0233c88677 Submission Template Varroc Eureka Challenge 2.0 NewDocument15 pages65e0233c88677 Submission Template Varroc Eureka Challenge 2.0 Newmr.tommy12143No ratings yet
- 322 F22 Lecture17 Yield Criteria Flow RulesDocument41 pages322 F22 Lecture17 Yield Criteria Flow Ruleslokesh100% (1)
- 15me835 PLCM Module 2Document17 pages15me835 PLCM Module 2prashanth prabhuNo ratings yet
- 10 - Chapter Foundemental of Flow FormingDocument50 pages10 - Chapter Foundemental of Flow FormingAnonymous 9xvU1F100% (1)
- Mechanical Measurements and Metrology: (Course Code:BME18ET2)Document72 pagesMechanical Measurements and Metrology: (Course Code:BME18ET2)O20 0023 Chandrasekaran. S. [PT]100% (1)
- Lecture 2A Macro Mechanics Stress Strain Relations For Material TypesDocument15 pagesLecture 2A Macro Mechanics Stress Strain Relations For Material TypesHarish ShridharamurthyNo ratings yet
- Subject Metal Cutting and Tool Design de PDFDocument2 pagesSubject Metal Cutting and Tool Design de PDFBabuli KumarNo ratings yet
- Electron Beam MachiningDocument30 pagesElectron Beam Machiningmehedi hasanNo ratings yet
- Quantitative Analysis of FMSDocument13 pagesQuantitative Analysis of FMSAbrarIraziqYatemee100% (1)
- DOME-I Unit 1 - GDocument17 pagesDOME-I Unit 1 - GGautam GunjanNo ratings yet
- ME2353 Finite Element Analysis Lecture NotesDocument34 pagesME2353 Finite Element Analysis Lecture NoteschinnaNo ratings yet
- Angular Measurement: Government Tool Room and Training CentreDocument15 pagesAngular Measurement: Government Tool Room and Training CentreDollar DaikNo ratings yet
- Essae Digitronics PVT LTDDocument16 pagesEssae Digitronics PVT LTDAshish JoeshiNo ratings yet
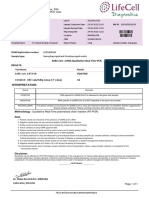
- Sars-Cov-2 Rna Qualitative Real Time PCR Results: Positive 16 InterpretationDocument1 pageSars-Cov-2 Rna Qualitative Real Time PCR Results: Positive 16 InterpretationAshish JoeshiNo ratings yet
- Ashish - ResumeDocument2 pagesAshish - ResumeAshish JoeshiNo ratings yet
- Applicant ViewDocument5 pagesApplicant ViewAshish JoeshiNo ratings yet
- Effects of Organic Manure On Okra (AbelmoschusDocument4 pagesEffects of Organic Manure On Okra (AbelmoschusShailendra RajanNo ratings yet
- Laboratory For Energy and The Environment: HighlightsDocument14 pagesLaboratory For Energy and The Environment: HighlightsZewdu TsegayeNo ratings yet
- N. Mixture, CombinationDocument2 pagesN. Mixture, CombinationYareniNo ratings yet
- Capitalisation AssignmentDocument5 pagesCapitalisation AssignmentFayis FYSNo ratings yet
- Empower B2 Unit 10 QuizDocument2 pagesEmpower B2 Unit 10 QuizGuidance Teuku Nyak Arif Fatih Bilingual SchoolNo ratings yet
- Development of TOSRA (Test of Science Related Attitudes) Instrument For Science Related Attitude Studies in Sindh ProvinceDocument16 pagesDevelopment of TOSRA (Test of Science Related Attitudes) Instrument For Science Related Attitude Studies in Sindh ProvinceYhann Buyan GeverolaNo ratings yet
- Exercises in RussianDocument270 pagesExercises in RussiansuzzixxNo ratings yet
- IRP ReportDocument13 pagesIRP ReportAnkit JajooNo ratings yet
- Common Prospectus EnglishDocument293 pagesCommon Prospectus Englishven23No ratings yet
- Marik ServitorsDocument20 pagesMarik ServitorsDWNloader100% (2)
- Jatiya Kabi Kazi Nazrul Islam UniversityDocument12 pagesJatiya Kabi Kazi Nazrul Islam UniversityAl-Muzahid EmuNo ratings yet
- Predica Billy GrahamDocument4 pagesPredica Billy GrahamJenkis Cam GuerraNo ratings yet
- BlueStack Platform Marketing PlanDocument10 pagesBlueStack Platform Marketing PlanFıratcan KütükNo ratings yet
- Sensorless BLDCControl S08 MP16Document52 pagesSensorless BLDCControl S08 MP16Sachin PatilNo ratings yet
- 044.QTRE409 - International Human Resource ManagementDocument11 pages044.QTRE409 - International Human Resource ManagementDo Minh Gia AnNo ratings yet
- Assignment 04 Solved (NAEEM HUSSAIN 18-CS-47)Document7 pagesAssignment 04 Solved (NAEEM HUSSAIN 18-CS-47)NAEEM HUSSAINNo ratings yet
- Module - 1 IntroductionDocument33 pagesModule - 1 IntroductionIffat SiddiqueNo ratings yet
- The Ezekiel Cycle of 500 YearsDocument1 pageThe Ezekiel Cycle of 500 YearsOtis Arms100% (1)
- A Short Version of The Big Five Inventory (BFI-20) : Evidence On Construct ValidityDocument22 pagesA Short Version of The Big Five Inventory (BFI-20) : Evidence On Construct ValidityBagas IndiantoNo ratings yet
- Approach To Floppy InfantDocument44 pagesApproach To Floppy InfantNavya Hegde100% (2)
- Domain Model Ppt-1updatedDocument17 pagesDomain Model Ppt-1updatedkhadija akhtarNo ratings yet
- Simulation and ModulationDocument89 pagesSimulation and ModulationGuruKPO67% (6)
- Dance As A CompetitionDocument3 pagesDance As A CompetitionJaymie NeriNo ratings yet
- Glass Configurator Datasheet 2023 03 27Document1 pageGlass Configurator Datasheet 2023 03 27Satrio PrakosoNo ratings yet
- Chap 09Document132 pagesChap 09noscribdyoucantNo ratings yet
- Bstem-5 4Document61 pagesBstem-5 4G-SamNo ratings yet