Download as docx, pdf, or txt
You might also like
- Written Test Guide CoC 1 and CoC 2Document11 pagesWritten Test Guide CoC 1 and CoC 2Jesus Placedes100% (8)
- 7ut85 Relay Test ReportDocument5 pages7ut85 Relay Test ReportAbhishek Rajput100% (1)
- Samson XP308I Service ManualDocument30 pagesSamson XP308I Service ManualEboni DanielsNo ratings yet
- Dsme Piping - Practice PDFDocument117 pagesDsme Piping - Practice PDFJesus PlacedesNo ratings yet
- CBLMDocument14 pagesCBLMJesus Placedes0% (2)
- CHF100AManualV1 2downloadDocument153 pagesCHF100AManualV1 2downloadAnang Widhi Prasetia0% (1)
- CHF100A Operation Manual-V1.5Document153 pagesCHF100A Operation Manual-V1.5Ahmad IdreesNo ratings yet
- PR-03-SERIES - Increment Encoder 38 MMDocument2 pagesPR-03-SERIES - Increment Encoder 38 MMSHARAB IMTIAZNo ratings yet
- Chf100a Manual v1.0 enDocument153 pagesChf100a Manual v1.0 enHao LambaNo ratings yet
- Asdasdqqqq111 PDFDocument5 pagesAsdasdqqqq111 PDFLautaro AyoroaNo ratings yet
- SN74HCS7266 Quadruple 2-Input XNOR Gates With Schmitt-Trigger InputsDocument22 pagesSN74HCS7266 Quadruple 2-Input XNOR Gates With Schmitt-Trigger InputsNicanor Fotsing tenoNo ratings yet
- Emergency SwitchboardDocument132 pagesEmergency SwitchboardDalmatius GonsalvesNo ratings yet
- 6SL3210-1PE31-8AL0 Datasheet enDocument2 pages6SL3210-1PE31-8AL0 Datasheet enSuparerk MalithongNo ratings yet
- OLTC Order Specifications-2011-12-1Document4 pagesOLTC Order Specifications-2011-12-1ISGENo ratings yet
- Setting Manual Relay Ge Multilin 350 GHDocument31 pagesSetting Manual Relay Ge Multilin 350 GHdede kancilNo ratings yet
- 6SL3224-0BE37-5AA0 Datasheet enDocument2 pages6SL3224-0BE37-5AA0 Datasheet enpimentel.o.alexandreNo ratings yet
- Transist 224###@Document205 pagesTransist 224###@NehaNo ratings yet
- Po3 PDFDocument7 pagesPo3 PDFHưng HQNo ratings yet
- Data Generator Dan TrafoDocument3 pagesData Generator Dan TrafobudiNo ratings yet
- Tested by Witnessed by Approved BY Witnessed by Approved BY Signature Siginature Siginature Name Name Name Date Date Date Laxmi Associate Steag TSPLDocument5 pagesTested by Witnessed by Approved BY Witnessed by Approved BY Signature Siginature Siginature Name Name Name Date Date Date Laxmi Associate Steag TSPLAmaresh NayakNo ratings yet
- Field of Application: Welding ProcessDocument2 pagesField of Application: Welding ProcessJoshuaNo ratings yet
- D77002-En CoilDocument1 pageD77002-En CoilDiego MontanezNo ratings yet
- SPR, RCS-9627CN, NoDocument5 pagesSPR, RCS-9627CN, NoAmaresh NayakNo ratings yet
- Flyback-Transformer Dsign Rev0 3EDocument2 pagesFlyback-Transformer Dsign Rev0 3EINNOTRONIX LABSNo ratings yet
- Tested by Witnessed by Approved BY Witnessed by Approved BY Signature Siginature Siginature Name Name Name Date Date Date Laxmi Associate Steag TSPLDocument5 pagesTested by Witnessed by Approved BY Witnessed by Approved BY Signature Siginature Siginature Name Name Name Date Date Date Laxmi Associate Steag TSPLAmaresh NayakNo ratings yet
- CA3094 CopiarDocument1 pageCA3094 CopiarWashington ConceicaoNo ratings yet
- Amps 2 FinalDocument57 pagesAmps 2 FinalMonaNo ratings yet
- 6SL3210-1PE31-1UL0 Datasheet enDocument2 pages6SL3210-1PE31-1UL0 Datasheet enPapaleguas gamesNo ratings yet
- Hasil Uji Line 2 Muka Kuning-Panaran (010223)Document66 pagesHasil Uji Line 2 Muka Kuning-Panaran (010223)bebekcuiNo ratings yet
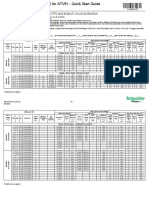
- ATV61 Quick Start Annex S1B86981 03Document8 pagesATV61 Quick Start Annex S1B86981 03GALIH ZULFIKAR LASMANANo ratings yet
- Product Details: Brush DC Motor 14204S005Document1 pageProduct Details: Brush DC Motor 14204S005Vicente A. ApolonioNo ratings yet
- Huawei DTMA08 800 MHADocument3 pagesHuawei DTMA08 800 MHAJoshua BerryNo ratings yet
- Mes9 - XXXPX: Electrical SpecificationsDocument3 pagesMes9 - XXXPX: Electrical SpecificationsRezaadityamuhaNo ratings yet
- AN7161NFP: BTL High Audio Power AmplifierDocument4 pagesAN7161NFP: BTL High Audio Power AmplifierÁngel TapiaNo ratings yet
- Alto PS 2, PS 2aDocument24 pagesAlto PS 2, PS 2aFanel BubulerNo ratings yet
- Graesser ExtractorDocument1 pageGraesser Extractorsushant_jhawerNo ratings yet
- 7ut85 Relay Test ReportDocument5 pages7ut85 Relay Test Reportabdelslam.zareaNo ratings yet
- 2.1 Condensing Unit DSA1321R3-OA Tech SpecsDocument1 page2.1 Condensing Unit DSA1321R3-OA Tech SpecsMicrotech HVACNo ratings yet
- GM9231 2Document3 pagesGM9231 2Joan Sebastián Gómez SánchezNo ratings yet
- Condensate Pump Motor 4A: Trip Unit Calibration TestDocument1 pageCondensate Pump Motor 4A: Trip Unit Calibration TestR Jay FranNo ratings yet
- 2012-11-01:【技術專題】Digital Voltage Control of Boost CRM PFC Converters PDFDocument23 pages2012-11-01:【技術專題】Digital Voltage Control of Boost CRM PFC Converters PDFhord72No ratings yet
- Schedule of LoadDocument1 pageSchedule of LoadKaori Miyazono (Kobe)No ratings yet
- Sub MC02 MC02CB02 Circuit Breaker ReportDocument1 pageSub MC02 MC02CB02 Circuit Breaker ReportAjai .T KochupurackalNo ratings yet
- Solid Shaft encoder-GHS115 SeriesDocument2 pagesSolid Shaft encoder-GHS115 SerieselektromasterscomtrNo ratings yet
- G120G220Document8 pagesG120G220nattapongthiangdeeNo ratings yet
- AC - DC Power Supply Reference Design. Advanced SMPS Applications Using The Dspic DSC SMPS FamilyDocument37 pagesAC - DC Power Supply Reference Design. Advanced SMPS Applications Using The Dspic DSC SMPS Familymiengrong anhNo ratings yet
- Product Details: Brush DC Motor 9234S006-R1Document1 pageProduct Details: Brush DC Motor 9234S006-R1Vicente A. ApolonioNo ratings yet
- GD300 Manual EnglishDocument298 pagesGD300 Manual Englishnhu@nhuNo ratings yet
- STD 17 N 05Document10 pagesSTD 17 N 05Muhammad HLVNo ratings yet
- Kenwood Kac-529s (2sc5099lb 2sa1907lb Irfiz44n Upc494c)Document8 pagesKenwood Kac-529s (2sc5099lb 2sa1907lb Irfiz44n Upc494c)Luis Tellez CedeñoNo ratings yet
- RGTH60TS65DDocument12 pagesRGTH60TS65DAmin SantanaNo ratings yet
- 6SL3210-1PE32-5UL0 Datasheet enDocument2 pages6SL3210-1PE32-5UL0 Datasheet enmattila91No ratings yet
- 6SL3210-1PE31-5UL0 Datasheet enDocument2 pages6SL3210-1PE31-5UL0 Datasheet enRafael RodriguesNo ratings yet
- FA AVR 150V 15KVA SVR1PH DatasheetDocument2 pagesFA AVR 150V 15KVA SVR1PH DatasheetShahad DigitallinkNo ratings yet
- Specification Sheet MSS CFC Floor Ceiling - McQuay CPDocument1 pageSpecification Sheet MSS CFC Floor Ceiling - McQuay CPAlejandro CosgallaNo ratings yet
- Tested by Witnessed by Approved BY Witnessed by Approved BY Signature Siginature Siginature Name Name Name Date Date Date Laxmi Associate Steag TSPLDocument5 pagesTested by Witnessed by Approved BY Witnessed by Approved BY Signature Siginature Siginature Name Name Name Date Date Date Laxmi Associate Steag TSPLAmaresh NayakNo ratings yet
- ZXGD3003E6 5A (Peak) Gate Driver in SOT23-6: General DescriptionDocument8 pagesZXGD3003E6 5A (Peak) Gate Driver in SOT23-6: General DescriptionGawanimyd MydNo ratings yet
- FG1000BV 90daDocument4 pagesFG1000BV 90dapietisc pietiscNo ratings yet
- BUZ80 Buz80Fi: N - Channel Enhancement Mode Power Mos TransistorDocument10 pagesBUZ80 Buz80Fi: N - Channel Enhancement Mode Power Mos TransistorEdison JmrNo ratings yet
- 660III 2&1 ControlDocument19 pages660III 2&1 Controlaugusto100% (2)
- Session Plan: Metals and Engineering Shield Metal Arc Welding (Smaw) NC Ii Participating in Workplace CommunicationDocument5 pagesSession Plan: Metals and Engineering Shield Metal Arc Welding (Smaw) NC Ii Participating in Workplace CommunicationJesus Placedes100% (2)
- Workshop Layout For MasonryDocument2 pagesWorkshop Layout For MasonryJesus PlacedesNo ratings yet
- 07F Information SheetDocument1 page07F Information SheetJesus PlacedesNo ratings yet
- Guide To Welding CareerDocument26 pagesGuide To Welding CareerJesus PlacedesNo ratings yet
- 07B Competency-Based Learning MaterialsDocument1 page07B Competency-Based Learning MaterialsJesus PlacedesNo ratings yet
- 07F Information SheetDocument1 page07F Information SheetJesus PlacedesNo ratings yet
- 07F Information SheetDocument1 page07F Information SheetJesus PlacedesNo ratings yet
- Seafarers' Unions Back ITF Policies: Fujisawa Visits MAAP On 1st Trip As JSU HeadDocument4 pagesSeafarers' Unions Back ITF Policies: Fujisawa Visits MAAP On 1st Trip As JSU HeadJesus PlacedesNo ratings yet
- Southeast Asian Institute of Computer TechnologyDocument1 pageSoutheast Asian Institute of Computer TechnologyJesus PlacedesNo ratings yet
- Use Basic Mathematical Concept Level-01Document124 pagesUse Basic Mathematical Concept Level-01Jesus PlacedesNo ratings yet
- Training Evaluation ReportDocument4 pagesTraining Evaluation ReportJesus Placedes100% (1)
- plan Training SessionDocument3 pagesplan Training SessionJesus PlacedesNo ratings yet
- WeldersVisual Inspection HandbookDocument77 pagesWeldersVisual Inspection HandbookJesus Placedes100% (1)
- WP CommunicationDocument51 pagesWP CommunicationJesus PlacedesNo ratings yet