
Tipos de Explosivos
Tipos de Explosivos
You might also like
- New Guinea Gold MiningDocument9 pagesNew Guinea Gold MiningSumitShahNo ratings yet
- YopoDocument6 pagesYopotNo ratings yet
- Hydraulic Cylinder TestingDocument2 pagesHydraulic Cylinder TestingDillibabu RNo ratings yet
- Musselwhite Gold Mine, CanadaDocument14 pagesMusselwhite Gold Mine, CanadaalizzzzzzzzzzzzNo ratings yet
- Northern Star Plutonic Operations Fact Sheet: Location and ClimateDocument7 pagesNorthern Star Plutonic Operations Fact Sheet: Location and ClimatekaiselkNo ratings yet
- Grade Control Techniques at Paddington Gold MineDocument14 pagesGrade Control Techniques at Paddington Gold MinesikujuaNo ratings yet
- Tautona ++Document18 pagesTautona ++Julio RodríguezNo ratings yet
- Gras BergDocument10 pagesGras Bergismono2014No ratings yet
- Canatuan MineDocument2 pagesCanatuan MineMae BalteraNo ratings yet
- Canatuan MineDocument2 pagesCanatuan MineAnonymous AvQUH6No ratings yet
- Nickel and Cobalt Mining in PhilippinesDocument2 pagesNickel and Cobalt Mining in PhilippinesJunel AlapaNo ratings yet
- Mining LVDocument2 pagesMining LVFelipe Raskólnikov JachuraNo ratings yet
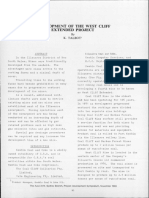
- Development of West Cliff Extended ProjectDocument12 pagesDevelopment of West Cliff Extended ProjectCraig ThomasNo ratings yet
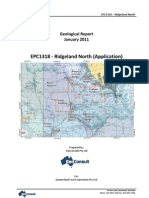
- EPC1318 Geological ReportDocument27 pagesEPC1318 Geological ReportSemuel Filex Baok100% (1)
- The Company Announcement Officer Australian Stock Exchange Limited Post Office Box H224 - Australia Square Sydney NSW 2000 Dear Sir / MadamDocument20 pagesThe Company Announcement Officer Australian Stock Exchange Limited Post Office Box H224 - Australia Square Sydney NSW 2000 Dear Sir / MadamPatchole Alwan TiarasiNo ratings yet
- Blast Fragmentation Optimization at Tarkwa Gold Mine Using 6 Sigma Methodologies. Miss Alexandra Amiel Goldfields Ghana LTD Tarkwa Gold Mine - UsarDocument24 pagesBlast Fragmentation Optimization at Tarkwa Gold Mine Using 6 Sigma Methodologies. Miss Alexandra Amiel Goldfields Ghana LTD Tarkwa Gold Mine - UsarFabio OliveiraNo ratings yet
- Ndonesia: by Chin S. KuoDocument8 pagesNdonesia: by Chin S. KuoAldo BagusNo ratings yet
- Malagasy Aquires Karlawinda Gold Project: HighlightsDocument7 pagesMalagasy Aquires Karlawinda Gold Project: HighlightsOwm Close CorporationNo ratings yet
- Vol2 Chapter3 OnlyDocument14 pagesVol2 Chapter3 OnlyThomas MNo ratings yet
- BackgroundDocument3 pagesBackgroundMary Grace ChewNo ratings yet
- Conference On Oil and Gas - A PresentationDocument29 pagesConference On Oil and Gas - A PresentationPrince McGershonNo ratings yet
- Mineral, Geothermal and Petroleum Potential of Ethiopia - March - 29 - 2023Document26 pagesMineral, Geothermal and Petroleum Potential of Ethiopia - March - 29 - 2023Sun FengfengNo ratings yet
- KalamazooERA April 2019 ReportDocument4 pagesKalamazooERA April 2019 ReportwalterpavaniNo ratings yet
- Coal Mining and Processing - Energy Trends InsiderDocument30 pagesCoal Mining and Processing - Energy Trends InsiderRaúl RaúlNo ratings yet
- TGL Report ProjectsDocument7 pagesTGL Report ProjectsJoseph MofatNo ratings yet
- NSR Pogo Operations Fact Sheet Final December 2018Document7 pagesNSR Pogo Operations Fact Sheet Final December 2018BUDI HARIANTONo ratings yet
- Carmen and Lutopan-BOADO - SALVADORDocument39 pagesCarmen and Lutopan-BOADO - SALVADORJhaze Allestain PalleraNo ratings yet
- March 2018 Quarterly Report To Shareholders: GBM Gold LimitedDocument15 pagesMarch 2018 Quarterly Report To Shareholders: GBM Gold LimitedWill EdwardioNo ratings yet
- Calcatreu 7Document237 pagesCalcatreu 7ricar20100% (1)
- Quarterly Activities Report For The Period Ending 30 June 2019Document6 pagesQuarterly Activities Report For The Period Ending 30 June 2019AlexNo ratings yet
- Trevali Mining On The Path To ProductionDocument16 pagesTrevali Mining On The Path To ProductionOld School ValueNo ratings yet
- Cameroon - A New Investment Destination in AfricaDocument102 pagesCameroon - A New Investment Destination in Africafuh patrickNo ratings yet
- Ekati Diamond MineDocument2 pagesEkati Diamond MineAndrew_Kiss_1210No ratings yet
- The Challenger Gold MineDocument10 pagesThe Challenger Gold MinegeolukeNo ratings yet
- Cutoff Grade Analysis at Fazenda BrasileDocument12 pagesCutoff Grade Analysis at Fazenda BrasileLEFNo ratings yet
- 279-286 RhodesDocument8 pages279-286 Rhodes约翰No ratings yet
- 5-94 - Quick D R - 94Document8 pages5-94 - Quick D R - 94Daniel FernandoNo ratings yet
- Info MineDocument10 pagesInfo MineUpdatest newsNo ratings yet
- Byron KnelsonDocument8 pagesByron KnelsonJuan Carlos Quintuna EspinNo ratings yet
- DiamondDocument7 pagesDiamondBiljana PetrovićNo ratings yet
- Zimbabwe Mineral Pontential BookletDocument22 pagesZimbabwe Mineral Pontential BookletShahrul AshariNo ratings yet
- NatRes - July 8, 2019Document6 pagesNatRes - July 8, 2019GoodyNo ratings yet
- Offshore Production FacilitiesDocument8 pagesOffshore Production FacilitiesPercival Wulfric Brian100% (1)
- Development of The Argo MineDocument7 pagesDevelopment of The Argo MineCraig ThomasNo ratings yet
- Qrjun01 PDFDocument20 pagesQrjun01 PDFewin basokeNo ratings yet
- RCG Corporate Presentation October 2016 2Document31 pagesRCG Corporate Presentation October 2016 2kaiselkNo ratings yet
- Gold Bullion Discovers New Mineralized High-Grade Zone at The Granada Gold Deposit Mini Bulk Sample Averages 4.37 Grams Per Tonne GoldDocument3 pagesGold Bullion Discovers New Mineralized High-Grade Zone at The Granada Gold Deposit Mini Bulk Sample Averages 4.37 Grams Per Tonne GoldAnnemette JorgensenNo ratings yet
- 22 SumaryantoDocument28 pages22 Sumaryantofajar888No ratings yet
- BROWNLEE Offshore Exploration ActivitiesDocument2 pagesBROWNLEE Offshore Exploration Activitiesapi-26782788No ratings yet
- Highlights of The Mining Act OF 1995 (RA 7942) and Its Revised Implementing Rules and RegulationsDocument63 pagesHighlights of The Mining Act OF 1995 (RA 7942) and Its Revised Implementing Rules and RegulationsRICKY ALEGARBESNo ratings yet
- 389 Batchelor PDFDocument13 pages389 Batchelor PDFdvdvNo ratings yet
- Energy and Resources Projects Are The Main Focus of Our Investment StrategyDocument7 pagesEnergy and Resources Projects Are The Main Focus of Our Investment StrategyKarthik Krishna Rupesh VanamaNo ratings yet
- Goode 1993 (Tails Reclaim)Document16 pagesGoode 1993 (Tails Reclaim)john_goodeNo ratings yet
- Berenguela 7Document211 pagesBerenguela 7Frank AliagaNo ratings yet
- CH07 - Birla Nifty PDFDocument14 pagesCH07 - Birla Nifty PDFJessica100% (1)
- Monument Forges Ahead in MalaysiaDocument2 pagesMonument Forges Ahead in MalaysiaRockstone Research Ltd.No ratings yet
- The Discovery, Geology and Exploration of The High Sulphidation Au-Mineralization System in The Ba PDFDocument28 pagesThe Discovery, Geology and Exploration of The High Sulphidation Au-Mineralization System in The Ba PDFAulia Kurnia HadyNo ratings yet
- Nova Minerals Research Report by MPSDocument23 pagesNova Minerals Research Report by MPSEli BernsteinNo ratings yet
- Newmont Gold Minera-YANACOCHADocument4 pagesNewmont Gold Minera-YANACOCHAeditoteribleNo ratings yet
- Pa012910 UshcumachayDocument3 pagesPa012910 UshcumachaygordfeoraNo ratings yet
- Going for Gold: The History of Newmont Mining CorporationFrom EverandGoing for Gold: The History of Newmont Mining CorporationRating: 5 out of 5 stars5/5 (1)
- Gold Mining Adventures: A Step-by-Step Guide to Unveil TreasuresFrom EverandGold Mining Adventures: A Step-by-Step Guide to Unveil TreasuresNo ratings yet
- Hartford M8 A1 Final ExamDocument10 pagesHartford M8 A1 Final ExamCHartford1No ratings yet
- Solvent Extraction and DewaxingDocument21 pagesSolvent Extraction and DewaxingAnwesh SatapathyNo ratings yet
- Diet and FoodDocument2 pagesDiet and Foodneon333100% (2)
- Piping and Instrumentation Diagram Por Benzene Distilation: Utility ConnectionsDocument2 pagesPiping and Instrumentation Diagram Por Benzene Distilation: Utility ConnectionsMoch Farhein Ferdinal100% (1)
- SRS 400 A 475 GPMDocument12 pagesSRS 400 A 475 GPMrhusseinpos4765No ratings yet
- 5.01C NutrientsDocument26 pages5.01C Nutrientsadventa sinta maritoNo ratings yet
- Nasya - Paralellism - New Dengan Tambahan Dari LongmanDocument28 pagesNasya - Paralellism - New Dengan Tambahan Dari LongmannasyaayuNo ratings yet
- Tyros in One LabDocument13 pagesTyros in One LabCynthia Jz FdzNo ratings yet
- Feasibility-Study-of-the-Bacteria-Based-Self-Healing 2Document25 pagesFeasibility-Study-of-the-Bacteria-Based-Self-Healing 2MK design and ArchitectureNo ratings yet
- Determining Formaldehyde Levels From Wood Products Using A DesiccatorDocument7 pagesDetermining Formaldehyde Levels From Wood Products Using A DesiccatorThamirys LopesNo ratings yet
- Biopolymers and Nanocomposites For Biomedical and Pharmaceutical Applications by Sharmin, Eram Zafar, FahminaDocument180 pagesBiopolymers and Nanocomposites For Biomedical and Pharmaceutical Applications by Sharmin, Eram Zafar, FahminaRizvana HreditaNo ratings yet
- Agarose Gel ElectrophoresisDocument6 pagesAgarose Gel ElectrophoresisJêyà BharathìNo ratings yet
- Risk Assesment Methology For Toxic Chemicals EvaporationDocument10 pagesRisk Assesment Methology For Toxic Chemicals EvaporationManuel Pita BermúdezNo ratings yet
- BOQ For Bought Out Items (Compressed Air) PDFDocument2 pagesBOQ For Bought Out Items (Compressed Air) PDFsppatilNo ratings yet
- Nomenclature: ArenesDocument10 pagesNomenclature: Arenesangi gongopolNo ratings yet
- Cannabidiol - From Drug Interaction Potential To Modulation of The GutDocument2 pagesCannabidiol - From Drug Interaction Potential To Modulation of The GutpantufoNo ratings yet
- Phytochemical Analyses of Banisteriopsis Caapi and Psychotria ViridisDocument7 pagesPhytochemical Analyses of Banisteriopsis Caapi and Psychotria ViridisHector QuezadaNo ratings yet
- Mil STD 1759Document340 pagesMil STD 1759Topstar2100% (1)
- Electrical Termination SystemsDocument197 pagesElectrical Termination Systemsfaisal84inNo ratings yet
- EO - Tatarnikov PDFDocument5 pagesEO - Tatarnikov PDFVasilii TatarnikovNo ratings yet
- Grundfosliterature 4055021Document32 pagesGrundfosliterature 4055021parthivNo ratings yet
- Lime (Material) : Lime Is A Calcium-Containing Inorganic Mineral Composed Primarily of Oxides, andDocument6 pagesLime (Material) : Lime Is A Calcium-Containing Inorganic Mineral Composed Primarily of Oxides, andShahid BhatNo ratings yet
- Cheecham BlendDocument20 pagesCheecham Blenddassi99No ratings yet
- The Evolution and Status of PSM Metrics in DuPont-Cummings 2008Document14 pagesThe Evolution and Status of PSM Metrics in DuPont-Cummings 2008Jaime Eduardo CadenaNo ratings yet
- EASA Mod 7A BK 5 Elect CableDocument59 pagesEASA Mod 7A BK 5 Elect CableVasco M C Santos100% (1)
- Wet Scrubber BrochureDocument4 pagesWet Scrubber BrochureerbhaveshparmarNo ratings yet
- CHAPTER 25 Nitrogen Acquisition and Amino Acid Metabolism I (Amino Acid Synthesis)Document12 pagesCHAPTER 25 Nitrogen Acquisition and Amino Acid Metabolism I (Amino Acid Synthesis)楊畯凱No ratings yet
- Electrophilic Aromatic Substitution: Ortho/para Directors Meta DirectorsDocument8 pagesElectrophilic Aromatic Substitution: Ortho/para Directors Meta DirectorsLuis Felipe Mera GrandasNo ratings yet





















































































Download as pdf or txt
You might also like
- New Guinea Gold MiningDocument9 pagesNew Guinea Gold MiningSumitShahNo ratings yet
- YopoDocument6 pagesYopotNo ratings yet
- Hydraulic Cylinder TestingDocument2 pagesHydraulic Cylinder TestingDillibabu RNo ratings yet
- Musselwhite Gold Mine, CanadaDocument14 pagesMusselwhite Gold Mine, CanadaalizzzzzzzzzzzzNo ratings yet
- Northern Star Plutonic Operations Fact Sheet: Location and ClimateDocument7 pagesNorthern Star Plutonic Operations Fact Sheet: Location and ClimatekaiselkNo ratings yet
- Grade Control Techniques at Paddington Gold MineDocument14 pagesGrade Control Techniques at Paddington Gold MinesikujuaNo ratings yet
- Tautona ++Document18 pagesTautona ++Julio RodríguezNo ratings yet
- Gras BergDocument10 pagesGras Bergismono2014No ratings yet
- Canatuan MineDocument2 pagesCanatuan MineMae BalteraNo ratings yet
- Canatuan MineDocument2 pagesCanatuan MineAnonymous AvQUH6No ratings yet
- Nickel and Cobalt Mining in PhilippinesDocument2 pagesNickel and Cobalt Mining in PhilippinesJunel AlapaNo ratings yet
- Mining LVDocument2 pagesMining LVFelipe Raskólnikov JachuraNo ratings yet
- Development of West Cliff Extended ProjectDocument12 pagesDevelopment of West Cliff Extended ProjectCraig ThomasNo ratings yet
- EPC1318 Geological ReportDocument27 pagesEPC1318 Geological ReportSemuel Filex Baok100% (1)
- The Company Announcement Officer Australian Stock Exchange Limited Post Office Box H224 - Australia Square Sydney NSW 2000 Dear Sir / MadamDocument20 pagesThe Company Announcement Officer Australian Stock Exchange Limited Post Office Box H224 - Australia Square Sydney NSW 2000 Dear Sir / MadamPatchole Alwan TiarasiNo ratings yet
- Blast Fragmentation Optimization at Tarkwa Gold Mine Using 6 Sigma Methodologies. Miss Alexandra Amiel Goldfields Ghana LTD Tarkwa Gold Mine - UsarDocument24 pagesBlast Fragmentation Optimization at Tarkwa Gold Mine Using 6 Sigma Methodologies. Miss Alexandra Amiel Goldfields Ghana LTD Tarkwa Gold Mine - UsarFabio OliveiraNo ratings yet
- Ndonesia: by Chin S. KuoDocument8 pagesNdonesia: by Chin S. KuoAldo BagusNo ratings yet
- Malagasy Aquires Karlawinda Gold Project: HighlightsDocument7 pagesMalagasy Aquires Karlawinda Gold Project: HighlightsOwm Close CorporationNo ratings yet
- Vol2 Chapter3 OnlyDocument14 pagesVol2 Chapter3 OnlyThomas MNo ratings yet
- BackgroundDocument3 pagesBackgroundMary Grace ChewNo ratings yet
- Conference On Oil and Gas - A PresentationDocument29 pagesConference On Oil and Gas - A PresentationPrince McGershonNo ratings yet
- Mineral, Geothermal and Petroleum Potential of Ethiopia - March - 29 - 2023Document26 pagesMineral, Geothermal and Petroleum Potential of Ethiopia - March - 29 - 2023Sun FengfengNo ratings yet
- KalamazooERA April 2019 ReportDocument4 pagesKalamazooERA April 2019 ReportwalterpavaniNo ratings yet
- Coal Mining and Processing - Energy Trends InsiderDocument30 pagesCoal Mining and Processing - Energy Trends InsiderRaúl RaúlNo ratings yet
- TGL Report ProjectsDocument7 pagesTGL Report ProjectsJoseph MofatNo ratings yet
- NSR Pogo Operations Fact Sheet Final December 2018Document7 pagesNSR Pogo Operations Fact Sheet Final December 2018BUDI HARIANTONo ratings yet
- Carmen and Lutopan-BOADO - SALVADORDocument39 pagesCarmen and Lutopan-BOADO - SALVADORJhaze Allestain PalleraNo ratings yet
- March 2018 Quarterly Report To Shareholders: GBM Gold LimitedDocument15 pagesMarch 2018 Quarterly Report To Shareholders: GBM Gold LimitedWill EdwardioNo ratings yet
- Calcatreu 7Document237 pagesCalcatreu 7ricar20100% (1)
- Quarterly Activities Report For The Period Ending 30 June 2019Document6 pagesQuarterly Activities Report For The Period Ending 30 June 2019AlexNo ratings yet
- Trevali Mining On The Path To ProductionDocument16 pagesTrevali Mining On The Path To ProductionOld School ValueNo ratings yet
- Cameroon - A New Investment Destination in AfricaDocument102 pagesCameroon - A New Investment Destination in Africafuh patrickNo ratings yet
- Ekati Diamond MineDocument2 pagesEkati Diamond MineAndrew_Kiss_1210No ratings yet
- The Challenger Gold MineDocument10 pagesThe Challenger Gold MinegeolukeNo ratings yet
- Cutoff Grade Analysis at Fazenda BrasileDocument12 pagesCutoff Grade Analysis at Fazenda BrasileLEFNo ratings yet
- 279-286 RhodesDocument8 pages279-286 Rhodes约翰No ratings yet
- 5-94 - Quick D R - 94Document8 pages5-94 - Quick D R - 94Daniel FernandoNo ratings yet
- Info MineDocument10 pagesInfo MineUpdatest newsNo ratings yet
- Byron KnelsonDocument8 pagesByron KnelsonJuan Carlos Quintuna EspinNo ratings yet
- DiamondDocument7 pagesDiamondBiljana PetrovićNo ratings yet
- Zimbabwe Mineral Pontential BookletDocument22 pagesZimbabwe Mineral Pontential BookletShahrul AshariNo ratings yet
- NatRes - July 8, 2019Document6 pagesNatRes - July 8, 2019GoodyNo ratings yet
- Offshore Production FacilitiesDocument8 pagesOffshore Production FacilitiesPercival Wulfric Brian100% (1)
- Development of The Argo MineDocument7 pagesDevelopment of The Argo MineCraig ThomasNo ratings yet
- Qrjun01 PDFDocument20 pagesQrjun01 PDFewin basokeNo ratings yet
- RCG Corporate Presentation October 2016 2Document31 pagesRCG Corporate Presentation October 2016 2kaiselkNo ratings yet
- Gold Bullion Discovers New Mineralized High-Grade Zone at The Granada Gold Deposit Mini Bulk Sample Averages 4.37 Grams Per Tonne GoldDocument3 pagesGold Bullion Discovers New Mineralized High-Grade Zone at The Granada Gold Deposit Mini Bulk Sample Averages 4.37 Grams Per Tonne GoldAnnemette JorgensenNo ratings yet
- 22 SumaryantoDocument28 pages22 Sumaryantofajar888No ratings yet
- BROWNLEE Offshore Exploration ActivitiesDocument2 pagesBROWNLEE Offshore Exploration Activitiesapi-26782788No ratings yet
- Highlights of The Mining Act OF 1995 (RA 7942) and Its Revised Implementing Rules and RegulationsDocument63 pagesHighlights of The Mining Act OF 1995 (RA 7942) and Its Revised Implementing Rules and RegulationsRICKY ALEGARBESNo ratings yet
- 389 Batchelor PDFDocument13 pages389 Batchelor PDFdvdvNo ratings yet
- Energy and Resources Projects Are The Main Focus of Our Investment StrategyDocument7 pagesEnergy and Resources Projects Are The Main Focus of Our Investment StrategyKarthik Krishna Rupesh VanamaNo ratings yet
- Goode 1993 (Tails Reclaim)Document16 pagesGoode 1993 (Tails Reclaim)john_goodeNo ratings yet
- Berenguela 7Document211 pagesBerenguela 7Frank AliagaNo ratings yet
- CH07 - Birla Nifty PDFDocument14 pagesCH07 - Birla Nifty PDFJessica100% (1)
- Monument Forges Ahead in MalaysiaDocument2 pagesMonument Forges Ahead in MalaysiaRockstone Research Ltd.No ratings yet
- The Discovery, Geology and Exploration of The High Sulphidation Au-Mineralization System in The Ba PDFDocument28 pagesThe Discovery, Geology and Exploration of The High Sulphidation Au-Mineralization System in The Ba PDFAulia Kurnia HadyNo ratings yet
- Nova Minerals Research Report by MPSDocument23 pagesNova Minerals Research Report by MPSEli BernsteinNo ratings yet
- Newmont Gold Minera-YANACOCHADocument4 pagesNewmont Gold Minera-YANACOCHAeditoteribleNo ratings yet
- Pa012910 UshcumachayDocument3 pagesPa012910 UshcumachaygordfeoraNo ratings yet
- Going for Gold: The History of Newmont Mining CorporationFrom EverandGoing for Gold: The History of Newmont Mining CorporationRating: 5 out of 5 stars5/5 (1)
- Gold Mining Adventures: A Step-by-Step Guide to Unveil TreasuresFrom EverandGold Mining Adventures: A Step-by-Step Guide to Unveil TreasuresNo ratings yet
- Hartford M8 A1 Final ExamDocument10 pagesHartford M8 A1 Final ExamCHartford1No ratings yet
- Solvent Extraction and DewaxingDocument21 pagesSolvent Extraction and DewaxingAnwesh SatapathyNo ratings yet
- Diet and FoodDocument2 pagesDiet and Foodneon333100% (2)
- Piping and Instrumentation Diagram Por Benzene Distilation: Utility ConnectionsDocument2 pagesPiping and Instrumentation Diagram Por Benzene Distilation: Utility ConnectionsMoch Farhein Ferdinal100% (1)
- SRS 400 A 475 GPMDocument12 pagesSRS 400 A 475 GPMrhusseinpos4765No ratings yet
- 5.01C NutrientsDocument26 pages5.01C Nutrientsadventa sinta maritoNo ratings yet
- Nasya - Paralellism - New Dengan Tambahan Dari LongmanDocument28 pagesNasya - Paralellism - New Dengan Tambahan Dari LongmannasyaayuNo ratings yet
- Tyros in One LabDocument13 pagesTyros in One LabCynthia Jz FdzNo ratings yet
- Feasibility-Study-of-the-Bacteria-Based-Self-Healing 2Document25 pagesFeasibility-Study-of-the-Bacteria-Based-Self-Healing 2MK design and ArchitectureNo ratings yet
- Determining Formaldehyde Levels From Wood Products Using A DesiccatorDocument7 pagesDetermining Formaldehyde Levels From Wood Products Using A DesiccatorThamirys LopesNo ratings yet
- Biopolymers and Nanocomposites For Biomedical and Pharmaceutical Applications by Sharmin, Eram Zafar, FahminaDocument180 pagesBiopolymers and Nanocomposites For Biomedical and Pharmaceutical Applications by Sharmin, Eram Zafar, FahminaRizvana HreditaNo ratings yet
- Agarose Gel ElectrophoresisDocument6 pagesAgarose Gel ElectrophoresisJêyà BharathìNo ratings yet
- Risk Assesment Methology For Toxic Chemicals EvaporationDocument10 pagesRisk Assesment Methology For Toxic Chemicals EvaporationManuel Pita BermúdezNo ratings yet
- BOQ For Bought Out Items (Compressed Air) PDFDocument2 pagesBOQ For Bought Out Items (Compressed Air) PDFsppatilNo ratings yet
- Nomenclature: ArenesDocument10 pagesNomenclature: Arenesangi gongopolNo ratings yet
- Cannabidiol - From Drug Interaction Potential To Modulation of The GutDocument2 pagesCannabidiol - From Drug Interaction Potential To Modulation of The GutpantufoNo ratings yet
- Phytochemical Analyses of Banisteriopsis Caapi and Psychotria ViridisDocument7 pagesPhytochemical Analyses of Banisteriopsis Caapi and Psychotria ViridisHector QuezadaNo ratings yet
- Mil STD 1759Document340 pagesMil STD 1759Topstar2100% (1)
- Electrical Termination SystemsDocument197 pagesElectrical Termination Systemsfaisal84inNo ratings yet
- EO - Tatarnikov PDFDocument5 pagesEO - Tatarnikov PDFVasilii TatarnikovNo ratings yet
- Grundfosliterature 4055021Document32 pagesGrundfosliterature 4055021parthivNo ratings yet
- Lime (Material) : Lime Is A Calcium-Containing Inorganic Mineral Composed Primarily of Oxides, andDocument6 pagesLime (Material) : Lime Is A Calcium-Containing Inorganic Mineral Composed Primarily of Oxides, andShahid BhatNo ratings yet
- Cheecham BlendDocument20 pagesCheecham Blenddassi99No ratings yet
- The Evolution and Status of PSM Metrics in DuPont-Cummings 2008Document14 pagesThe Evolution and Status of PSM Metrics in DuPont-Cummings 2008Jaime Eduardo CadenaNo ratings yet
- EASA Mod 7A BK 5 Elect CableDocument59 pagesEASA Mod 7A BK 5 Elect CableVasco M C Santos100% (1)
- Wet Scrubber BrochureDocument4 pagesWet Scrubber BrochureerbhaveshparmarNo ratings yet
- CHAPTER 25 Nitrogen Acquisition and Amino Acid Metabolism I (Amino Acid Synthesis)Document12 pagesCHAPTER 25 Nitrogen Acquisition and Amino Acid Metabolism I (Amino Acid Synthesis)楊畯凱No ratings yet
- Electrophilic Aromatic Substitution: Ortho/para Directors Meta DirectorsDocument8 pagesElectrophilic Aromatic Substitution: Ortho/para Directors Meta DirectorsLuis Felipe Mera GrandasNo ratings yet