Download as pdf or txt
You might also like
- ME 2207 - Manufacturing Technology 1 - Lab ManualDocument57 pagesME 2207 - Manufacturing Technology 1 - Lab ManualMohan Prasad.M71% (17)
- Machine Lab - ReportDocument11 pagesMachine Lab - Reportsaiq kamranNo ratings yet
- Pious I T Report 2Document24 pagesPious I T Report 2muhyideen6abdulganiyNo ratings yet
- Mac Pricelist 0810Document72 pagesMac Pricelist 0810rich475100% (1)
- DIY IKEA Sewing Table Tutorial - From Marta With Love PDFDocument22 pagesDIY IKEA Sewing Table Tutorial - From Marta With Love PDFtritidief100% (1)
- Manufacturing Technology Lab IDocument43 pagesManufacturing Technology Lab IMECHANICAL SMCETNo ratings yet
- Engineering Mechanics Unit-5Document31 pagesEngineering Mechanics Unit-5ZeeshanNo ratings yet
- Updated Lathe ManualDocument12 pagesUpdated Lathe ManualDivyansh GargNo ratings yet
- M AchingDocument10 pagesM AchingSnehasishNo ratings yet
- LatheDocument6 pagesLatheRavichandran GNo ratings yet
- Diploma Workshop Practice IIDocument30 pagesDiploma Workshop Practice IISagir Musa SaniNo ratings yet
- ME3382-MT Lab Manual Part-1Document112 pagesME3382-MT Lab Manual Part-1KIRTHIVASAN K V D 905250% (2)
- Lab Report No.7: ObjectiveDocument10 pagesLab Report No.7: ObjectiveKashif SultanNo ratings yet
- Unit 2 MEASUREMENT (BME) Basic Mechanical ENGINEERINGDocument8 pagesUnit 2 MEASUREMENT (BME) Basic Mechanical ENGINEERINGAlok Patel100% (2)
- 5.workshop Practice - Machine Shop - ES-ME192 - or - 292Document10 pages5.workshop Practice - Machine Shop - ES-ME192 - or - 292Priyanshu BanerjeeNo ratings yet
- Machine ShopDocument6 pagesMachine ShopAmarjeet Singh (Assistant Professor- Mechanical Engineer)No ratings yet
- Me2207 Manufacturing Technology I Lab ManualDocument71 pagesMe2207 Manufacturing Technology I Lab ManualKarthick N91% (11)
- Machine Shop AlexDocument61 pagesMachine Shop AlexGojam SeyoumNo ratings yet
- Lathe MachineDocument8 pagesLathe MachineAtrayee Das ME, 2026No ratings yet
- Study On Basic Lathe Machining: AIM: To Study The Construction Details and Working Principle of Basic MachiningDocument12 pagesStudy On Basic Lathe Machining: AIM: To Study The Construction Details and Working Principle of Basic Machininggirma workuNo ratings yet
- Presentation On Lathe and Shaper MachineDocument13 pagesPresentation On Lathe and Shaper Machinemukul anand jhaNo ratings yet
- Module 2 - MC TOOLS, CNC & 3D PRINTINGDocument27 pagesModule 2 - MC TOOLS, CNC & 3D PRINTINGSHARATH RNo ratings yet
- Machine Tools Lab ManualDocument32 pagesMachine Tools Lab ManualPhani Gurijala100% (2)
- Unit 5: Lathe and Drilling MachinesDocument16 pagesUnit 5: Lathe and Drilling MachinesSHANKAREGOWDA K CNo ratings yet
- Machine Shop: Principal Parts of A LatheDocument7 pagesMachine Shop: Principal Parts of A LatheArchika YaduNo ratings yet
- Machine Tools LAB Manual PDFDocument77 pagesMachine Tools LAB Manual PDF5F2 SHAIK PALUR SAMEENANo ratings yet
- LATHE - WriteupDocument21 pagesLATHE - WriteupMERISH GURU100% (1)
- Machine Tools NotesDocument16 pagesMachine Tools NotesKarNo ratings yet
- Techno International Newtown New Town, Rajarhat Workshop/Manufacturing Practices Introduction of Lathe Machine ES-ME191/292Document3 pagesTechno International Newtown New Town, Rajarhat Workshop/Manufacturing Practices Introduction of Lathe Machine ES-ME191/292Sujay Das SonuNo ratings yet
- Lathe MachineDocument16 pagesLathe MachineM Arslan AshrafNo ratings yet
- Maintenance ProjectDocument11 pagesMaintenance ProjectBig BossNo ratings yet
- MC-MT R16 - Unit-2Document56 pagesMC-MT R16 - Unit-2Anonymous GEHeEQlajbNo ratings yet
- Lathe, Milling Machine, Computer Numerical Control (CNC) and RobotsDocument25 pagesLathe, Milling Machine, Computer Numerical Control (CNC) and RobotsLAKSH RAMASWAMYNo ratings yet
- Lathe and Drilling MachineDocument99 pagesLathe and Drilling Machinesagar0% (1)
- Elijah Swatt - Metal Lathes 2Document6 pagesElijah Swatt - Metal Lathes 2api-626529107No ratings yet
- Lathe DrillingDocument16 pagesLathe DrillingManjunatha EikilaNo ratings yet
- Basic Machine Shop PresentationDocument44 pagesBasic Machine Shop PresentationShinobu HeartunderbladeNo ratings yet
- Machine Tools Lab Manual (13-14)Document39 pagesMachine Tools Lab Manual (13-14)Krishna Murthy100% (1)
- ME6311 Manufacturing Technology Lab IDocument44 pagesME6311 Manufacturing Technology Lab Irahul dNo ratings yet
- Lathe MachineDocument6 pagesLathe MachineJuno Eron TalamayanNo ratings yet
- Lathe Machine Lab Report 1Document14 pagesLathe Machine Lab Report 1regassa rajiNo ratings yet
- UNIT 1introductiontomachineandmachinetool PDFDocument18 pagesUNIT 1introductiontomachineandmachinetool PDFHaruna AbassNo ratings yet
- BME Unit IV Machine ToolsDocument41 pagesBME Unit IV Machine ToolsArvind BhosaleNo ratings yet
- DJM1012 Mechatronic Workshop Practice-Machining ReportDocument16 pagesDJM1012 Mechatronic Workshop Practice-Machining ReportRachel Ramirez100% (7)
- Unit-4 Machine ToolsDocument77 pagesUnit-4 Machine ToolsSOURABH GANGWARNo ratings yet
- Unit 2 Production and Some Inst PartDocument8 pagesUnit 2 Production and Some Inst Partwibog19570No ratings yet
- For More Presentation Go To: Metal Cutting LatheDocument74 pagesFor More Presentation Go To: Metal Cutting Lathebabu319No ratings yet
- Unit 5 Lathe DrillingDocument16 pagesUnit 5 Lathe Drilling1994prdpNo ratings yet
- Module 6 Part 2 Bme-1Document17 pagesModule 6 Part 2 Bme-1joeste965No ratings yet
- Workshop AssignmentDocument23 pagesWorkshop AssignmentMr. NasrullahNo ratings yet
- UNIT 1introductiontomachineandmachinetoolDocument18 pagesUNIT 1introductiontomachineandmachinetoolBHAVESHNo ratings yet
- Machine Tool Introduction - Types of MachineDocument19 pagesMachine Tool Introduction - Types of MachineAbdul AhadNo ratings yet
- Up Workshop Manual 2020Document62 pagesUp Workshop Manual 2020Yash MittalNo ratings yet
- Manufacturing Engineering-1 - DPME-304Document27 pagesManufacturing Engineering-1 - DPME-304Vikas YadavNo ratings yet
- Introduction Machine ToolsDocument18 pagesIntroduction Machine ToolsMahesh JNo ratings yet
- Name: Hamza Mahmoud Salah ID: 20162750 Supervisor: DR - Nazieh Hasan /eng. Ahmad AL-dalo Class: Workshop 2Document13 pagesName: Hamza Mahmoud Salah ID: 20162750 Supervisor: DR - Nazieh Hasan /eng. Ahmad AL-dalo Class: Workshop 2Hamza MahmoudNo ratings yet
- Wood Turning - The Lathe and Its Accessories, Tools, Turning Between Centres Face-Plate Work, Boring, PolishingFrom EverandWood Turning - The Lathe and Its Accessories, Tools, Turning Between Centres Face-Plate Work, Boring, PolishingNo ratings yet
- How to Run a Lathe - Volume I (Edition 43) The Care and Operation of a Screw-Cutting LatheFrom EverandHow to Run a Lathe - Volume I (Edition 43) The Care and Operation of a Screw-Cutting LatheRating: 4.5 out of 5 stars4.5/5 (2)
- Turning and Boring A specialized treatise for machinists, students in the industrial and engineering schools, and apprentices, on turning and boring methods, etc.From EverandTurning and Boring A specialized treatise for machinists, students in the industrial and engineering schools, and apprentices, on turning and boring methods, etc.No ratings yet
- Traditional Toolmaking: The Classic Treatise on Lapping, Threading, Precision Measurements, and General ToolmakingFrom EverandTraditional Toolmaking: The Classic Treatise on Lapping, Threading, Precision Measurements, and General ToolmakingRating: 5 out of 5 stars5/5 (2)
- Simple Wooden Classic CarsDocument17 pagesSimple Wooden Classic Carsp2342100% (1)
- Alumina - e Catalogue PDFDocument52 pagesAlumina - e Catalogue PDFniket0No ratings yet
- LC4082Document3 pagesLC4082Rene NyilNo ratings yet
- Lulu Dog Sweater - M22090 WETQ v1659627547484Document11 pagesLulu Dog Sweater - M22090 WETQ v1659627547484Csilla KellyNo ratings yet
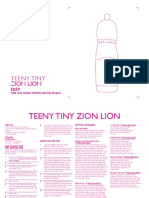
- Teeny Tiny Zion Lion Free Pattern ENG 02 20Document3 pagesTeeny Tiny Zion Lion Free Pattern ENG 02 20NerminaNo ratings yet
- Knitand SpinDocument1 pageKnitand SpinInterweaveNo ratings yet
- Free Crochet PatternsDocument12 pagesFree Crochet PatternsWilma Jayakumar100% (2)
- Ather Porosity Standard: Type Root Cause FeaturesDocument8 pagesAther Porosity Standard: Type Root Cause FeaturesmaheshNo ratings yet
- Crochetpatternturttle BenjaminDocument10 pagesCrochetpatternturttle BenjaminTere VValle100% (2)
- Paxette Super II PDFDocument25 pagesPaxette Super II PDFluismlozanoNo ratings yet
- Metal Cutting and Machine ToolsDocument131 pagesMetal Cutting and Machine Toolsthirumalaikumaran100% (1)
- Lasercut-CNC Redfennec Pricelist 2020Document17 pagesLasercut-CNC Redfennec Pricelist 2020Indra Kusumajati Raj SuwedaNo ratings yet
- Ilppa Pre-AssessmentDocument2 pagesIlppa Pre-Assessmentapi-600420346No ratings yet
- Chunky Cow PatternDocument6 pagesChunky Cow PatternGabriella Garcia100% (2)
- Mastering Your Bernina Sewing Machine Class 4Document53 pagesMastering Your Bernina Sewing Machine Class 4Eric Bond100% (1)
- The Bryor Bunny HoodDocument6 pagesThe Bryor Bunny HoodMCarmenPardoNo ratings yet
- ProjectDocument12 pagesProjectJoshi ParthNo ratings yet
- Rajshahi SilkDocument10 pagesRajshahi SilkRidwan KabirNo ratings yet
- Building Technology Written SbaDocument2 pagesBuilding Technology Written Sbaapi-291113595No ratings yet
- 2083 ESR DatasheetDocument1 page2083 ESR Datasheetfuransu777No ratings yet
- IWishYouMore ActivityKit3-2Document5 pagesIWishYouMore ActivityKit3-2Olga Septania SimatupangNo ratings yet
- QP's-MANUFACTURING ENGINEERING MCQ's - CP15 2ND SEMESTERDocument11 pagesQP's-MANUFACTURING ENGINEERING MCQ's - CP15 2ND SEMESTERAnurag SharmaNo ratings yet
- Lagoon - Knitted Jumper With Raglan For Men in DROPS Sky. Piece Is Knitted Top Down With English Rib. Size - S - XXXL - Free Pattern by DROPS DesignDocument6 pagesLagoon - Knitted Jumper With Raglan For Men in DROPS Sky. Piece Is Knitted Top Down With English Rib. Size - S - XXXL - Free Pattern by DROPS Designlolajo7348No ratings yet
- Fitting Workshop Report UthmDocument18 pagesFitting Workshop Report UthmkurttaufiqhakimiNo ratings yet
- Jis - G3192 (2008)Document52 pagesJis - G3192 (2008)don2hmr100% (1)
- Completed Book Kartini5Document87 pagesCompleted Book Kartini5Sentot Hary KoesworoNo ratings yet
- 476 Data SheetDocument1 page476 Data SheetinvidiuoNo ratings yet
- Is 3406 1 1986Document8 pagesIs 3406 1 1986Risheet AgheraNo ratings yet