Download as pdf or txt
You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5820)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1093)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (852)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (590)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (898)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (540)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (349)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (822)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (122)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (403)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- Cabaero V Hon CantosDocument2 pagesCabaero V Hon CantosjilliankadNo ratings yet
- Assignment5 Drw2 BDocument5 pagesAssignment5 Drw2 BdwongaNo ratings yet
- 2017 CCTechSummit 7 CCX Solutions TroubleshootingDocument125 pages2017 CCTechSummit 7 CCX Solutions TroubleshootingGoutham BaratamNo ratings yet
- Atari VCS 2600 Supercharger Tape File FormatDocument2 pagesAtari VCS 2600 Supercharger Tape File FormatAlainleGuirecNo ratings yet
- Placement Brochure Base FormatDocument17 pagesPlacement Brochure Base FormatER Aditya DasNo ratings yet
- Presentation JSDMDocument10 pagesPresentation JSDMRani RajNo ratings yet
- Usando MessageBox C BuilderDocument3 pagesUsando MessageBox C BuilderFernando Luiz Do AmaralNo ratings yet
- Polaris InfoDocument4 pagesPolaris InfoSankuri RamNo ratings yet
- Professional English II (Job Interview) 24032021Document8 pagesProfessional English II (Job Interview) 24032021Chaterine FebbyNo ratings yet
- Posbank Usa IntroDocument41 pagesPosbank Usa IntroPOSBank USANo ratings yet
- P1125P1/P1250E1: Output RatingsDocument6 pagesP1125P1/P1250E1: Output Ratingsmohsen_cumminsNo ratings yet
- Introduction of MISDocument36 pagesIntroduction of MISdollyNo ratings yet
- NokShall MartDocument15 pagesNokShall MartMd. Fayazur RahmanNo ratings yet
- Republic of The Philippines Quezon City: Court of Tax AppealsDocument4 pagesRepublic of The Philippines Quezon City: Court of Tax Appealssidangel0No ratings yet
- Stok BenarDocument123 pagesStok BenarAnonymous lQc8gLNo ratings yet
- LESSON 1 Quiz 1Document4 pagesLESSON 1 Quiz 1Carmen Florez100% (1)
- OS 1 Process ManagementDocument7 pagesOS 1 Process ManagementRitesh KumarNo ratings yet
- Broton V DA Fitzpatrick (Doc 76) Motion To Strike' Delay Tactic. DA Counsel 'Not Ready'Document2 pagesBroton V DA Fitzpatrick (Doc 76) Motion To Strike' Delay Tactic. DA Counsel 'Not Ready'Desiree YaganNo ratings yet
- Hydra 70Document2 pagesHydra 70Tin Ko AungNo ratings yet
- 2021 Exam BramhastraDocument5,530 pages2021 Exam BramhastraRed VelvetNo ratings yet
- KPM ProposalDocument3 pagesKPM Proposalzen.livemeNo ratings yet
- Tkinter by Example PDFDocument92 pagesTkinter by Example PDFAnkit Sakhuja100% (2)
- Chapter 5 Accounting For General Assets and Capital ProjectsDocument41 pagesChapter 5 Accounting For General Assets and Capital ProjectsSaja AlbarjesNo ratings yet
- Input Modelling: Discrete-Event System SimulationDocument41 pagesInput Modelling: Discrete-Event System SimulationManhNo ratings yet
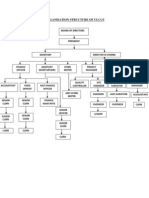
- Organisation Structure of Ulccs: Director in ChargeDocument1 pageOrganisation Structure of Ulccs: Director in ChargeMohamed RiyasNo ratings yet
- Storytelling For Marketing and Entrepreneurship: - Course ManualDocument41 pagesStorytelling For Marketing and Entrepreneurship: - Course ManualRebeca CapelattoNo ratings yet
- Case Summaries For Admin LawDocument27 pagesCase Summaries For Admin Lawkazza91No ratings yet
- 79.2 People v. FranklinDocument1 page79.2 People v. FranklinluigimanzanaresNo ratings yet
- Catalogo Baterias Estacionarias HoppeckeDocument2 pagesCatalogo Baterias Estacionarias HoppeckeQuique RuizNo ratings yet
- Tanzania Transport Master Plan (Vol. 1)Document33 pagesTanzania Transport Master Plan (Vol. 1)Julius Enock Moshi100% (1)