Download as pdf or txt
You might also like
- Riifo Pricelist PVC 4m 2022Document2 pagesRiifo Pricelist PVC 4m 2022Laksmono Hendro PrimadiNo ratings yet
- Bruno Presezzi Casting LinesDocument23 pagesBruno Presezzi Casting LinesTKNo ratings yet
- Weld Like a Pro: Beginning to Advanced TechniquesFrom EverandWeld Like a Pro: Beginning to Advanced TechniquesRating: 4.5 out of 5 stars4.5/5 (6)
- Fms 200 ManualDocument152 pagesFms 200 ManualJoseCarlosMese100% (1)
- Owner'S Manual: 2.4L 25kW ModelsDocument68 pagesOwner'S Manual: 2.4L 25kW ModelsCarlos Angarita0% (1)
- Sebu7877-08 M PDFDocument60 pagesSebu7877-08 M PDFGerardo Esteban Lagos Rojas100% (2)
- Technical Guide - CompleteDocument40 pagesTechnical Guide - CompleteMohamed ZayedNo ratings yet
- Centrifugal Pump API 686 Key RecommendationsDocument1 pageCentrifugal Pump API 686 Key RecommendationsAniekanNo ratings yet
- Economical, Miniature Limit Switch Boasting Rigid ConstructionDocument5 pagesEconomical, Miniature Limit Switch Boasting Rigid ConstructionRajeev Saini100% (1)
- 6mm To 18mmDocument15 pages6mm To 18mmMd.zubairNo ratings yet
- Datasheet: Model 230 Brushless Slip RingDocument7 pagesDatasheet: Model 230 Brushless Slip Ringedwintrujillo.gecNo ratings yet
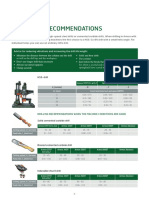
- Machining Recommendations: Advice For Reducing Vibrations and Increasing The Drill Life LengthDocument3 pagesMachining Recommendations: Advice For Reducing Vibrations and Increasing The Drill Life LengthbasaricaNo ratings yet
- Ring PrintDocument55 pagesRing PrintopikNo ratings yet
- Maintenance of Enhanced Drawgear - CMI9901Document7 pagesMaintenance of Enhanced Drawgear - CMI9901Dwijamani SinghaNo ratings yet
- Operating InstructionsDocument73 pagesOperating InstructionsxionaraguerreroNo ratings yet
- 5 Carbon Brush Technical Guide Mersen - 07Document40 pages5 Carbon Brush Technical Guide Mersen - 07Dhanraj Patil100% (1)
- Self Blocking Rail ClampsDocument18 pagesSelf Blocking Rail ClampsGogyNo ratings yet
- RMD Motor TypesDocument19 pagesRMD Motor TypesMuhammed AyyubNo ratings yet
- Axes Design Basics-Apr2018Document76 pagesAxes Design Basics-Apr2018Srinivas MurthyNo ratings yet
- Decoiler ForstnerDocument44 pagesDecoiler ForstnersuksesNo ratings yet
- CordStripper EngDocument18 pagesCordStripper Engcanito73No ratings yet
- Model Number Structure: High-Temperature Basic SwitchDocument4 pagesModel Number Structure: High-Temperature Basic Switchblackbeast8No ratings yet
- Coal Cutting MachineDocument7 pagesCoal Cutting MachineRavindra Kumar Sonwani100% (5)
- 1 Mud & LCMDocument7 pages1 Mud & LCMDonaldNo ratings yet
- Well HandyDocument6 pagesWell HandymtonellyNo ratings yet
- Arc Runner Manual 7 2012Document31 pagesArc Runner Manual 7 2012Ivanovich9210No ratings yet
- Strip Cladding SolutionDocument12 pagesStrip Cladding SolutionKoshy JohnNo ratings yet
- Ficha Tecnica Iman PML-6Document5 pagesFicha Tecnica Iman PML-6Ruben TapiaNo ratings yet
- Legal Requirements, - OEM Maintenance, - Tower Crane Specs - Acd - Wire RopesDocument36 pagesLegal Requirements, - OEM Maintenance, - Tower Crane Specs - Acd - Wire Ropesmaharshi mNo ratings yet
- Mpu 3 16Document2 pagesMpu 3 16NopNo ratings yet
- Nuflo Ez-InDocument8 pagesNuflo Ez-InAnonymous Wu6FDjbNo ratings yet
- Special Purpose Basic SwitchDocument5 pagesSpecial Purpose Basic Switchng_viet_cuong_groupNo ratings yet
- Acoplamientos para EjesDocument15 pagesAcoplamientos para EjesCapacitacion TodocatNo ratings yet
- Worm Gear Sets enDocument30 pagesWorm Gear Sets enDimas Dwi HNo ratings yet
- RBM300 Series MachineDocument14 pagesRBM300 Series MachineiljacksoniiiNo ratings yet
- Hobbing Machines LC 80-180Document8 pagesHobbing Machines LC 80-180Abdisalaam mohamudNo ratings yet
- DM WaterDocument61 pagesDM WaterAmitraja DasNo ratings yet
- Aeroflex Airflyte: Basic Slip Ring Design GuideDocument6 pagesAeroflex Airflyte: Basic Slip Ring Design GuideSaran CoolNo ratings yet
- 7-Slip and CutDocument2 pages7-Slip and CutHosam HamdyNo ratings yet
- For Stringing TrainingDocument84 pagesFor Stringing Trainingcoolbugger97% (68)
- TMML Operation & Maintenance Manual-Advance SamplingDocument11 pagesTMML Operation & Maintenance Manual-Advance SamplingSubhendu KhantuaNo ratings yet
- CM400 Hammar Mills Low Res PDFDocument8 pagesCM400 Hammar Mills Low Res PDFKrishna prasadNo ratings yet
- Kemet Tooling EquipmentDocument13 pagesKemet Tooling EquipmentdurgaganeshNo ratings yet
- TC V1 28 enDocument40 pagesTC V1 28 enJesus Hernandez AmezcuaNo ratings yet
- Quot. 070g Mos-23 Al Areen Projects Spacifications.Document22 pagesQuot. 070g Mos-23 Al Areen Projects Spacifications.Abuelgassim GarelnabiNo ratings yet
- Handbook On IRS Point Machine With Thick Web SwitchDocument30 pagesHandbook On IRS Point Machine With Thick Web SwitchN.r. Saravanan83% (6)
- ZX3 ManualDocument76 pagesZX3 ManualhypoeNo ratings yet
- Rope Winches and GearboxesDocument20 pagesRope Winches and GearboxesGogyNo ratings yet
- Whip Stock Procedure OMO 142Document15 pagesWhip Stock Procedure OMO 142Mino MinoNo ratings yet
- 5 Carbon Brush Technical Guide MersenDocument40 pages5 Carbon Brush Technical Guide Mersenpiojezior100% (1)
- Kitagawa ChuckDocument48 pagesKitagawa ChuckHainun FauziyahNo ratings yet
- SeamerweldersDocument4 pagesSeamerweldersstefan.e.bathoryNo ratings yet
- Coupling NotesDocument28 pagesCoupling NotesRose Mj80% (5)
- Berger Lahr - Linear Tables PDFDocument16 pagesBerger Lahr - Linear Tables PDFofanNo ratings yet
- LV and MV Construction StandardsDocument23 pagesLV and MV Construction StandardssemajamesNo ratings yet
- What Exactly Is Rolling?Document39 pagesWhat Exactly Is Rolling?Ashish12312No ratings yet
- Ba 42-06Document16 pagesBa 42-06Thameemul BuhariNo ratings yet
- Supraform S315-700 MC / EN10149-2 S315-700 MC: Hot Rolled High Strength Low Alloy Structural Steel CoilDocument2 pagesSupraform S315-700 MC / EN10149-2 S315-700 MC: Hot Rolled High Strength Low Alloy Structural Steel CoilHugo RodriguezNo ratings yet
- SY Series Multiple Cylinder Hydraulic Cone CrusherDocument39 pagesSY Series Multiple Cylinder Hydraulic Cone CrusherShanhu GroupNo ratings yet
- NL1002 eDocument128 pagesNL1002 eThiago FaúlaNo ratings yet
- Band Saw (Missing Shop Manual): The Tool Information You Need at Your FingertipsFrom EverandBand Saw (Missing Shop Manual): The Tool Information You Need at Your FingertipsRating: 5 out of 5 stars5/5 (1)
- How to Run a Lathe - Volume I (Edition 43) The Care and Operation of a Screw-Cutting LatheFrom EverandHow to Run a Lathe - Volume I (Edition 43) The Care and Operation of a Screw-Cutting LatheRating: 4.5 out of 5 stars4.5/5 (2)
- Calcined ClayDocument2 pagesCalcined ClayTariq AhmedNo ratings yet
- Cooler Damage ReportDocument4 pagesCooler Damage ReportTariq AhmedNo ratings yet
- Water Data EPADocument2 pagesWater Data EPATariq AhmedNo ratings yet
- MLCFL Mcs-Scs List Rev1Document6 pagesMLCFL Mcs-Scs List Rev1Tariq AhmedNo ratings yet
- HKR ProfileDocument28 pagesHKR ProfileTariq AhmedNo ratings yet
- 22 201408 Brush SwellingDocument4 pages22 201408 Brush SwellingTariq AhmedNo ratings yet
- Article PANTRAC Carbon BrushesDocument24 pagesArticle PANTRAC Carbon BrushesOrleansNo ratings yet
- Meiller Kipper Rear Tipper VOLVO - 0026 - 0115 - 083 - 6X4 - en - RusDocument23 pagesMeiller Kipper Rear Tipper VOLVO - 0026 - 0115 - 083 - 6X4 - en - RusGora FedotovNo ratings yet
- Aircon & Heating Electrical SystemDocument2 pagesAircon & Heating Electrical SystemFajrin niswatinNo ratings yet
- DLPM ManualDocument7 pagesDLPM ManualTONNo ratings yet
- DBS Rotary Distributors RDDocument8 pagesDBS Rotary Distributors RDKashif MasudNo ratings yet
- The Model T Ignition Coil - Part 1-1.22231824Document13 pagesThe Model T Ignition Coil - Part 1-1.22231824sangliezNo ratings yet
- SchemaDocument14 pagesSchemaMarcelo MalagoNo ratings yet
- Electrification Products Price ListDocument95 pagesElectrification Products Price Listfadell alrekabiNo ratings yet
- LN Uk Bpmain 02 OptimisedDocument12 pagesLN Uk Bpmain 02 OptimisedjbalageeNo ratings yet
- Injector Sleeve Installation On 2008-2017 Detroit Diesel DD15 & 16 Diesel EnginesDocument2 pagesInjector Sleeve Installation On 2008-2017 Detroit Diesel DD15 & 16 Diesel EnginesIonut-alexandru IordacheNo ratings yet
- Hitachi Hydraulic Components Assy Part NumbersDocument4 pagesHitachi Hydraulic Components Assy Part Numbersdenny saputraNo ratings yet
- Catalogo06 FS6305BDocument18 pagesCatalogo06 FS6305BJose AlanisNo ratings yet
- Booster BFP-10071-9-V9B-MPGB-00112-Gearbox Electrical Wiring Diagram (Booster BFP)Document3 pagesBooster BFP-10071-9-V9B-MPGB-00112-Gearbox Electrical Wiring Diagram (Booster BFP)mohamed abourayaNo ratings yet
- A1 General Information: To IndexDocument10 pagesA1 General Information: To Indexhidraulic100% (1)
- GT6B Auxiliary PDFDocument139 pagesGT6B Auxiliary PDFThanapaet Rittirut100% (1)
- 2-2 - (JinGong) Axles System 50 - EN - (p18) - Print 2 Pages On 1 Side!Document18 pages2-2 - (JinGong) Axles System 50 - EN - (p18) - Print 2 Pages On 1 Side!Mohamed OmerNo ratings yet
- Vehicle Cooling Load Calculation (Part I)Document6 pagesVehicle Cooling Load Calculation (Part I)Saurabh BhorNo ratings yet
- Overview Bearing ElementsDocument1 pageOverview Bearing ElementsPatrick BrilhanteNo ratings yet
- Air CellDocument92 pagesAir Cellkach_979226081No ratings yet
- HIREF - Product Overview Chillers 2021Document2 pagesHIREF - Product Overview Chillers 2021Jaime Andrés Moreno AguirreNo ratings yet
- Piping Class - AC71Document2 pagesPiping Class - AC71Дмитрий РыбаковNo ratings yet
- Tablero Controlador FIRETROL FTA1300Document2 pagesTablero Controlador FIRETROL FTA1300Accesorios y SistemasNo ratings yet
- Drilling Machine: Definition, Parts, Types, and Operations (With PDFDocument19 pagesDrilling Machine: Definition, Parts, Types, and Operations (With PDFMunem ShahriarNo ratings yet
- Goodrich De-Icers: Pneumatic De-Icing System ComponentsDocument3 pagesGoodrich De-Icers: Pneumatic De-Icing System ComponentsNizam muddin0% (1)
- NAVISTAR Recommend Head GasketsDocument5 pagesNAVISTAR Recommend Head GasketsLee JackNo ratings yet
- Maintenance and Repair Instructions TM 124/11: Spring-Applied Sliding Caliper Brake FSG110 With Hub CenteringDocument11 pagesMaintenance and Repair Instructions TM 124/11: Spring-Applied Sliding Caliper Brake FSG110 With Hub CenteringNik100% (1)
- Hari Modified ProjectDocument46 pagesHari Modified ProjectraamanNo ratings yet