Download as pdf or txt
You might also like
- JF 4 1 Solution PDFDocument2 pagesJF 4 1 Solution PDFIndri Rahmayuni100% (1)
- 5.case ToolsDocument16 pages5.case ToolsﱞﱞﱞﱞﱞﱞﱞﱞﱞﱞﱞﱞﱞﱞﱞﱞﱞﱞﱞﱞﱞﱞﱞﱞNo ratings yet
- Beat The SlotsDocument91 pagesBeat The Slotsxavros100% (2)
- Shotgun (B Series) MaintenanceDocument7 pagesShotgun (B Series) MaintenanceTony McIntoshNo ratings yet
- TCM-CMI-Bendix Magneto Application Guide PDFDocument68 pagesTCM-CMI-Bendix Magneto Application Guide PDFSaeed MashaqbahNo ratings yet
- Boe (Boiler Operation Engineering) Questions and Answers For All Stats Board - AskpowerplantDocument32 pagesBoe (Boiler Operation Engineering) Questions and Answers For All Stats Board - AskpowerplantRaju MaityNo ratings yet
- Tom BeardenDocument68 pagesTom BeardenGeorg Lidtveit100% (4)
- United States Patent (19) : (45) Date of Patent: Mar 23, 1999Document9 pagesUnited States Patent (19) : (45) Date of Patent: Mar 23, 1999Yosef Camposano RodriguezNo ratings yet
- CHP Cleavage by Shell MarkedDocument6 pagesCHP Cleavage by Shell MarkedHARSH DHOLAKIYANo ratings yet
- US5208393 - Patent Reduction CCl4Document7 pagesUS5208393 - Patent Reduction CCl4aldo BMCNo ratings yet
- Patent US4364917 Mantap PDFDocument4 pagesPatent US4364917 Mantap PDFTius TanNo ratings yet
- Paten Pabri H2o2Document7 pagesPaten Pabri H2o2Muhammad Ilham BintangNo ratings yet
- US5240619Document10 pagesUS5240619Baba DookNo ratings yet
- Patent Pabrik Pthalic Anhydride Proses Von HeydenDocument7 pagesPatent Pabrik Pthalic Anhydride Proses Von HeydenFaizhal DimazNo ratings yet
- US5904835Document9 pagesUS5904835Gunship BattleNo ratings yet
- Anhydrous Us PatentDocument11 pagesAnhydrous Us PatentAlexander ApuraNo ratings yet
- III Iii Iihiiii: United States PatentDocument11 pagesIII Iii Iihiiii: United States Patentista fitriaNo ratings yet
- United States Patent (19) : HHHHHHHHHDocument8 pagesUnited States Patent (19) : HHHHHHHHHtasyiaNo ratings yet
- (Patent) US4915930Document9 pages(Patent) US4915930Pavita SalsabilaNo ratings yet
- United States Patent (19) : Teyssier Et Al. 11) 4,299,809Document5 pagesUnited States Patent (19) : Teyssier Et Al. 11) 4,299,809apriyansyahNo ratings yet
- Process For Purification of HCL From Edc PyrolysisDocument6 pagesProcess For Purification of HCL From Edc Pyrolysisu2051721No ratings yet
- United States PatentDocument10 pagesUnited States PatentRuchita PoilkarNo ratings yet
- US4365087Document8 pagesUS4365087ali.a.yahyaNo ratings yet
- Aluminio ExtraccionDocument7 pagesAluminio ExtraccionjackyNo ratings yet
- US5527957Document8 pagesUS5527957THAIYEZI DEGREY OVALOS MORENONo ratings yet
- Us 6034269Document5 pagesUs 6034269Rahmat SunaryaNo ratings yet
- TCCA - US5039800 - P - Process For Producing Trichloroisocyanuric AcidDocument7 pagesTCCA - US5039800 - P - Process For Producing Trichloroisocyanuric AcidListya Eka AnggrainiNo ratings yet
- Us 4256783Document9 pagesUs 4256783Santiago BorgesNo ratings yet
- United States Patent (19) : Ohyama Et Al. 45) Date of Patent: Jan. 24, 1995Document7 pagesUnited States Patent (19) : Ohyama Et Al. 45) Date of Patent: Jan. 24, 1995DILIP KulkarniNo ratings yet
- US4453015 Paten MEK 2Document4 pagesUS4453015 Paten MEK 2Lathifa Rahma AstutiNo ratings yet
- Joya Us4569799Document9 pagesJoya Us4569799Agustin CantilloNo ratings yet
- ' Umted States Patent (19) (11) Patent Number: 4,954,330 Ziegenhain (45) Date of Patent: Sep. 4, 1990Document4 pages' Umted States Patent (19) (11) Patent Number: 4,954,330 Ziegenhain (45) Date of Patent: Sep. 4, 1990Waheed ZebNo ratings yet
- United States Patent (19) : Lenczyk May 20, 1986Document7 pagesUnited States Patent (19) : Lenczyk May 20, 1986JUNAID RAFEYNo ratings yet
- US4160815 NewDocument6 pagesUS4160815 Newmuhammad ramadhanNo ratings yet
- US5679826Document5 pagesUS5679826J Venkat RamanNo ratings yet
- Us3607960 PDFDocument7 pagesUs3607960 PDFMuhammad Ridho RamdhaniNo ratings yet
- United States Patent (19) : Attorney, Agent, or Firm-J. Frederick Thomsen HarryDocument21 pagesUnited States Patent (19) : Attorney, Agent, or Firm-J. Frederick Thomsen HarryNcTungNo ratings yet
- Us4342699 PDFDocument18 pagesUs4342699 PDFKhabib FirmansyahNo ratings yet
- Us4552979 PDFDocument7 pagesUs4552979 PDFTamiris CandiaNo ratings yet
- US4472593 - Paten FixDocument4 pagesUS4472593 - Paten FixDaradjati HendroNo ratings yet
- US3923967Document9 pagesUS3923967nicoNo ratings yet
- Us5799507 - ScoreDocument19 pagesUs5799507 - ScoreDiego1980bNo ratings yet
- United States Patent (19) : Swearingen Et AlDocument4 pagesUnited States Patent (19) : Swearingen Et AlLoren Lee SwearingenNo ratings yet
- Process For Methanol ProductionDocument7 pagesProcess For Methanol Productionsahar vahdatifarNo ratings yet
- Acl RecoveryDocument4 pagesAcl Recoveryannisa latifaNo ratings yet
- Patent US4203906Document9 pagesPatent US4203906Santiago BorgesNo ratings yet
- United States Patent (19) : 73) Assignee: Huron Tech Corp., Delco, N.CDocument14 pagesUnited States Patent (19) : 73) Assignee: Huron Tech Corp., Delco, N.CShahid AliNo ratings yet
- Case 4Document17 pagesCase 4Jeevan DahalNo ratings yet
- Flux Patent US5297721Document6 pagesFlux Patent US5297721M. v.d. WielNo ratings yet
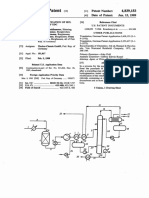
- United States Patent (19) : Hopkins Et Al. Aug. 13, 1985Document4 pagesUnited States Patent (19) : Hopkins Et Al. Aug. 13, 1985choloqfNo ratings yet
- US5741956 PentaerythritolDocument5 pagesUS5741956 PentaerythritolRuchita PoilkarNo ratings yet
- Acuan 3Document4 pagesAcuan 3Irafndi Rahim MuhammadNo ratings yet
- US4343954 FormaldehydeDocument4 pagesUS4343954 FormaldehydeRuchita PoilkarNo ratings yet
- US5352424Document5 pagesUS5352424Ipalma 3No ratings yet
- US3199950Document9 pagesUS3199950Ahmed ShaalanNo ratings yet
- PAtent Electrolitic Cell US5108563Document13 pagesPAtent Electrolitic Cell US5108563EDUCAPP elevator peachNo ratings yet
- Additive Composition For Release of Stuck Drill Pipe - (Fatty Alcohol Propoxylate and SMO Based Pipe Free Agent ExxonMobil)Document6 pagesAdditive Composition For Release of Stuck Drill Pipe - (Fatty Alcohol Propoxylate and SMO Based Pipe Free Agent ExxonMobil)Pothiraj KrishnanNo ratings yet
- US5364986Document4 pagesUS5364986Alam IlhamNo ratings yet
- United States Patent (10) Patent N0.2 US 7,591,309 B2Document19 pagesUnited States Patent (10) Patent N0.2 US 7,591,309 B2KrozeNo ratings yet
- Method of Hydrolyzing PolyacrylamideDocument5 pagesMethod of Hydrolyzing PolyacrylamidePutri Nadya KamilaNo ratings yet
- United States Patent 19: Dumain Et AlDocument10 pagesUnited States Patent 19: Dumain Et AlFi FiyundaNo ratings yet
- US3232703Document8 pagesUS3232703Nateek SharmaNo ratings yet
- Us 4501923Document5 pagesUs 4501923sir.jieranmorotNo ratings yet
- United States Patent (19) : L 0/2 M80 SRDocument6 pagesUnited States Patent (19) : L 0/2 M80 SRMARIELA PANIAGUA SAAVEDRANo ratings yet
- Patente Tratamiento de Condensando de AmonioDocument6 pagesPatente Tratamiento de Condensando de AmonioJesus PerezNo ratings yet
- Patent MillDocument7 pagesPatent MillerangelNo ratings yet
- Paddy ThreshersDocument3 pagesPaddy ThreshersnaveenNo ratings yet
- Cambridge IGCSE ™: Information and Communication TechnologyDocument11 pagesCambridge IGCSE ™: Information and Communication TechnologyYUVRAJ DAGLIYANo ratings yet
- Samsung AC Basic Technical 2013Document44 pagesSamsung AC Basic Technical 2013GomezniNo ratings yet
- IPhO 2010 Theo Problem 2Document4 pagesIPhO 2010 Theo Problem 2Cretu NicolaeNo ratings yet
- Compare-Contrast Essay Writing: All: Most: SomeDocument10 pagesCompare-Contrast Essay Writing: All: Most: SomeGayatri Maniksha ParsekarNo ratings yet
- Compliance With NR-12 Requirements PetrobrasDocument8 pagesCompliance With NR-12 Requirements PetrobrascourarodrigoNo ratings yet
- ARTCAM PRO9.0 InglésDocument466 pagesARTCAM PRO9.0 InglésYamen Issa100% (2)
- Slope Protection. RMDocument32 pagesSlope Protection. RMjas roveloNo ratings yet
- TM55-65 Servicemanual En.2Document57 pagesTM55-65 Servicemanual En.2josemanuelarmijo66No ratings yet
- Basler BE1-951Document505 pagesBasler BE1-951JoseSILENGONo ratings yet
- VertexDocument25 pagesVertexSurya Maddiboina100% (1)
- Stm32f4 Hardware DevelopmentDocument43 pagesStm32f4 Hardware DevelopmentrevaNo ratings yet
- Component Locations: 324D Excavator Hydraulic System - AttachmentDocument2 pagesComponent Locations: 324D Excavator Hydraulic System - AttachmentWalterNo ratings yet
- Senior Economist Planner Environmental Manager in Seattle WA Resume David ClarkDocument3 pagesSenior Economist Planner Environmental Manager in Seattle WA Resume David ClarkDavidClark2No ratings yet
- Healthcare ModelDocument7 pagesHealthcare ModelStanley ANo ratings yet
- CV - Mahmoud Matar AwadDocument4 pagesCV - Mahmoud Matar Awadmahmoud73No ratings yet
- GPS Tracker TK102Document14 pagesGPS Tracker TK102Raymond Lopez-PozasNo ratings yet
- PWD Restroom Floor Plan: LegendsDocument1 pagePWD Restroom Floor Plan: LegendsJustin Maree CamachoNo ratings yet
- Chapter 9 - DC GeneratorsDocument22 pagesChapter 9 - DC GeneratorsKevin VerulaNo ratings yet
- Industrial Training Report Final 38Document120 pagesIndustrial Training Report Final 38Sifat RaihanNo ratings yet
- SVDN-CPP-M-0017-D01-0007-Rev.01-GA Drawing For MP Gas Suction Scrubber - PTC Code 2Document9 pagesSVDN-CPP-M-0017-D01-0007-Rev.01-GA Drawing For MP Gas Suction Scrubber - PTC Code 2123aefNo ratings yet
- Ce 11 B PDFDocument33 pagesCe 11 B PDFsaksham modqNo ratings yet
- METHOD STATEMENT - Transformer InstallationDocument2 pagesMETHOD STATEMENT - Transformer Installationanuraj arackal100% (2)