Download as pdf or txt
You might also like
- 2012 Book MachineVisionHandbookDocument2,291 pages2012 Book MachineVisionHandbooktntautomation01No ratings yet
- Poly Works Inspector Reference GuideDocument3,133 pagesPoly Works Inspector Reference GuidetiborNo ratings yet
- EMS ME 1508 - 1996 - Cold Rolled Carbon Steel Sheets, Coated or Uncoated, For DrawingDocument28 pagesEMS ME 1508 - 1996 - Cold Rolled Carbon Steel Sheets, Coated or Uncoated, For DrawingRicardo UriasNo ratings yet
- Coordinate Measuring MachineDocument13 pagesCoordinate Measuring MachineAjay G RNo ratings yet
- Basics of The CMM 120Document4 pagesBasics of The CMM 120cqi9nNo ratings yet
- Hexagon MI GLOBAL S DataSheet Letter EN NAFTA Rel5Document22 pagesHexagon MI GLOBAL S DataSheet Letter EN NAFTA Rel5dudecastro1542No ratings yet
- Gd&t-Multi MetricsDocument356 pagesGd&t-Multi MetricsdramiltNo ratings yet
- CVP - Beginning Lighting For Machine Vision - Daryl Martin PDFDocument68 pagesCVP - Beginning Lighting For Machine Vision - Daryl Martin PDFS KumarNo ratings yet
- Coordinate Measuring Machine: NavyatejDocument5 pagesCoordinate Measuring Machine: NavyatejNavya Tej MNo ratings yet
- Practical No 10Document4 pagesPractical No 10Muhammad JahanzaibNo ratings yet
- Coordinate Measuring Machine (CMM)Document21 pagesCoordinate Measuring Machine (CMM)info_azeet100% (1)
- Co-Ordinate Measuring Machine: Metereology & Machining LabDocument4 pagesCo-Ordinate Measuring Machine: Metereology & Machining LabSumit JadhavNo ratings yet
- Coordinate MeasuringDocument9 pagesCoordinate MeasuringRadin HazimahNo ratings yet
- BasicCAM2 SmartInspect Basic v1.2 - FaroArm and FARO Gage Training Workbook - November 2014Document166 pagesBasicCAM2 SmartInspect Basic v1.2 - FaroArm and FARO Gage Training Workbook - November 2014raseen pNo ratings yet
- DU BushesDocument56 pagesDU BushesBlashko GjorgjievNo ratings yet
- Calypso Maquina de CoordenadasDocument16 pagesCalypso Maquina de CoordenadasIvonne LunaNo ratings yet
- Lecture #6 - Geometric Tolerancing (2018) - Part IDocument98 pagesLecture #6 - Geometric Tolerancing (2018) - Part IakinhaciNo ratings yet
- 489 33 Powerpoint-Slides 9Document17 pages489 33 Powerpoint-Slides 9Randøm Talkìês100% (1)
- Mitutoyo Komeg - System Mocowania Eco-Fix, Car-Fix I Opti-Fix - PRE1403 (2) - 2013 ENDocument80 pagesMitutoyo Komeg - System Mocowania Eco-Fix, Car-Fix I Opti-Fix - PRE1403 (2) - 2013 END.T.No ratings yet
- Section 4 Slides 2022Document140 pagesSection 4 Slides 2022Sathappan Kasi100% (1)
- Journal of Manufacturing Systems: R. Acero, A. Brau, J. Santolaria, M. PueoDocument12 pagesJournal of Manufacturing Systems: R. Acero, A. Brau, J. Santolaria, M. PueoTECHNIQUE AIR METROLOGIE100% (1)
- En Pcdmis 2023.1 Core ManualDocument3,279 pagesEn Pcdmis 2023.1 Core Manualfarewelll luisNo ratings yet
- Essentials Poly Works Inspector Probing PackageDocument519 pagesEssentials Poly Works Inspector Probing PackageGabriel StoichitaNo ratings yet
- GeomagicDocument10 pagesGeomagicJunior Panta BalderaNo ratings yet
- CMMDocument1 pageCMMTradiyo ForexNo ratings yet
- Wenzel Technical Data Sheet LH 1210 1512 Premium SelectDocument4 pagesWenzel Technical Data Sheet LH 1210 1512 Premium SelectBoris 'Junior' BorisovNo ratings yet
- Angular Measurement MetallurgyDocument19 pagesAngular Measurement MetallurgyMonojit KonarNo ratings yet
- Simultaneous Requirements: Defines in The Following WayDocument7 pagesSimultaneous Requirements: Defines in The Following WayNishant PatilNo ratings yet
- IIGDT - Tolerancing Optimization Examples With $ SignsDocument9 pagesIIGDT - Tolerancing Optimization Examples With $ Signsநளின் கான்No ratings yet
- 15 ThreadMeasurementDocument37 pages15 ThreadMeasurementMoham'medAlthafAs'lamNo ratings yet
- Eng Pcdmis 2022.1 CMM ManualDocument453 pagesEng Pcdmis 2022.1 CMM ManualRahulNo ratings yet
- ETSE Zeiss Strategy1Document20 pagesETSE Zeiss Strategy1cmm5477No ratings yet
- RoemheldDocument20 pagesRoemheldIvan ReyesNo ratings yet
- Calypso 08 RdscaaDocument22 pagesCalypso 08 RdscaaDragu StelianNo ratings yet
- GD&TDocument5 pagesGD&TkbhattacNo ratings yet
- Poster - Gases - en MESSER PDFDocument1 pagePoster - Gases - en MESSER PDFVladan TimotijevicNo ratings yet
- Training in Coordinate Measurement UsingDocument13 pagesTraining in Coordinate Measurement UsingirinabesliuNo ratings yet
- Compensation For Dynamic Errors of CMMsDocument189 pagesCompensation For Dynamic Errors of CMMsHEmreKNo ratings yet
- L Section PDFDocument30 pagesL Section PDFAmar MohammedNo ratings yet
- Spa Pcdmis 2015.1 CMM ManualDocument332 pagesSpa Pcdmis 2015.1 CMM ManualIbai Zabala BengoaNo ratings yet
- Coordinate Measuring MachineDocument20 pagesCoordinate Measuring MachineDevadattNo ratings yet
- GeoMagic Studio TutorialDocument15 pagesGeoMagic Studio TutorialSoo-young ChoiNo ratings yet
- Zeiss Calypso: Measurement Plan 4Document1 pageZeiss Calypso: Measurement Plan 4Amel BegićNo ratings yet
- Software PolyWorks V12 Inspector Airfoil Gauge Module enDocument2 pagesSoftware PolyWorks V12 Inspector Airfoil Gauge Module entheflamebearerNo ratings yet
- 3dvia ComposerDocument53 pages3dvia ComposerOscar LeonardoNo ratings yet
- 04 - ALL - Feature FittingDocument33 pages04 - ALL - Feature FittingBeNjaz NorthcuttNo ratings yet
- Geometric Attributes of Manufactured PartsDocument17 pagesGeometric Attributes of Manufactured PartsDeejay ShivNo ratings yet
- Rujosimetro Miitutoyo Sj-201Document200 pagesRujosimetro Miitutoyo Sj-201Angel Alvarez Carrillo100% (1)
- Global Classic: Cost-Effective, All-Purpose Bridge CMMDocument12 pagesGlobal Classic: Cost-Effective, All-Purpose Bridge CMMMauricio SilvaNo ratings yet
- Focus Handheld-Inspection User GuideDocument519 pagesFocus Handheld-Inspection User GuideJonnyNo ratings yet
- En 60 020 0002iii Zeiss O-Inspect PDFDocument20 pagesEn 60 020 0002iii Zeiss O-Inspect PDFNPD TechnoringsNo ratings yet
- Roundness Measuring MachineDocument19 pagesRoundness Measuring MachineArif SanjidNo ratings yet
- Keyence PDFDocument20 pagesKeyence PDFbeach_lover_1970No ratings yet
- Model Contura G2 Manufactured by Carl Zeiss Same YearDocument4 pagesModel Contura G2 Manufactured by Carl Zeiss Same YearB VarunNo ratings yet
- Engineering Metrology and Measurements N.V. Raghavendra L. KrishnamurthyDocument54 pagesEngineering Metrology and Measurements N.V. Raghavendra L. KrishnamurthyRandøm TalkìêsNo ratings yet
- Unit 11 Miscellaneous MetrologyDocument15 pagesUnit 11 Miscellaneous Metrologybhuyanuttam7No ratings yet
- Micro ProjectDocument19 pagesMicro Projectmamatarane0207No ratings yet
- Micro ProjectDocument19 pagesMicro Projectmamatarane0207No ratings yet
- CMMDocument34 pagesCMMShanti Lal MeenaNo ratings yet
- Coordinate Measuring Machine (CMM)Document6 pagesCoordinate Measuring Machine (CMM)anil chejara86% (7)
- Micrometers - Slide Gauges and Calipers - Principles, Construction, Operation and Use of Appliances for Fine Mechanical MeasurementsFrom EverandMicrometers - Slide Gauges and Calipers - Principles, Construction, Operation and Use of Appliances for Fine Mechanical MeasurementsNo ratings yet
- RSM Basic PDFDocument7 pagesRSM Basic PDFShiba SahuNo ratings yet
- Previous Years Questions: Module-IIDocument1 pagePrevious Years Questions: Module-IIShiba SahuNo ratings yet
- Maternity LeaveDocument2 pagesMaternity LeaveShiba SahuNo ratings yet
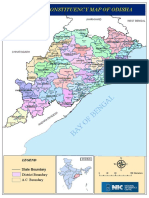
- EN GA L: Assembly Constituency Map of OdishaDocument1 pageEN GA L: Assembly Constituency Map of OdishaShiba SahuNo ratings yet
- Q-Robot Cast For Ladle Area: Reaching New Levels of Automation and Safety in Continuous CastingDocument12 pagesQ-Robot Cast For Ladle Area: Reaching New Levels of Automation and Safety in Continuous CastingAntonio Adalto AltomaniNo ratings yet
- Robotics in ManufacturingDocument20 pagesRobotics in ManufacturingRevenge GamingNo ratings yet
- AI (Artificial Intelligence) : Expert Systems Speech Recognition Machine Vision Weak StrongDocument18 pagesAI (Artificial Intelligence) : Expert Systems Speech Recognition Machine Vision Weak StrongDebdeep GhoshNo ratings yet
- AI For People and BusinessDocument29 pagesAI For People and BusinessVikrant GoswamiNo ratings yet
- ME809 9 Robotics LT PC: Anna University, Chennai Affiliated Institutions B.E. Mechanical Engineering Regulations - 2017Document2 pagesME809 9 Robotics LT PC: Anna University, Chennai Affiliated Institutions B.E. Mechanical Engineering Regulations - 2017Mech HoD DAITNo ratings yet
- Internship Report SampleDocument16 pagesInternship Report Samplecasco123No ratings yet
- Billet MarkerDocument4 pagesBillet MarkerINDRAJIT SAONo ratings yet
- Industry 4.0 Technologies Applied To Casting MachinesDocument4 pagesIndustry 4.0 Technologies Applied To Casting MachinesJJNo ratings yet
- Thai Nguyen University of Technology Faculty of International TrainingDocument16 pagesThai Nguyen University of Technology Faculty of International TrainingTrung HoàngNo ratings yet
- Machine Vision Academy Advanced Vol 7Document4 pagesMachine Vision Academy Advanced Vol 7Rachiahi TarikNo ratings yet
- Journal Review On An NDT MethodDocument8 pagesJournal Review On An NDT MethodSyahirah Ruslan0% (1)
- Outotec'S Fully Automated Smelter 2020 - The Vision, The Status and The FutureDocument14 pagesOutotec'S Fully Automated Smelter 2020 - The Vision, The Status and The FuturevinayakbunNo ratings yet
- DHL Trendreport Robotics PDFDocument37 pagesDHL Trendreport Robotics PDFTiberiu FalibogaNo ratings yet
- DobotVisionStudio Software User Guide V1.4.1 enDocument304 pagesDobotVisionStudio Software User Guide V1.4.1 enaaron wileyNo ratings yet
- Machine Vision: Systems Sensors SoftwareDocument20 pagesMachine Vision: Systems Sensors SoftwareTrườngNo ratings yet
- Computer Aided Quality Control (Caqc)Document20 pagesComputer Aided Quality Control (Caqc)raviNo ratings yet
- 2023 PC Based Control-New Automation TechnologyDocument86 pages2023 PC Based Control-New Automation TechnologyKrishnamurthy KulkarniNo ratings yet
- Flir A325 Thermal Camera DatasheetDocument2 pagesFlir A325 Thermal Camera Datasheetvilarinho6575No ratings yet
- Cypress Image Sensors: Design Without ConstraintsDocument8 pagesCypress Image Sensors: Design Without ConstraintsPalompon PalNo ratings yet
- Ni Vision Overview FlyerDocument6 pagesNi Vision Overview FlyerMursito AliNo ratings yet
- RoboticsDocument1 pageRoboticstagoreboopathyNo ratings yet
- License Plate Recognition System Based On Image Processing Using LabviewDocument6 pagesLicense Plate Recognition System Based On Image Processing Using LabviewJess ChanceNo ratings yet
- 18EI752Document1 page18EI752SAMPATH GOWDANo ratings yet
- 1.fault Detection in Fabric Using Classification and Automated ApproachDocument4 pages1.fault Detection in Fabric Using Classification and Automated ApproachRevathy GNo ratings yet
- Research On Visual Navigation Algorithm of AGV Used in The Small Agile WarehouseDocument6 pagesResearch On Visual Navigation Algorithm of AGV Used in The Small Agile WarehouseLord VolragonNo ratings yet
- Advancing Transportation Intelligence: Smart Cities, Roads and InfrastructureDocument8 pagesAdvancing Transportation Intelligence: Smart Cities, Roads and InfrastructureRaisul Haque RahatNo ratings yet
- 2D Lumitrax 3D Line Scan: Innovative Machine Vision TechnologyDocument20 pages2D Lumitrax 3D Line Scan: Innovative Machine Vision TechnologyNhậtQuangNguyễnNo ratings yet
- Answer The Following Questions Through The SlidesDocument72 pagesAnswer The Following Questions Through The SlidesNathanael Aklilu EjersaNo ratings yet