Download as pdf or txt
You might also like
- Interview Typical 100 Questions For BIW Fixture Design Engineer PositionDocument5 pagesInterview Typical 100 Questions For BIW Fixture Design Engineer Positionsudheer31050% (2)
- Dimensions, Weights and Properties of Special and Standard Structural Steel Shapes Manufactured by Bethlehem Steel CompanyFrom EverandDimensions, Weights and Properties of Special and Standard Structural Steel Shapes Manufactured by Bethlehem Steel CompanyNo ratings yet
- Soldering & WeldingDocument82 pagesSoldering & WeldingRachita Arora100% (1)
- Chapter 4 Aircraft WeldingDocument30 pagesChapter 4 Aircraft Weldingmich48chinNo ratings yet
- Sheet Metal Stamping in Automotive Industry IgnoreDocument48 pagesSheet Metal Stamping in Automotive Industry IgnoreSalil GhateNo ratings yet
- Rebar Steel Bar Detail For Grade 1Document29 pagesRebar Steel Bar Detail For Grade 1talatzahoorNo ratings yet
- Boron Steel 1Document7 pagesBoron Steel 1RajanikantJadhavNo ratings yet
- Generally The Materials Used For Structures Fall Into The Category of A Welded Steel Structure With Castings As Reinforcement in Critical AreasDocument4 pagesGenerally The Materials Used For Structures Fall Into The Category of A Welded Steel Structure With Castings As Reinforcement in Critical AreasbalajimetturNo ratings yet
- What Is Rebar?: Grades of Rebar in Different CodesDocument9 pagesWhat Is Rebar?: Grades of Rebar in Different CodesSalih MohayaddinNo ratings yet
- Building Construction and Material - VDocument20 pagesBuilding Construction and Material - Vkushagra agrawalNo ratings yet
- Manufacturing Process For TMTDocument6 pagesManufacturing Process For TMTKratagya SinghalNo ratings yet
- Stainlesssteelforgings 9016Document46 pagesStainlesssteelforgings 9016Julian MësäNo ratings yet
- Boron Steel in Vehicles: Implications of HSLA/UHSS and Boron Steels For RescuersDocument7 pagesBoron Steel in Vehicles: Implications of HSLA/UHSS and Boron Steels For RescuersRajanikantJadhavNo ratings yet
- Iml213 (2 Föy)Document65 pagesIml213 (2 Föy)HilalAldemirNo ratings yet
- Yousuf P ReportDocument91 pagesYousuf P ReportAnonymous l1dIwmHV5mNo ratings yet
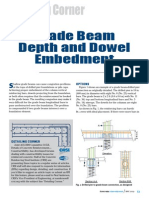
- Detailing Corner-Grade BeamDocument4 pagesDetailing Corner-Grade BeamProfessor Dr. Nabeel Al-Bayati-Consultant Engineer100% (2)
- Guide Cast Iron WeldingDocument8 pagesGuide Cast Iron WeldingAgustine SetiawanNo ratings yet
- Awst 11 04Document8 pagesAwst 11 04Herd ImanNo ratings yet
- ProjectDocument34 pagesProjectSTAR PRINTINGNo ratings yet
- Structural Stainless Steel PDFDocument5 pagesStructural Stainless Steel PDFGiri DharanNo ratings yet
- Bolted ConnectionsDocument83 pagesBolted Connections22ce100jinsNo ratings yet
- How To ChoosDocument2 pagesHow To ChoosBenjamin EdwardNo ratings yet
- PART 02 (Steel Sections)Document23 pagesPART 02 (Steel Sections)MohamedMostafaNo ratings yet
- Development of Stainless Steel Welding Wire For Galvanized Steel SheetsDocument7 pagesDevelopment of Stainless Steel Welding Wire For Galvanized Steel SheetsIshan ShuklaNo ratings yet
- Week 1 Lecture Material - WatermarkDocument88 pagesWeek 1 Lecture Material - Watermarkchristi SNo ratings yet
- Handbook On Stainless Steel WeldingDocument71 pagesHandbook On Stainless Steel Weldinganunay kumarNo ratings yet
- Chapter 8 - Steel FramingDocument8 pagesChapter 8 - Steel Framingleowongck0119No ratings yet
- Bake Hardening SteelDocument15 pagesBake Hardening SteelAnoop KizhakathNo ratings yet
- Project I.D. ( - ) Structural Metal Framing (Rev. 10, April 11, 2018) 05 1000-1Document29 pagesProject I.D. ( - ) Structural Metal Framing (Rev. 10, April 11, 2018) 05 1000-1081382991318No ratings yet
- AL-Si Report PDFDocument6 pagesAL-Si Report PDFAnmol MishraNo ratings yet
- High-Carbon Steel Sheets For Power Train Parts - Formable High-Carbon Steel Sheets Suitable For One-Piece FormingDocument6 pagesHigh-Carbon Steel Sheets For Power Train Parts - Formable High-Carbon Steel Sheets Suitable For One-Piece Formingenrico susantoNo ratings yet
- 5 Introduction To Structural Steel ConstructionDocument20 pages5 Introduction To Structural Steel ConstructionKosygin LeishangthemNo ratings yet
- L-1 Steel StructureDocument22 pagesL-1 Steel StructureRukhsar JoueNo ratings yet
- Assignment No. 02 Riya Yogesh Patil ROLL NO.: 20 Sem - Iii Viva School of Architecture ACADEMIC YEAR 2020-2021Document17 pagesAssignment No. 02 Riya Yogesh Patil ROLL NO.: 20 Sem - Iii Viva School of Architecture ACADEMIC YEAR 2020-202122Patil RiyaNo ratings yet
- Welding AISI 4130 PDFDocument5 pagesWelding AISI 4130 PDFDarioNo ratings yet
- Design of Steel StructuresDocument2,529 pagesDesign of Steel StructuresStructural Spreadsheets67% (9)
- AL-Si Report PDFDocument6 pagesAL-Si Report PDFAnmol MishraNo ratings yet
- Design of Steel Structures 2Document3,379 pagesDesign of Steel Structures 2Structural SpreadsheetsNo ratings yet
- 002 02Document18 pages002 02Sandip GaikwadNo ratings yet
- Ilovepdf Merged PDFDocument784 pagesIlovepdf Merged PDFRe DesignNo ratings yet
- Problems of Using High Grade Steel in ConstructionsDocument7 pagesProblems of Using High Grade Steel in ConstructionsPardeep KushwahaNo ratings yet
- Dubai CentreDocument20 pagesDubai CentreArbi811No ratings yet
- Steel Casting HandboockDocument446 pagesSteel Casting Handboockomar quiñonesNo ratings yet
- Manual de SoldaduraDocument28 pagesManual de SoldadurakarumaNo ratings yet
- Material Reinforcing SteelsDocument1 pageMaterial Reinforcing SteelsPemburu JablayNo ratings yet
- CLDP Whats The Difference Between Alloy Steel and Carbon Steel Coiled Pins UsDocument3 pagesCLDP Whats The Difference Between Alloy Steel and Carbon Steel Coiled Pins Usgetnet workieNo ratings yet
- What Is Steel Reinforcement? Why Is It Required in A Concrete Structure?Document11 pagesWhat Is Steel Reinforcement? Why Is It Required in A Concrete Structure?Rabish ANo ratings yet
- What Is Steel Reinforcement? Why Is It Required in A Concrete Structure?Document11 pagesWhat Is Steel Reinforcement? Why Is It Required in A Concrete Structure?Jesse RodriguezNo ratings yet
- National Institute of TransportDocument9 pagesNational Institute of Transportfahad khalefNo ratings yet
- Module 3 Steel Design Batch 4Document197 pagesModule 3 Steel Design Batch 4Aileen PornelaNo ratings yet
- Stainless Steel From JindalDocument35 pagesStainless Steel From Jindalrajbir_singhNo ratings yet
- Reinforcing Steel and Tensile TestDocument16 pagesReinforcing Steel and Tensile TestDonna MaeNo ratings yet
- 409 Data BulletinDocument12 pages409 Data BulletinWilliam PaivaNo ratings yet
- Steel Glossary SBBDocument36 pagesSteel Glossary SBBshraktuNo ratings yet
- Types and Sizes of RebarsDocument17 pagesTypes and Sizes of RebarsWyncie CariñoNo ratings yet
- Operational Information Bearing Materials: Babbitt MetalDocument4 pagesOperational Information Bearing Materials: Babbitt Metalargentum19619692No ratings yet
- Rod End SeriesDocument14 pagesRod End SeriesNopNo ratings yet
- Introduction To Rolling Element Bearing Manufacturing ProcessDocument18 pagesIntroduction To Rolling Element Bearing Manufacturing ProcessRamakanth P JoshiNo ratings yet
- Astm A 1003 A 1003M 2005Document6 pagesAstm A 1003 A 1003M 2005Jorge ToribioNo ratings yet
- Development of High Strength Steels For Automobiles: Nippon Steel Technical Report No. 88 July 2003Document6 pagesDevelopment of High Strength Steels For Automobiles: Nippon Steel Technical Report No. 88 July 2003Niken ApriliaNo ratings yet
- Spot Welder PlansDocument4 pagesSpot Welder Planscesargramcko100% (2)
- PV 6702 en 2004-09-01Document14 pagesPV 6702 en 2004-09-01aldairlopesNo ratings yet
- Fundamental Studies On The Mechanism of Ultrasonic WeldingDocument56 pagesFundamental Studies On The Mechanism of Ultrasonic WeldingStupinean LarisaNo ratings yet
- 14250A ch3 PDFDocument82 pages14250A ch3 PDFKamarul NizamNo ratings yet
- NBM RWMA Booklet PDFDocument48 pagesNBM RWMA Booklet PDFSebastian MolinaNo ratings yet
- Spot Weld Parameters HLSDocument10 pagesSpot Weld Parameters HLSHemantNo ratings yet
- Fabrication of ToolBoxDocument9 pagesFabrication of ToolBoxRogen Darell AbanNo ratings yet
- Report Robot WeldingDocument23 pagesReport Robot WeldingKishan Singh100% (3)
- NA Welding Specification WS-5 Weld Testing & Procedures Section A: Resistance Spot WeldingDocument17 pagesNA Welding Specification WS-5 Weld Testing & Procedures Section A: Resistance Spot WeldingMuhammad AliNo ratings yet
- Conventional Class For IES 2016 PDFDocument111 pagesConventional Class For IES 2016 PDFDeepak KushwahaNo ratings yet
- EE603522Document45 pagesEE603522VINITNo ratings yet
- A-Pillar Outer Reinforcement (Complete)Document24 pagesA-Pillar Outer Reinforcement (Complete)DongTaNo ratings yet
- Robot Cell DesignDocument18 pagesRobot Cell DesignShione T Mundawarara63% (8)
- Body Repair: SectionDocument92 pagesBody Repair: SectionEgoro KapitoNo ratings yet
- Spot Welding BasicDocument6 pagesSpot Welding BasicPaulNo ratings yet
- Finite Element Analysis of Resistance Spot Welding ProcessDocument4 pagesFinite Element Analysis of Resistance Spot Welding ProcessAbdullah hussainNo ratings yet
- MCQ On Advance Welding (Harshdeep Rai and Hassan Immam)Document35 pagesMCQ On Advance Welding (Harshdeep Rai and Hassan Immam)Handu100% (1)
- Elements 1Document101 pagesElements 1Brian Den Mark MansuetoNo ratings yet
- Spot Weld - PresDocument96 pagesSpot Weld - Presavinashbatra1100% (1)
- AssignmentDocument27 pagesAssignmentMitravanu MishraNo ratings yet
- Uee AnmDocument140 pagesUee AnmsatyaNo ratings yet
- Aircraft Materials, Processes and Hardware PDFDocument189 pagesAircraft Materials, Processes and Hardware PDFregina marie100% (1)
- Irmhs Unit 5Document80 pagesIrmhs Unit 5Sanika PaigudeNo ratings yet
- Betag 2014Document7 pagesBetag 2014MelmakPolytronNo ratings yet
- BIW Unit 1 NotesDocument50 pagesBIW Unit 1 NotesJhon bendNo ratings yet
- Proc.-5 Plastic State WeldingDocument27 pagesProc.-5 Plastic State Weldingmoresachin7040No ratings yet
- Takoradi PolytechnicDocument62 pagesTakoradi PolytechnicMichael Castro AbuduNo ratings yet