Download as pdf or txt
You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5824)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1093)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (852)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (590)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (898)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (541)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (349)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (823)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (122)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (403)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
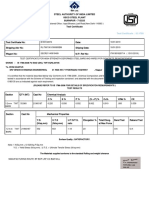
- Test Certificate 12mmDocument1 pageTest Certificate 12mmSabyasachi Bangal67% (9)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- DDSP Introduction - Course Assignment: Diploma in Design and Specification of PlasticsDocument3 pagesDDSP Introduction - Course Assignment: Diploma in Design and Specification of PlasticsAnonymous fCp1HRwpNo ratings yet
- Text Down TitleDocument1 pageText Down TitlePavana KumaraNo ratings yet
- Inetrview2016Document70 pagesInetrview2016Pavana KumaraNo ratings yet
- DOM 1st Assignment 2019Document1 pageDOM 1st Assignment 2019Pavana KumaraNo ratings yet
- Effect of Fiber Surface Treatment On The Fiber-Matrix Bond Strength of Natural Fiber Reinforced CompositesDocument12 pagesEffect of Fiber Surface Treatment On The Fiber-Matrix Bond Strength of Natural Fiber Reinforced CompositesPavana KumaraNo ratings yet
- Van Hy917 H TDDocument8 pagesVan Hy917 H TDAditi RojatkarNo ratings yet
- Lecture37 PDFDocument16 pagesLecture37 PDFPavana KumaraNo ratings yet
- NDT of CompositeDocument24 pagesNDT of CompositePavana KumaraNo ratings yet
- Mecchsyll PDFDocument172 pagesMecchsyll PDFPavana KumaraNo ratings yet
- Composites: Part A: Rajendran Muthuraj, Manjusri Misra, Fantahun Defersha, Amar Kumar MohantyDocument10 pagesComposites: Part A: Rajendran Muthuraj, Manjusri Misra, Fantahun Defersha, Amar Kumar MohantyPavana KumaraNo ratings yet
- Comp OffDocument1 pageComp OffPavana KumaraNo ratings yet
- Research Paper On Flexible Manufacturing System PDFDocument7 pagesResearch Paper On Flexible Manufacturing System PDFafnhdqfvufitoaNo ratings yet
- 1 Wall Floor TilesDocument68 pages1 Wall Floor TilesRaymond Chan100% (2)
- Savvas Mini Price ListDocument3 pagesSavvas Mini Price ListSavvasGeorgiouNo ratings yet
- U Type Sheet Piles (Ths Sp-4) : 【Size & Dimension】Document1 pageU Type Sheet Piles (Ths Sp-4) : 【Size & Dimension】selvan44No ratings yet
- DIN - 745 Elevatör Mapa PDFDocument1 pageDIN - 745 Elevatör Mapa PDFMehmet ÇimenNo ratings yet
- Concrete DefectDocument66 pagesConcrete DefectJD Ong100% (1)
- Calendario Vacunas para EstudiarDocument8 pagesCalendario Vacunas para EstudiarKlisman A. Flores DurandNo ratings yet
- Investigation of Refractory Concrete Failure in Furnaces of Metals IndustryDocument8 pagesInvestigation of Refractory Concrete Failure in Furnaces of Metals IndustryAditya PrajasNo ratings yet
- Roboze ArgoDocument12 pagesRoboze ArgoGregorio PisaneschiNo ratings yet
- Spring: Ali Attamimi Jurusan Teknik Mesin FTIDocument26 pagesSpring: Ali Attamimi Jurusan Teknik Mesin FTIKomeng KomengNo ratings yet
- High Density Polyethylene GF4950: DescriptionDocument1 pageHigh Density Polyethylene GF4950: Descriptioncesar1scribdNo ratings yet
- IPS E.max Lithium Disilicate Brochure For DentistsDocument6 pagesIPS E.max Lithium Disilicate Brochure For DentistsIvoclar VivadentNo ratings yet
- Introduction To Pavement DesignDocument12 pagesIntroduction To Pavement DesignVijay KumarNo ratings yet
- Astm d695-15 For Compressive Test of PlasticsDocument8 pagesAstm d695-15 For Compressive Test of PlasticsAnvit GadkarNo ratings yet
- ACI - Shamim Sheikh, Zahra KharalDocument37 pagesACI - Shamim Sheikh, Zahra KharalHuaman Chavez Jesus AngelNo ratings yet
- HT Thin Film Strain GaugesDocument5 pagesHT Thin Film Strain GaugesmukheshNo ratings yet
- Design in Reinforced Concrete: Prepared By: M.N.M Azeem Iqrah B.SC - Eng (Hons), C&G (Gdip)Document66 pagesDesign in Reinforced Concrete: Prepared By: M.N.M Azeem Iqrah B.SC - Eng (Hons), C&G (Gdip)Glistering DharNo ratings yet
- Fracture MechanicsDocument16 pagesFracture Mechanicskamal hameed tayyNo ratings yet
- 2.1 Operation ProcessesDocument62 pages2.1 Operation ProcessesSandeep SonawaneNo ratings yet
- Material Property ReportDocument25 pagesMaterial Property Reporta4idNo ratings yet
- Compatibility Test Pada PelumasDocument14 pagesCompatibility Test Pada PelumasIzna YuniarNo ratings yet
- Material Science and Engineering: Basics ofDocument12 pagesMaterial Science and Engineering: Basics ofChelvoju Rohith KumarNo ratings yet
- Gypsum in Iran PDFDocument2 pagesGypsum in Iran PDFMohsen KhatamiNo ratings yet
- GEO Fabrics HPS Group Data SheetDocument1 pageGEO Fabrics HPS Group Data SheetSergejjjNo ratings yet
- PS-SB-499 EngDocument2 pagesPS-SB-499 EngaylinaykanNo ratings yet
- 3119lecture PDFDocument298 pages3119lecture PDFChoi TomNo ratings yet
- Cadangan Membina Surau As-Shaarif, Kampung Changkat Chermin, Beruas, Perak Darul RidzuanDocument8 pagesCadangan Membina Surau As-Shaarif, Kampung Changkat Chermin, Beruas, Perak Darul RidzuanMuhaimin RohizanNo ratings yet
- Equivalents of Carbon Steel QualitiesDocument7 pagesEquivalents of Carbon Steel QualitiesladidamdudadidNo ratings yet