Download as pdf or txt
You might also like
- Website Maintenance ContractDocument4 pagesWebsite Maintenance ContractmndsilvaNo ratings yet
- Sharp Service Manual Models Lc-40sh340k and Lc-40sh340e With Chassis 17mb60Document106 pagesSharp Service Manual Models Lc-40sh340k and Lc-40sh340e With Chassis 17mb60murtibing100% (1)
- Prado Leal Goncalves Cobem2017Document7 pagesPrado Leal Goncalves Cobem2017Guilherme PradoNo ratings yet
- Jamel - EUROCORR 2008Document10 pagesJamel - EUROCORR 2008Ricardo NogueiraNo ratings yet
- Models - Plasma.oxygen Gec IcpDocument34 pagesModels - Plasma.oxygen Gec Icpcamille.varmounantNo ratings yet
- Quantum-Mechanical Modeling and Simulation of A Novel Nano-Scale FET: Center-Channel (CC) Double-Gate (DG) MOSFETDocument6 pagesQuantum-Mechanical Modeling and Simulation of A Novel Nano-Scale FET: Center-Channel (CC) Double-Gate (DG) MOSFETanchit_virmaniNo ratings yet
- On The Characteristic Equation For The Dielectric-Loaded Circular WaveguideDocument4 pagesOn The Characteristic Equation For The Dielectric-Loaded Circular WaveguideJhon SmithNo ratings yet
- Computers and Mathematics With Applications: Patrick Ciarlet JRDocument20 pagesComputers and Mathematics With Applications: Patrick Ciarlet JRAndres SuarezNo ratings yet
- Modeling The Critical Flashover Voltage of High Voltage Insulators Using Artificial IntelligenceDocument18 pagesModeling The Critical Flashover Voltage of High Voltage Insulators Using Artificial IntelligenceMohammed BelkheiriNo ratings yet
- Finite Element 3D Magnetic Field ComputationDocument6 pagesFinite Element 3D Magnetic Field Computationant7dotcomNo ratings yet
- Mathematical Aspects of Simulating Efficient RF Operation of HemtsDocument9 pagesMathematical Aspects of Simulating Efficient RF Operation of HemtsGennadiyNo ratings yet
- 2IJMCARDEC20182Document6 pages2IJMCARDEC20182TJPRC PublicationsNo ratings yet
- Fractional Order and Fractal Modelling of Electrical Networks O. Enacheanu, D. Riu, N. RetièreDocument6 pagesFractional Order and Fractal Modelling of Electrical Networks O. Enacheanu, D. Riu, N. RetièreVignesh RamakrishnanNo ratings yet
- In Homogeneous 1Document8 pagesIn Homogeneous 1Radu CimpeanuNo ratings yet
- 1982, Integral Equation Formulation of Microstrip AntennasDocument6 pages1982, Integral Equation Formulation of Microstrip AntennasRicha SharmaNo ratings yet
- Resonancia SubsincronaDocument16 pagesResonancia SubsincronaSheyla Elizabeth Santamaria Roque100% (1)
- 10 Triwong GagnoudDocument12 pages10 Triwong Gagnoudsakthistory1922No ratings yet
- A Discontinuous Galerkin Method For A Time-Harmonic Eddy Current ProblemDocument23 pagesA Discontinuous Galerkin Method For A Time-Harmonic Eddy Current Problemm.cheboutNo ratings yet
- Brigadnov 2005Document14 pagesBrigadnov 2005Iván Amaury S DNo ratings yet
- Froitzheim 2 PDFDocument5 pagesFroitzheim 2 PDFMECHANICS CED ClassicalNo ratings yet
- Elemento Finito ModeladoDocument67 pagesElemento Finito ModeladoGerardo M. James BravoNo ratings yet
- 5 Ijapbcroct20175Document6 pages5 Ijapbcroct20175TJPRC PublicationsNo ratings yet
- Plasma Application Library ManualDocument404 pagesPlasma Application Library ManualRanjithPerumalNo ratings yet
- Reiche 2001 0124Document3 pagesReiche 2001 0124Particle Beam Physics LabNo ratings yet
- Gain Optimization of A Multi-Layer Printed Dipole Array Using Evolutionary ProgrammingDocument4 pagesGain Optimization of A Multi-Layer Printed Dipole Array Using Evolutionary ProgrammingA. VillaNo ratings yet
- Why Do Computer Methods For Grounding Analysis ProDocument12 pagesWhy Do Computer Methods For Grounding Analysis ProEzz El Dinn SabriNo ratings yet
- Computational and Experimental Study of PDFDocument5 pagesComputational and Experimental Study of PDFBill M. SpragueNo ratings yet
- Equivalent Circuit Models Using CPE For ImpedanceDocument23 pagesEquivalent Circuit Models Using CPE For Impedancedevshuk.p1No ratings yet
- EMTP Modelling of Grounding Electrodes PDFDocument4 pagesEMTP Modelling of Grounding Electrodes PDFCesar ZamudioNo ratings yet
- Chew, Kong, Microstrip Capacitance For A Circular Disk Through Matched Asymptotic Expansions, Siam J. Appl. Math., 1982Document16 pagesChew, Kong, Microstrip Capacitance For A Circular Disk Through Matched Asymptotic Expansions, Siam J. Appl. Math., 1982Denis JaissonNo ratings yet
- Hierarchical Matrices and Adaptive CrossDocument10 pagesHierarchical Matrices and Adaptive CrossChee Zhen QiNo ratings yet
- OelectricsDocument22 pagesOelectricsPascal SambreNo ratings yet
- Modified Occam's InversionDocument10 pagesModified Occam's InversionNimisha Vedanti100% (3)
- Electromagnetic Field Analysis and Its Applications To Product DevelopmentDocument9 pagesElectromagnetic Field Analysis and Its Applications To Product Developmentkaushikray06No ratings yet
- 10.1007 s10825-015-0753-6 Final CorrectedDocument12 pages10.1007 s10825-015-0753-6 Final CorrectedGennadiyNo ratings yet
- Nagel 2022 - Analytic Model For StriplineDocument12 pagesNagel 2022 - Analytic Model For StriplineKundan SumanNo ratings yet
- Finite Element Beam Vibration: Department of Mechanical, Aerospace and Manufacturing EngineeringDocument4 pagesFinite Element Beam Vibration: Department of Mechanical, Aerospace and Manufacturing EngineeringSyafiq ShaffiaiNo ratings yet
- Models - Plasma.corona Discharge Air 1dDocument26 pagesModels - Plasma.corona Discharge Air 1dEsteban De BlasisNo ratings yet
- AIAA-03-10113 - Computational Modeling of Stationary Plasma ThrustersDocument13 pagesAIAA-03-10113 - Computational Modeling of Stationary Plasma ThrustersKiuti DiNo ratings yet
- Mathematical Model For Cathodic Protection of The Underground PipelinesDocument16 pagesMathematical Model For Cathodic Protection of The Underground Pipelinesmotasem omoushNo ratings yet
- 108 MohanDocument10 pages108 MohanRECEP BAŞNo ratings yet
- AMT Ht16-Exam PDFDocument9 pagesAMT Ht16-Exam PDFaamersid2882No ratings yet
- 1994 - 3D Finite Element Simulation of The Cold Forging of Helical GearsDocument13 pages1994 - 3D Finite Element Simulation of The Cold Forging of Helical GearsNguyen Hoang DungNo ratings yet
- 03.licenta Disertatie Poisson Equation SaqqaraDocument8 pages03.licenta Disertatie Poisson Equation SaqqaraRenata TatomirNo ratings yet
- 2017-IOS Press-Santos-Measuring Shielding Effectiveness of Coaxial CablesDocument16 pages2017-IOS Press-Santos-Measuring Shielding Effectiveness of Coaxial Cableswaweli5985No ratings yet
- Proceedings: Seeccm06Document8 pagesProceedings: Seeccm06Snezana VulovicNo ratings yet
- Champ Elect QQD 2014Document20 pagesChamp Elect QQD 2014hhakim32No ratings yet
- Apertures, Horns and ReflectorsDocument81 pagesApertures, Horns and Reflectorstuntuni77No ratings yet
- Beasley 1979Document9 pagesBeasley 1979Rafik Et-TrabelsiNo ratings yet
- National University of SingaporeDocument11 pagesNational University of SingaporeJie RongNo ratings yet
- Electromagnetic Oscillations in A Spherical Conducting Cavity With Dielectric Layers. Application To Linear AcceleratorsDocument11 pagesElectromagnetic Oscillations in A Spherical Conducting Cavity With Dielectric Layers. Application To Linear AcceleratorsEric ForemanNo ratings yet
- 4833-Article Text-8591-1-10-20130718 PDFDocument8 pages4833-Article Text-8591-1-10-20130718 PDFDevas ShuklaNo ratings yet
- 10455767Document21 pages10455767niciu86No ratings yet
- Ebenezer 2002 Curr Science OctDocument8 pagesEbenezer 2002 Curr Science OctDuraisingh Diamond EbenezerNo ratings yet
- Computational Study of A Glow Discharge DeviceDocument7 pagesComputational Study of A Glow Discharge Deviceyerson fabian barragan jimenezNo ratings yet
- I R ResponseDocument5 pagesI R ResponseRicardo Villagómez TamezNo ratings yet
- Chapter 5 Lee and Chen Advances in Microstrip and Printed AntennasDocument45 pagesChapter 5 Lee and Chen Advances in Microstrip and Printed AntennasJon HimesNo ratings yet
- David M.Pozar-Input Impedance and Mutual Coupling of Rectangular Microstrip Antennas PDFDocument6 pagesDavid M.Pozar-Input Impedance and Mutual Coupling of Rectangular Microstrip Antennas PDFBhargav Bikkani100% (1)
- Universal Functional Formula of Atomic Elastic CroDocument2 pagesUniversal Functional Formula of Atomic Elastic CroIsaac MartinezNo ratings yet
- JUNE 2015: AMIETE - ET (Current Scheme)Document3 pagesJUNE 2015: AMIETE - ET (Current Scheme)Jyothi SamanthulaNo ratings yet
- Green's Function Estimates for Lattice Schrödinger Operators and Applications. (AM-158)From EverandGreen's Function Estimates for Lattice Schrödinger Operators and Applications. (AM-158)No ratings yet
- Costing Models For Capacity Optimization in Industry 4.0: Trade-Off Between Used Capacity and Operational EfficiencyDocument12 pagesCosting Models For Capacity Optimization in Industry 4.0: Trade-Off Between Used Capacity and Operational Efficiencyชนพัทธ์ คงพ่วงNo ratings yet
- Materials Today: Proceedings: R. Kumar, S. Madhu, K. Aravindh, V. Jayakumar, G. Bharathiraja, A. MuniappanDocument7 pagesMaterials Today: Proceedings: R. Kumar, S. Madhu, K. Aravindh, V. Jayakumar, G. Bharathiraja, A. Muniappanชนพัทธ์ คงพ่วงNo ratings yet
- The 28th Santa Fe Symposium On Jewelry Manufacturing TechnologyDocument6 pagesThe 28th Santa Fe Symposium On Jewelry Manufacturing Technologyชนพัทธ์ คงพ่วงNo ratings yet
- Lecture 2 Electrodeposition of CoatingDocument23 pagesLecture 2 Electrodeposition of Coatingชนพัทธ์ คงพ่วงNo ratings yet
- Controls and Quality Demands in The Jewellery Investment Casting ProcessDocument6 pagesControls and Quality Demands in The Jewellery Investment Casting Processชนพัทธ์ คงพ่วงNo ratings yet
- AnodizingDocument57 pagesAnodizingชนพัทธ์ คงพ่วงNo ratings yet
- Problem Solving Is The Communication That Analyzes The Problem in Detail Before Decision MakingDocument17 pagesProblem Solving Is The Communication That Analyzes The Problem in Detail Before Decision Makingชนพัทธ์ คงพ่วงNo ratings yet
- Polishing Up On Finishing How To Stay Competitive Due To Optimized Surface FinishingDocument33 pagesPolishing Up On Finishing How To Stay Competitive Due To Optimized Surface Finishingชนพัทธ์ คงพ่วงNo ratings yet
- Installation GuideDocument7 pagesInstallation Guideชนพัทธ์ คงพ่วงNo ratings yet
- APIS IQ-Tools - Why NOT Excel: J Urgen Eilers Sales@apis - deDocument23 pagesAPIS IQ-Tools - Why NOT Excel: J Urgen Eilers Sales@apis - deชนพัทธ์ คงพ่วงNo ratings yet
- Tips and Tricks IQ-Software: Benutzertreffen 2011Document8 pagesTips and Tricks IQ-Software: Benutzertreffen 2011ชนพัทธ์ คงพ่วงNo ratings yet
- APIS Support Tips Tricks BT 2017Document11 pagesAPIS Support Tips Tricks BT 2017ชนพัทธ์ คงพ่วงNo ratings yet
- KaizenSession1 PDFDocument43 pagesKaizenSession1 PDFGherman ClaudiuNo ratings yet
- Eulerian Modeling and Computational Fluid Dynamics Simulation of Mono and Polydisperse Fluidized SuspensionsDocument4 pagesEulerian Modeling and Computational Fluid Dynamics Simulation of Mono and Polydisperse Fluidized Suspensionsชนพัทธ์ คงพ่วงNo ratings yet
- Demonetization and Its Impact On Adoption of Digital Payment: Opportunities, Issues and ChallengesDocument14 pagesDemonetization and Its Impact On Adoption of Digital Payment: Opportunities, Issues and ChallengesPrasanth KumarNo ratings yet
- Everyday Science Book OverviewDocument36 pagesEveryday Science Book OverviewJąhąnząib Khąn Kąkąr100% (1)
- Garapan TesnetDocument3 pagesGarapan Tesnetmuhikram7735No ratings yet
- Vijeo Designer TutorialDocument70 pagesVijeo Designer Tutorialcaner23No ratings yet
- DL160Document1 pageDL160My BooksNo ratings yet
- 31504647-Antenna System (On Tower) Installation Standard ModelDocument27 pages31504647-Antenna System (On Tower) Installation Standard ModelBadr AmerNo ratings yet
- Free Cyber ResourcesDocument97 pagesFree Cyber ResourcesJesús PeraltaNo ratings yet
- Flutter SyllabusDocument2 pagesFlutter Syllabussangamesh magiNo ratings yet
- 04.licenciamiento Del MicroSCADADocument10 pages04.licenciamiento Del MicroSCADALiz Victoria Bautista CardenasNo ratings yet
- Show How To Switch Between Page ViewDocument22 pagesShow How To Switch Between Page ViewConnie LopicoNo ratings yet
- Magelis GXO - HMIGXO3502Document6 pagesMagelis GXO - HMIGXO3502enkzNo ratings yet
- Tracking and Positioning of Mobile Systems in Telecommunication NetworksDocument15 pagesTracking and Positioning of Mobile Systems in Telecommunication NetworksLalit NayakNo ratings yet
- EST3 v5 (1) .0 System Operation ManualDocument98 pagesEST3 v5 (1) .0 System Operation ManualjulchabNo ratings yet
- VEHICLE ROUTING AND SCHEDULING by SRINIVASDocument3 pagesVEHICLE ROUTING AND SCHEDULING by SRINIVASSilas SargunamNo ratings yet
- Panasonic Wireless VDPDocument3 pagesPanasonic Wireless VDPjagjeet1979No ratings yet
- Demarc Technology Group: Dt-Rwr-10As-Co3 2.4 GHZ Outdoor Cpe/Ap/Bridge/RouterDocument52 pagesDemarc Technology Group: Dt-Rwr-10As-Co3 2.4 GHZ Outdoor Cpe/Ap/Bridge/RouterAusNo ratings yet
- NSO Day 3 and 4 Simple and Advanced ServicesDocument78 pagesNSO Day 3 and 4 Simple and Advanced ServicesAla JebnounNo ratings yet
- Vipc 618Document34 pagesVipc 618andrew.cookNo ratings yet
- Grade 8 Unit 10 Practice 2. HSDocument3 pagesGrade 8 Unit 10 Practice 2. HSKhôi Nguyên ĐặngNo ratings yet
- D Itg ManualDocument35 pagesD Itg Manualjoto123No ratings yet
- Chapter 8: Business Continuity Planning & Disaster Recovery PlanningDocument22 pagesChapter 8: Business Continuity Planning & Disaster Recovery PlanningnrpradhanNo ratings yet
- EMS Communications Plan, Volume 1 - 4th EditionDocument126 pagesEMS Communications Plan, Volume 1 - 4th EditionIrfan YuliNo ratings yet
- Togaf 9 Exam Og0-093: TOGAF 9 Combined Part 1 and Part 2Document6 pagesTogaf 9 Exam Og0-093: TOGAF 9 Combined Part 1 and Part 2Dana LumiNo ratings yet
- FIX: You've Been Signed in With A Temporary Profle in Windows 10Document20 pagesFIX: You've Been Signed in With A Temporary Profle in Windows 10Asante LeslieNo ratings yet
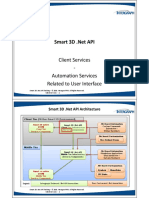
- 04 - SP3DNetAPI - Client ServicesDocument13 pages04 - SP3DNetAPI - Client Servicesyan liuNo ratings yet
- A7IV Brochure FA LRDocument28 pagesA7IV Brochure FA LRtonywong1925No ratings yet
- 07 SetsDocument81 pages07 SetsNiel james Bayotas100% (2)
- Block Chain SetDocument9 pagesBlock Chain Setakshay BaleshgolNo ratings yet