Download as pdf or txt
You might also like
- Fiber Optic Cable Plant Documentation PDFDocument6 pagesFiber Optic Cable Plant Documentation PDFgverdaguerNo ratings yet
- 01 Boq of Itpc FTTH Ph2 Project (Osp Part)Document40 pages01 Boq of Itpc FTTH Ph2 Project (Osp Part)Husam Abduldaem Mohammed50% (2)
- SAT 17S Fiber Fusion Splicer User's ManualDocument37 pagesSAT 17S Fiber Fusion Splicer User's Manualpepe de la rosaNo ratings yet
- Fiber Optic Cable SpecDocument15 pagesFiber Optic Cable SpecChaitanya ShakyaNo ratings yet
- 23.technical Spec For OFCDocument16 pages23.technical Spec For OFCAli RizviNo ratings yet
- TS Technical Specification For OPGW Fibre Optic CableDocument10 pagesTS Technical Specification For OPGW Fibre Optic CableabhishekNo ratings yet
- OPGW SpecDocument28 pagesOPGW SpecvikasmikkuNo ratings yet
- OPGWDocument74 pagesOPGWAnonymous 3y4Z5cUNo ratings yet
- smf28 PDFDocument4 pagessmf28 PDFRODRIGUEZDIAZJJNo ratings yet
- Cable Fo Huawei b.5.10 HW Adss-Pe-24,120 b1.3 (80m)Document7 pagesCable Fo Huawei b.5.10 HW Adss-Pe-24,120 b1.3 (80m)Evelyn TorrezNo ratings yet
- Volume IITechnicalspecificationpart IVDocument165 pagesVolume IITechnicalspecificationpart IVronniee287No ratings yet
- FO - Technical ParametersDocument3 pagesFO - Technical ParametersReinaldo Sciliano juniorNo ratings yet
- Ficha Tecnica Fibra Ducto SM 96F LSZH Antirroedor CHAQ SIMPLE Maintronics GGDocument6 pagesFicha Tecnica Fibra Ducto SM 96F LSZH Antirroedor CHAQ SIMPLE Maintronics GGNestor RondonNo ratings yet
- FO UndergroundDocument2 pagesFO UndergroundReinaldo Sciliano juniorNo ratings yet
- GYTA53-4F Fiber Optic Cable Specification - GLDocument4 pagesGYTA53-4F Fiber Optic Cable Specification - GLAyeshan LahiruNo ratings yet
- Lpfig8a22c 2KMDocument5 pagesLpfig8a22c 2KMrgear18No ratings yet
- Specification ADSS 196FODocument7 pagesSpecification ADSS 196FOJuan Jose PerezNo ratings yet
- ADSS Optic Fiber Cable 48 G652D CoreDocument7 pagesADSS Optic Fiber Cable 48 G652D CoreJimmy TanNo ratings yet
- Double Jacket GYFHTH68 Fiber Optic Cable Specificaiton - GLDocument9 pagesDouble Jacket GYFHTH68 Fiber Optic Cable Specificaiton - GLalonso villaNo ratings yet
- OPGWDocument6 pagesOPGWanushkabhardwajNo ratings yet
- 【GL】ADSS-24 coreDocument7 pages【GL】ADSS-24 coreAlex GonzalesNo ratings yet
- GYTC8S Fiber Optic Cable Specification - GLDocument8 pagesGYTC8S Fiber Optic Cable Specification - GLKyaw Yazar HtunNo ratings yet
- Silec ReggefiberDocument4 pagesSilec ReggefiberpuschinmdNo ratings yet
- B Span 330m Silec Technical Offer Ref 5890636827terDocument9 pagesB Span 330m Silec Technical Offer Ref 5890636827terUdriste DanielNo ratings yet
- Lifeline® Specialty: Fire Resistant QFCI Cable: Fire Resistant, Flame Retardant Halogen-Free Loose Tube - QFCI/O/RM-JMDocument2 pagesLifeline® Specialty: Fire Resistant QFCI Cable: Fire Resistant, Flame Retardant Halogen-Free Loose Tube - QFCI/O/RM-JMkevinwz1989No ratings yet
- ADSS Span 100m, 250m, 400m, 1100m-Antitracking-Technical ProposalDocument15 pagesADSS Span 100m, 250m, 400m, 1100m-Antitracking-Technical Proposalrodolfo GarciaNo ratings yet
- Renka FTTH CableDocument9 pagesRenka FTTH CableAnadi GuptaNo ratings yet
- 0.9. OPGW - Technical Description of Optical FibresDocument7 pages0.9. OPGW - Technical Description of Optical Fibresgiorgis072No ratings yet
- Aerial Cable ADSS-12FO G.652D Span 120mDocument4 pagesAerial Cable ADSS-12FO G.652D Span 120mWDCNET WORKSNo ratings yet
- Brosur CcsiDocument38 pagesBrosur CcsiTyrion LannisterNo ratings yet
- Nextramicro 24 48 72 96 144 192 216 288 432 576G652DDocument8 pagesNextramicro 24 48 72 96 144 192 216 288 432 576G652Dgeorgeta.dumitrache50No ratings yet
- Direct Burial Optic Fiber Cable Specification - KSD2019 PDFDocument5 pagesDirect Burial Optic Fiber Cable Specification - KSD2019 PDFjerjyNo ratings yet
- Data sheet of ADSS 12 and 24 coreDocument3 pagesData sheet of ADSS 12 and 24 corejuno2018hxNo ratings yet
- Ficha Tecnica Fibra Figura 8 SM 24f Arm LSZH - Maintronics GGDocument7 pagesFicha Tecnica Fibra Figura 8 SM 24f Arm LSZH - Maintronics GGNestor RondonNo ratings yet
- 72F-Non Metallic Duct HDPE Cable-Technical Offer-18Document6 pages72F-Non Metallic Duct HDPE Cable-Technical Offer-18GUY-FABRE DJILENo ratings yet
- Fiber Specifications 4-13Document2 pagesFiber Specifications 4-13lazybookwarmNo ratings yet
- SM G652D 90194-15Document2 pagesSM G652D 90194-15amir11601No ratings yet
- Patch Cord SC FICHA TECNICADocument4 pagesPatch Cord SC FICHA TECNICAJaime Orlando Caicedo DiazNo ratings yet
- Annex 1 - Technical SpecificationsDocument44 pagesAnnex 1 - Technical SpecificationsAleksandar KaplijevNo ratings yet
- SPECIFICATION For GCYFTY-4 PDFDocument5 pagesSPECIFICATION For GCYFTY-4 PDFGaganNo ratings yet
- OPGW Technical SpecificationDocument56 pagesOPGW Technical SpecificationbinodeNo ratings yet
- AllWave Low Loss ZWP 153 WebDocument2 pagesAllWave Low Loss ZWP 153 WebweromNo ratings yet
- FT ADSS - VANO100 M - MAINTRONICSDocument8 pagesFT ADSS - VANO100 M - MAINTRONICSNestor RondonNo ratings yet
- Nextractc1 6KNDocument5 pagesNextractc1 6KNgeorgeta.dumitrache50No ratings yet
- Ficha Tecnica Fibra Ducto SM 12-24F LSZH Antirroedor Maintronics GGDocument5 pagesFicha Tecnica Fibra Ducto SM 12-24F LSZH Antirroedor Maintronics GGluis carreñoNo ratings yet
- FiberHome FHOC-DAL-190-48B1.3Document8 pagesFiberHome FHOC-DAL-190-48B1.3Victor BenavidesNo ratings yet
- Corrigendum2 PDFDocument197 pagesCorrigendum2 PDFBhuvan BajajNo ratings yet
- ITU-T G.652.D SpecsDocument2 pagesITU-T G.652.D SpecsroomforsquaresNo ratings yet
- Multicom Armored Specs - MDocument8 pagesMulticom Armored Specs - Mnaseem AhamdNo ratings yet
- Networking Cables Datatwist® Cable FOR PROFINET Type B Cat 6A S/FTPDocument3 pagesNetworking Cables Datatwist® Cable FOR PROFINET Type B Cat 6A S/FTPsorinproiecteNo ratings yet
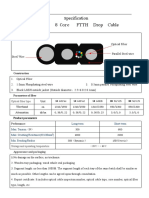
- Gjyxch 8 Core FTTH Drop Cable: PecificationDocument2 pagesGjyxch 8 Core FTTH Drop Cable: PecificationluiggiNo ratings yet
- FT Fig-8 24 y 48 - Arm - MaintronicsDocument8 pagesFT Fig-8 24 y 48 - Arm - MaintronicsNestor RondonNo ratings yet
- Specification For SM Optical Fibre (G.657A) Low Bend: Aksh Optifibre LimitedDocument5 pagesSpecification For SM Optical Fibre (G.657A) Low Bend: Aksh Optifibre LimitedFfbFfbNo ratings yet
- OPGWDocument64 pagesOPGWfNo ratings yet
- OFC 1G.652D Drop Cable LSZH 400N DatasheetDocument8 pagesOFC 1G.652D Drop Cable LSZH 400N DatasheetAnanggadhipa Sedyanto PutroNo ratings yet
- Taihan - CommunicationCables - Eng PDFDocument66 pagesTaihan - CommunicationCables - Eng PDFFAJAR SATRIANo ratings yet
- 1.A-DQ BN SR 2Y 1.200N CT-General-2021.04.07-03Document7 pages1.A-DQ BN SR 2Y 1.200N CT-General-2021.04.07-03Emre YıldırımNo ratings yet
- Specs ZTT OPGW 24 Fibers PDFDocument9 pagesSpecs ZTT OPGW 24 Fibers PDFVictor DoyoganNo ratings yet
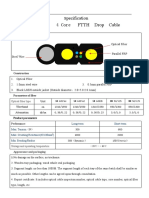
- GJYXFCH 4core-Black LSZHDocument2 pagesGJYXFCH 4core-Black LSZHluiggiNo ratings yet
- Networking Cables Gigaflex 2400 Cable Series Cat 6 U/Utp LSNHDocument3 pagesNetworking Cables Gigaflex 2400 Cable Series Cat 6 U/Utp LSNHZeinab Ashraf ElgammalNo ratings yet
- UCSBrosur FO OM3 SemiTightBufferDocument5 pagesUCSBrosur FO OM3 SemiTightBufferrustuNo ratings yet
- The Difference Between SCSI and FC ProtocolsDocument4 pagesThe Difference Between SCSI and FC ProtocolsSrinivas GollanapalliNo ratings yet
- Flexi Lite 2100 (FQGA) Quick Guide PDFDocument12 pagesFlexi Lite 2100 (FQGA) Quick Guide PDFĐinh Quốc HùngNo ratings yet
- Zte Base StationDocument12 pagesZte Base StationAnonymous jF8rU5No ratings yet
- Fiber Optic Cables: Exploration & Production - OffshoreDocument3 pagesFiber Optic Cables: Exploration & Production - OffshoreandriNo ratings yet
- B FW Lighting Solutions GuideDocument5 pagesB FW Lighting Solutions GuidePeter Paul PascualNo ratings yet
- 2 NBD116200 Fiber Distribution HubDocument3 pages2 NBD116200 Fiber Distribution HubMaylen RivasNo ratings yet
- Sydney Cabling July13Document80 pagesSydney Cabling July13Srinivas GarapatiNo ratings yet
- Opgw - 36B1-134 (70.0 127.4) (15-51324)Document9 pagesOpgw - 36B1-134 (70.0 127.4) (15-51324)dwas1314No ratings yet
- Abnt NBR 14771 PTDocument18 pagesAbnt NBR 14771 PT张骏No ratings yet
- Catálogo AMP PDFDocument304 pagesCatálogo AMP PDFmauro2k6No ratings yet
- Internal Wiring GuidelinesDocument40 pagesInternal Wiring GuidelinesangeltandinganNo ratings yet
- CAT - 2 - 2017 - EN - Cabos e TomadasDocument812 pagesCAT - 2 - 2017 - EN - Cabos e TomadasdanieljsouzaNo ratings yet
- TELQ6401 Optical Fiber Technician v1.0 04.07.2018Document32 pagesTELQ6401 Optical Fiber Technician v1.0 04.07.2018Parag ShrivastavaNo ratings yet
- BRKDCT 2218 PDFDocument97 pagesBRKDCT 2218 PDFrstoikosNo ratings yet
- 1 UL 864 Compliance: Network Communications Module NCM-W/F Product Installation DocumentDocument7 pages1 UL 864 Compliance: Network Communications Module NCM-W/F Product Installation DocumentRicardo StimpelNo ratings yet
- Ariel FiberDocument2 pagesAriel FiberDerrick SenyoNo ratings yet
- Technical Details of 24 Fibre (g652d)Document2 pagesTechnical Details of 24 Fibre (g652d)ahmedshah512No ratings yet
- Single Mode-Loose Tube Armoured Fiber Optic CableDocument2 pagesSingle Mode-Loose Tube Armoured Fiber Optic Cablesunil kumarNo ratings yet
- Calculating The Maximum Attenuation For Optical Fiber LinksDocument5 pagesCalculating The Maximum Attenuation For Optical Fiber LinksMiguel LiceagaNo ratings yet
- HDPE Brochure 7-14 FinalDocument8 pagesHDPE Brochure 7-14 FinalVic Rizenn Isidore BobilesNo ratings yet
- Mako Quality Training - V2.0Document47 pagesMako Quality Training - V2.0Ing Abraham J Tiberio LNo ratings yet
- FOC DesignDocument30 pagesFOC DesigntoericoNo ratings yet
- Site Acceptance Test Procedures and Plan For Optial Fibre Cables - SatDocument19 pagesSite Acceptance Test Procedures and Plan For Optial Fibre Cables - SatMayank Porwal100% (2)
- G657 FoDocument2 pagesG657 FoSarah FadillahNo ratings yet
- BMXNRPDocument60 pagesBMXNRPSivaprasad KcNo ratings yet
- Arnco FTTX Fiber SolutionsDocument3 pagesArnco FTTX Fiber SolutionsPeterLOW0218No ratings yet
- Pfisterer MV CONNEX Inner Cone Plug Cable Terminations Size 0 To 3SDocument71 pagesPfisterer MV CONNEX Inner Cone Plug Cable Terminations Size 0 To 3Sreivin27No ratings yet