Download as pdf or txt
You might also like
- CENG196-201810147 ProblemSet4Document10 pagesCENG196-201810147 ProblemSet4Apple Aterrado100% (1)
- BS en 10293-2015Document24 pagesBS en 10293-2015Azima Zalfa AuliyakNo ratings yet
- Astm D635-2006Document7 pagesAstm D635-2006Boris AguilarNo ratings yet
- Diafiltration A Fast Efficient Method For Desalting or Buffer Exchange of Biological Samples PDFDocument6 pagesDiafiltration A Fast Efficient Method For Desalting or Buffer Exchange of Biological Samples PDFDario Jose Rincon Garcia100% (1)
- 105 Converting Coarse Bubble Aeration To Fine BubbleDocument3 pages105 Converting Coarse Bubble Aeration To Fine BubbleLTE002No ratings yet
- Nalco TechnologyDocument18 pagesNalco TechnologyFelipe SuarezNo ratings yet
- Membrane MBR - Depliant 1Document8 pagesMembrane MBR - Depliant 1gsaviNo ratings yet
- Vdocuments - MX Tallow Rotary Drum Vacuum FilterDocument34 pagesVdocuments - MX Tallow Rotary Drum Vacuum Filterksharma294100% (1)
- Tower Line Size Criteria PDFDocument1 pageTower Line Size Criteria PDFBurhanNo ratings yet
- Saturator Design and CalsDocument11 pagesSaturator Design and Calschuanpham08No ratings yet
- Tropicalisaition of PumpsDocument3 pagesTropicalisaition of PumpssurawutwijarnNo ratings yet
- Filter Cake Washing With Filter Plate Photo and DrawingDocument1 pageFilter Cake Washing With Filter Plate Photo and DrawingHervéNo ratings yet
- Optimize SedimentationDocument10 pagesOptimize SedimentationClaudio Della RoccaNo ratings yet
- Commercial Scale Membrane Distillation For Solar Desalination PDFDocument6 pagesCommercial Scale Membrane Distillation For Solar Desalination PDFMohamed HammamNo ratings yet
- Advanced Chlor Alkali Electrolyzer With Cover Page v2Document101 pagesAdvanced Chlor Alkali Electrolyzer With Cover Page v2pmarteeneNo ratings yet
- Membrane ManualDocument181 pagesMembrane ManualPranjal KulkarniNo ratings yet
- The Ins and Outs Indirect OrvinuDocument8 pagesThe Ins and Outs Indirect OrvinusatishNo ratings yet
- 21850, Issue 17 Flotation DAF, IAF, SAFDocument3 pages21850, Issue 17 Flotation DAF, IAF, SAFSyariful Maliki NejstaršíNo ratings yet
- CECO Filters - Ammonium Nitrate Applications ManualDocument35 pagesCECO Filters - Ammonium Nitrate Applications ManualabsahkahNo ratings yet
- Good One Chaube ZLD Techno Economic AnalysisDocument5 pagesGood One Chaube ZLD Techno Economic AnalysisAmitNo ratings yet
- Ammonium Carbamte P, T - BASFDocument4 pagesAmmonium Carbamte P, T - BASFVinh Do ThanhNo ratings yet
- Influence of Activated Sludge Flocculation Time On Secondary ClarificationDocument8 pagesInfluence of Activated Sludge Flocculation Time On Secondary ClarificationRC Dela RocaNo ratings yet
- 2filtration Larox Filter PresentationDocument11 pages2filtration Larox Filter PresentationTawanda NyambiyaNo ratings yet
- Black Liquor Properties EquationsDocument6 pagesBlack Liquor Properties EquationsavgpaulNo ratings yet
- 03 Lewabrane Manual System Design 03Document13 pages03 Lewabrane Manual System Design 03zamijakaNo ratings yet
- Sulphur Remelters PDFDocument4 pagesSulphur Remelters PDFNenadNo ratings yet
- Recovery of Valuable Products From Reject BrineDocument13 pagesRecovery of Valuable Products From Reject Brineoswald eppersNo ratings yet
- Marlo MRO 8H Industrial Reverse Osmosis Systems BrochureDocument4 pagesMarlo MRO 8H Industrial Reverse Osmosis Systems Brochuremezo catNo ratings yet
- Air Stripper Brochure WEBDocument8 pagesAir Stripper Brochure WEBMark McClureNo ratings yet
- Growth Kinetics of Oleaginous Yeast, Rhodosporidium Toruloides, in High Salinity ConditionDocument79 pagesGrowth Kinetics of Oleaginous Yeast, Rhodosporidium Toruloides, in High Salinity ConditionShimme7No ratings yet
- CIP1Document7 pagesCIP1Rajendra Prasad100% (1)
- Hapman - Bulk Bag UnloaderDocument2 pagesHapman - Bulk Bag UnloaderangelsiddhartaNo ratings yet
- Wet Air OxidationDocument42 pagesWet Air OxidationSiddharth ChoksiNo ratings yet
- Mag. AgitatorDocument12 pagesMag. AgitatorGanesh.Mahendra100% (1)
- What Sets The SaltMaker Apart 1Document10 pagesWhat Sets The SaltMaker Apart 1Furi Sri RahimahNo ratings yet
- BOC GasesDocument260 pagesBOC Gasesabryant633777No ratings yet
- Design and Operation of Conventional BioreactorDocument25 pagesDesign and Operation of Conventional BioreactorMahesh RamNo ratings yet
- A Practical Guide To Investigate Problems On Polishing Mixed Bed PDFDocument5 pagesA Practical Guide To Investigate Problems On Polishing Mixed Bed PDFengp1922100% (7)
- Installing Liquid-Ring Vacuum PumpsDocument5 pagesInstalling Liquid-Ring Vacuum PumpsSteve WanNo ratings yet
- ASTM Standards For Membrane FiltersDocument2 pagesASTM Standards For Membrane FiltersSaurabh ChoudhariNo ratings yet
- WorkDocument43 pagesWorkAkash GundaleNo ratings yet
- PR 900 PDFDocument26 pagesPR 900 PDFsanjay ukalkarNo ratings yet
- Understanding and Eliminating Pressure Fluctuations in 2010 Process SafetyDocument6 pagesUnderstanding and Eliminating Pressure Fluctuations in 2010 Process SafetyandriNo ratings yet
- Room Temperature Synthesis of Copper Oxide Nanoparticles Morphological Evaluation and Their Catalytic Applications For Degradation of Dyes and C-N Bond Formation Reaction PDFDocument11 pagesRoom Temperature Synthesis of Copper Oxide Nanoparticles Morphological Evaluation and Their Catalytic Applications For Degradation of Dyes and C-N Bond Formation Reaction PDFAshpavi ArunNo ratings yet
- Steam Jet Ejector: Can A Fit Your Vacuum Process?Document5 pagesSteam Jet Ejector: Can A Fit Your Vacuum Process?Tiến Mạnh NguyễnNo ratings yet
- Jose Sentmanat Filter NewsDocument8 pagesJose Sentmanat Filter NewsLeandro ChSanzNo ratings yet
- Hydrochloric Acid ConcentrationDocument2 pagesHydrochloric Acid ConcentrationonixexenNo ratings yet
- Vocus "VOC Control"Document2 pagesVocus "VOC Control"Pure air solutionsNo ratings yet
- (Doi 10.1016 - b978-0-12-374407-4.00496-9) Gernigon, G. - Encyclopedia of Dairy Sciences - Whey Processing - DemineralizationDocument6 pages(Doi 10.1016 - b978-0-12-374407-4.00496-9) Gernigon, G. - Encyclopedia of Dairy Sciences - Whey Processing - DemineralizationIsfari DNo ratings yet
- Vacuum ContaminationDocument4 pagesVacuum Contaminationelkin manrique100% (1)
- Kimre - Innovative Clean Air TechnologiesDocument16 pagesKimre - Innovative Clean Air TechnologiesKimre Inc100% (1)
- Analysis of Pleated Air Filters Using CFDDocument100 pagesAnalysis of Pleated Air Filters Using CFDJorge Cuadros BlasNo ratings yet
- Filter Drum RotaryDocument5 pagesFilter Drum RotaryMannuela Anugrahing MarwindiNo ratings yet
- Mechansims of FiltrationDocument21 pagesMechansims of FiltrationNaubeqNo ratings yet
- PB Filter Press Sidebar Me1500 Me2500 en Web DataDocument4 pagesPB Filter Press Sidebar Me1500 Me2500 en Web DataTiago J C MachadoNo ratings yet
- Cooling Tower Operation - 030129Document8 pagesCooling Tower Operation - 030129Sekar CmNo ratings yet
- Evaluating The Performance of Water Treatment PlanDocument9 pagesEvaluating The Performance of Water Treatment Planghina aldilaNo ratings yet
- Filtration OptionsDocument5 pagesFiltration OptionssyeddanishrasoolNo ratings yet
- Scrubbing Tower DesignDocument10 pagesScrubbing Tower DesignPrathmesh GujaratiNo ratings yet
- MAHLE IF PremiumSelectElements ENDocument6 pagesMAHLE IF PremiumSelectElements ENJamin SmtpngNo ratings yet
- PROJECT 5. Problems at The Cumene Production Facility, Unit 800Document14 pagesPROJECT 5. Problems at The Cumene Production Facility, Unit 800migelNo ratings yet
- Cover Sheet Technical ReportDocument2 pagesCover Sheet Technical ReportmigelNo ratings yet
- ATEX Non ElectricalDocument10 pagesATEX Non ElectricalmigelNo ratings yet
- ATEXDocument1 pageATEXmigelNo ratings yet
- Technical Report GuidanceDocument8 pagesTechnical Report GuidancemigelNo ratings yet
- GRanulatorDocument14 pagesGRanulatormigelNo ratings yet
- Chartered Member Application GuidanceDocument20 pagesChartered Member Application GuidancemigelNo ratings yet
- VDU Technical Description: Chemex Modular, LLCDocument4 pagesVDU Technical Description: Chemex Modular, LLCmigelNo ratings yet
- CTS+ Configuracion NW 7.3Document43 pagesCTS+ Configuracion NW 7.3Zou DisneyNo ratings yet
- 5 Dairy Processing - Clarification and Cream SeparationDocument6 pages5 Dairy Processing - Clarification and Cream SeparationSPMUSER9ANo ratings yet
- Copyright ProtectionDocument6 pagesCopyright ProtectionKamalbir KaurNo ratings yet
- Wireless Room Freshener Spraying Robot With Video VisionDocument5 pagesWireless Room Freshener Spraying Robot With Video Visionsai thesisNo ratings yet
- Hydraulic Breaker Sandvik Br4511 City Sandvik Br4511 City-Jet Sandvik Br4511 City ProDocument28 pagesHydraulic Breaker Sandvik Br4511 City Sandvik Br4511 City-Jet Sandvik Br4511 City ProamontanocoNo ratings yet
- Calculating Weld Volume and Weight: Welding CostsDocument4 pagesCalculating Weld Volume and Weight: Welding CostsMehmet SoysalNo ratings yet
- DBMS Chapter 7Document5 pagesDBMS Chapter 7Nabin ShresthaNo ratings yet
- Inspection Test Procedure ModelDocument8 pagesInspection Test Procedure ModelMahesh SuthaNo ratings yet
- Novatel Wireless External at CommandsDocument25 pagesNovatel Wireless External at CommandsPaulo A. Guevara PolaníaNo ratings yet
- LEDocument13 pagesLErahul rNo ratings yet
- Artificial Intelligence Question Bank-RICHDocument10 pagesArtificial Intelligence Question Bank-RICHsriNo ratings yet
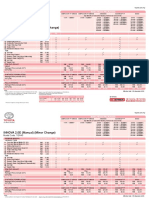
- INNOVA 2.0E/2.0G (Auto) (Minor Change) : Model Code: TGN40Document4 pagesINNOVA 2.0E/2.0G (Auto) (Minor Change) : Model Code: TGN40Ismail IbrahimNo ratings yet
- Mte 3152 Electric Drives Mid TermDocument2 pagesMte 3152 Electric Drives Mid TermAjitash TrivediNo ratings yet
- How To Use GX Developer MelsecDocument43 pagesHow To Use GX Developer MelsecAlexia VargasNo ratings yet
- RK3399 EVB User Guide: Release Version: V1.0 Release Date: Aug 22, 2016Document35 pagesRK3399 EVB User Guide: Release Version: V1.0 Release Date: Aug 22, 2016NarendranVenkatramaniNo ratings yet
- Artificial Neural Networks Methodological Advances and Bio Medical Applications by Kenji SuzukiDocument374 pagesArtificial Neural Networks Methodological Advances and Bio Medical Applications by Kenji Suzukizubairaw24No ratings yet
- Texas RRC Oil and Gas RulesDocument225 pagesTexas RRC Oil and Gas RulesjaceNo ratings yet
- Alpha BasicDocument190 pagesAlpha Basicmiguel_pinheiro_10No ratings yet
- Ultra Power Acb User ManualDocument138 pagesUltra Power Acb User ManualRaj KumarNo ratings yet
- Construction Material Lecture NoteDocument12 pagesConstruction Material Lecture NoteMohamedNo ratings yet
- IZenBridge PMI ACP Program PDFDocument4 pagesIZenBridge PMI ACP Program PDFadetolahNo ratings yet
- Design - of - Soil - Nailed - Walls - According - To - AS4678 - CAB - 061117 - SMEC - ChrisBridges 1Document1 pageDesign - of - Soil - Nailed - Walls - According - To - AS4678 - CAB - 061117 - SMEC - ChrisBridges 1konsaljohn20No ratings yet
- Data Base Management System LabDocument21 pagesData Base Management System LabUsmanyusufNo ratings yet
- Eis-Cms-Pk - 023-Replacement of Girth Gear Assembly For 03-Vr-2701abDocument5 pagesEis-Cms-Pk - 023-Replacement of Girth Gear Assembly For 03-Vr-2701abhastmishNo ratings yet
- Corrosion Magazine Issue117 LowresDocument36 pagesCorrosion Magazine Issue117 Lowressaminasritn100% (2)
- CHAPTER 8: Checkboxes and Radio Buttons: ObjectivesDocument7 pagesCHAPTER 8: Checkboxes and Radio Buttons: Objectivesjerico gaspanNo ratings yet
- Activity 1Document2 pagesActivity 1DENZ RAYMOND LACUESTANo ratings yet