Download as pdf or txt
You might also like
- Production of Acetone Via The Dehydrogenation of Isopropyl Alcohol (IPA)Document4 pagesProduction of Acetone Via The Dehydrogenation of Isopropyl Alcohol (IPA)javier torres100% (1)
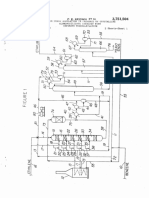
- United States Patent (19) : Swearingen Et AlDocument4 pagesUnited States Patent (19) : Swearingen Et AlLoren Lee SwearingenNo ratings yet
- United States Patent (19) : 75) Inventors: Vlastimil Kadlec, Litvinov VojtéchDocument3 pagesUnited States Patent (19) : 75) Inventors: Vlastimil Kadlec, Litvinov VojtéchGraciaVelitarioNo ratings yet
- Us4371456 PDFDocument3 pagesUs4371456 PDFGraciaVelitarioNo ratings yet
- FGFHGHJHJKDocument9 pagesFGFHGHJHJKMary Grace VelitarioNo ratings yet
- Decompositions of Di-t-Alkyl Peroxides. I. Kinetics: Frederick F. EDocument7 pagesDecompositions of Di-t-Alkyl Peroxides. I. Kinetics: Frederick F. Emartinml_1191No ratings yet
- Peracid Oxidation of Amines To NitroalkanesDocument3 pagesPeracid Oxidation of Amines To NitroalkanesSunny ChosaNo ratings yet
- Us 4400539Document11 pagesUs 4400539Farhan TaufiqurrahmanNo ratings yet
- United States Patent (19) : Kiyuma Et Al. Apr. 3, 1990Document7 pagesUnited States Patent (19) : Kiyuma Et Al. Apr. 3, 1990mario 311No ratings yet
- Lanthanum Tricyanide-Catalyzed Acyl Silane - Ketone Benzoin Additions and Kinetic Resolution of Resultant R-SilyloxyketonesDocument9 pagesLanthanum Tricyanide-Catalyzed Acyl Silane - Ketone Benzoin Additions and Kinetic Resolution of Resultant R-SilyloxyketonesDiogo DiasNo ratings yet
- US3860430Document8 pagesUS3860430Algirdas BaranauskasNo ratings yet
- Ethylene Epoxidation in A Catalytic Packed-Bed Membrane ReactorDocument14 pagesEthylene Epoxidation in A Catalytic Packed-Bed Membrane ReactorLim Xiu XianNo ratings yet
- Renewable Acrylonitrile ProductionDocument5 pagesRenewable Acrylonitrile ProductionThomas ChiNo ratings yet
- Nitric Acid Oxidation High-Density Polyethylene. Organic Chemical AspectsDocument7 pagesNitric Acid Oxidation High-Density Polyethylene. Organic Chemical AspectsmochdimaskuNo ratings yet
- Contoh Report WritingDocument22 pagesContoh Report WritingWan A HarisNo ratings yet
- Ind. Eng. Chem. Prod. Res. Dev. Vol. 18 - No. 2 - 1979 135Document8 pagesInd. Eng. Chem. Prod. Res. Dev. Vol. 18 - No. 2 - 1979 135Lindsey BondNo ratings yet
- Ethylene Oxide Kinetics and MechanismDocument10 pagesEthylene Oxide Kinetics and MechanismjohnNo ratings yet
- US3624147 PatentDocument3 pagesUS3624147 PatentSantiago BorgesNo ratings yet
- Calcination of Nickel-Alumina CatalystsDocument4 pagesCalcination of Nickel-Alumina CatalystsAnonymous 4PuFzAR100% (1)
- DSGHRTHDDocument12 pagesDSGHRTHDMary Grace VelitarioNo ratings yet
- United States Patent (19) : 54 Process For Producing AcrylicacidDocument10 pagesUnited States Patent (19) : 54 Process For Producing AcrylicacidKatia Gutierrez GalaNo ratings yet
- Alquilación Catalizada Por Líquido Iónico, Camparacion de Distintas Cadenas de Imidazol (2004)Document9 pagesAlquilación Catalizada Por Líquido Iónico, Camparacion de Distintas Cadenas de Imidazol (2004)mayepiferNo ratings yet
- And of Ethylene Oxidation. Reactions Ethylene Ethylene Oxide SilverDocument10 pagesAnd of Ethylene Oxidation. Reactions Ethylene Ethylene Oxide SilverSandra Ruiz RubioNo ratings yet
- Us 3979461Document6 pagesUs 3979461Wayan PartaNo ratings yet
- Aldehyde Acetone - KrisDocument7 pagesAldehyde Acetone - KrisKris NguyễnNo ratings yet
- Microscale Organic Laboratory PDFDocument162 pagesMicroscale Organic Laboratory PDFAndréRochaNo ratings yet
- Assingment 1Document3 pagesAssingment 1Aditya ChoumalNo ratings yet
- Acetaldehido A01 031Document4 pagesAcetaldehido A01 031DwiPurwatiNo ratings yet
- Intrinsic and Global Reaction Rate of Methanol Dehydration Over G Al2O3 Pellets 1992 Industrial and Engineering Chemistry Research1992Document7 pagesIntrinsic and Global Reaction Rate of Methanol Dehydration Over G Al2O3 Pellets 1992 Industrial and Engineering Chemistry Research1992pannita.kNo ratings yet
- United States Patent (19) : Catalyst For Making Acrylic Acid Inventors: David L. Childress, AngletonDocument5 pagesUnited States Patent (19) : Catalyst For Making Acrylic Acid Inventors: David L. Childress, AngletonKatia Gutierrez GalaNo ratings yet
- Partially Saponified Triglyceride EthoxylatesDocument8 pagesPartially Saponified Triglyceride Ethoxylatesראול אפונטהNo ratings yet
- Us4342699 PDFDocument18 pagesUs4342699 PDFKhabib FirmansyahNo ratings yet
- @ Gradeff US3869517 1975 Process For Preparing Hydroxy Citronellal Via 1,1-DiacetatesDocument10 pages@ Gradeff US3869517 1975 Process For Preparing Hydroxy Citronellal Via 1,1-DiacetatesLouisNo ratings yet
- Nelson Harry M 1952Document30 pagesNelson Harry M 1952PrabhatNo ratings yet
- Us 6489527Document6 pagesUs 6489527Gracelia IrmalindaNo ratings yet
- US3751504Document14 pagesUS3751504olaNo ratings yet
- Anisole SynthesisDocument6 pagesAnisole SynthesisManoj Tiwari0% (1)
- Synthesis, Characterization and Catalytic Properties of PtCeO2-Al2O3 and PtLa2O3-Al2O3 Sol-Gel Derived CatalystsDocument9 pagesSynthesis, Characterization and Catalytic Properties of PtCeO2-Al2O3 and PtLa2O3-Al2O3 Sol-Gel Derived CatalystsSangHao NgNo ratings yet
- US4495107ADocument2 pagesUS4495107AWojciech RedutkoNo ratings yet
- United States Patent (19) : 75 Inventors: Pekka Knuuttila, Porvoo AilaDocument4 pagesUnited States Patent (19) : 75 Inventors: Pekka Knuuttila, Porvoo AilaMOHAMMED SHAKEIBNo ratings yet
- US4472593 - Paten FixDocument4 pagesUS4472593 - Paten FixDaradjati HendroNo ratings yet
- Apunte MI54A CompletoDocument8 pagesApunte MI54A CompletoAlexandra VanessaNo ratings yet
- DETA生产工艺Document3 pagesDETA生产工艺GakkyNo ratings yet
- Experimental: Gas-Phase Synthesis of NitrilesDocument4 pagesExperimental: Gas-Phase Synthesis of NitrilesAnonymous 3uZzIm43No ratings yet
- Synthesis of Nanocrystalline 8 Mol% Yttria Stabilized Zirconia by The Oleate Complex RouteDocument5 pagesSynthesis of Nanocrystalline 8 Mol% Yttria Stabilized Zirconia by The Oleate Complex Routeamirlove206No ratings yet
- Activities and Selectivities Temperatures Relevant Chemical Interconversions Copper Metal-Oxide Catalysts at Heat-Pumps Based Isopropanol/ AcetoneDocument4 pagesActivities and Selectivities Temperatures Relevant Chemical Interconversions Copper Metal-Oxide Catalysts at Heat-Pumps Based Isopropanol/ AcetoneOlga ĆalasanNo ratings yet
- Heats of Formation and Hydration of Anhydrous Aluminum ChlorideDocument3 pagesHeats of Formation and Hydration of Anhydrous Aluminum Chloridevaradjoshi41No ratings yet
- Catalytic Ethanol Dehydration To Ethylene Over Nanocrystalline O CatalystsDocument11 pagesCatalytic Ethanol Dehydration To Ethylene Over Nanocrystalline O CatalystsSebastián Zúñiga RojasNo ratings yet
- Aluminium IsopropoxideDocument12 pagesAluminium IsopropoxidepradipNo ratings yet
- Alkylation of Naphthalene With Propylene Catalyzed by Aluminum Chloride Immobilized On Al-MCM-41Document4 pagesAlkylation of Naphthalene With Propylene Catalyzed by Aluminum Chloride Immobilized On Al-MCM-41Helmi ArivaNo ratings yet
- Polymerization of Ethylene at High Temperature Vanadium-Based Heterogeneous Ziegler-Natta Catalysts. Study The Deactivation ProcessDocument9 pagesPolymerization of Ethylene at High Temperature Vanadium-Based Heterogeneous Ziegler-Natta Catalysts. Study The Deactivation ProcessMaria BacaNo ratings yet
- Explosive Properties of Metal AmminesDocument2 pagesExplosive Properties of Metal AmminesJelena ZdravkovicNo ratings yet
- Kinetics of Acetone Hydrogenation For Synthesis of Isopropyl Alcohol Over Cu-Al Mixed Oxide CatalystsDocument9 pagesKinetics of Acetone Hydrogenation For Synthesis of Isopropyl Alcohol Over Cu-Al Mixed Oxide Catalysts李国俊No ratings yet
- United States Patent: (75) Inventor: Weifang Miao, Pittsburgh, PA (US)Document3 pagesUnited States Patent: (75) Inventor: Weifang Miao, Pittsburgh, PA (US)krisiNo ratings yet
- Transition Metal Compound Mediated Reduction Of In Water: Α-Amino Acids To 1,2-Amino Alcohols With NabhDocument4 pagesTransition Metal Compound Mediated Reduction Of In Water: Α-Amino Acids To 1,2-Amino Alcohols With NabhBandita DattaNo ratings yet
- United States PatentDocument10 pagesUnited States PatentRuchita PoilkarNo ratings yet
- US4232179Document10 pagesUS423217931415No ratings yet
- Sintesis Zyegler de AlcoholesDocument5 pagesSintesis Zyegler de AlcoholesJuan Carlos VillotaNo ratings yet
- Acs Iecr 5b03425Document11 pagesAcs Iecr 5b03425sathanaNo ratings yet
- Aroma ButterDocument163 pagesAroma ButterThiện TrầnNo ratings yet
- Lab Manual CHM510Document43 pagesLab Manual CHM510marzNo ratings yet
- Sensory and Chemical Properties of Gouda Cheese: J. Dairy Sci. 101:1967-1989Document23 pagesSensory and Chemical Properties of Gouda Cheese: J. Dairy Sci. 101:1967-1989Bassant BahaaNo ratings yet
- Chrysanthemum Cinerariifolium PDFDocument3 pagesChrysanthemum Cinerariifolium PDFUmmuNo ratings yet
- Experimental Study On VLE of Ternary Systems of Cn-Ionic Liquid Using HS ChromatographyDocument5 pagesExperimental Study On VLE of Ternary Systems of Cn-Ionic Liquid Using HS Chromatographymurdanetap957No ratings yet
- 1 Theory - of - HPLC - Introduction PDFDocument16 pages1 Theory - of - HPLC - Introduction PDFmgvtertvNo ratings yet
- 〈1469〉 Nitrosamine ImpuritiesDocument15 pages〈1469〉 Nitrosamine ImpuritiesMehran ImaniNo ratings yet
- Spec For Sales Gas Metering PDFDocument23 pagesSpec For Sales Gas Metering PDFAsad KhanNo ratings yet
- Supelco: Capillary GC Troubleshooting: A Practical ApproachDocument49 pagesSupelco: Capillary GC Troubleshooting: A Practical ApproachGiuseppe CaireNo ratings yet
- Moringa Peregrina: # Chemical Composition and Characteristics of Seeds and Seeds OilDocument2 pagesMoringa Peregrina: # Chemical Composition and Characteristics of Seeds and Seeds OilSandra LuizNo ratings yet
- MPharm - Pharmaceutics SyllabusDocument21 pagesMPharm - Pharmaceutics Syllabussreeramraghu0% (1)
- Chromatography Derivatives: 3,4-MethylenedioxyphenylDocument3 pagesChromatography Derivatives: 3,4-Methylenedioxyphenylnbson217No ratings yet
- IFP Materials PDFDocument38 pagesIFP Materials PDFProcess EngineerNo ratings yet
- 1129 1129 JP Xvii Official Monographs / Labetalol HydrochlorideDocument364 pages1129 1129 JP Xvii Official Monographs / Labetalol HydrochlorideMuhammad Ikhwannasyir100% (1)
- CH 135 Exam II A KeyDocument6 pagesCH 135 Exam II A Keynguyen ba trungNo ratings yet
- 09931017A Clarus SQ8 MS Hardware GuideDocument162 pages09931017A Clarus SQ8 MS Hardware GuidePaola Cardozo100% (2)
- Analysis of PAH's in FoodDocument29 pagesAnalysis of PAH's in FoodSylwester CzaplickiNo ratings yet
- Direct Vs On Column InjectionDocument24 pagesDirect Vs On Column InjectionDoe BlackNo ratings yet
- Physico-Chemical Characteristics of Date Seed OilDocument8 pagesPhysico-Chemical Characteristics of Date Seed Oilfarkad rawiNo ratings yet
- Changes On The Solid Fat Content of Palm Oil/Sunflower Oil Blends Via InteresterificationDocument7 pagesChanges On The Solid Fat Content of Palm Oil/Sunflower Oil Blends Via InteresterificationImad YahyaNo ratings yet
- Extraccion Secuencial-Tessier 1979Document8 pagesExtraccion Secuencial-Tessier 1979Alex Rhdz100% (1)
- LRC AppdxDocument180 pagesLRC AppdxGaurav SaxenaNo ratings yet
- Behavior of Flavor Release From Emulsified D-Limonene in Spray-Dried Powders With Various Wall MaterialsDocument7 pagesBehavior of Flavor Release From Emulsified D-Limonene in Spray-Dried Powders With Various Wall MaterialsHermawan Dwi AriyantoNo ratings yet
- Derivatization Reactions and Reagents For Gas Chromatography AnalysisDocument28 pagesDerivatization Reactions and Reagents For Gas Chromatography AnalysisangelaNo ratings yet
- Organic Qualitative AnalysisDocument54 pagesOrganic Qualitative AnalysisKojo EghanNo ratings yet
- Analysis by Gas ChromatographyDocument6 pagesAnalysis by Gas ChromatographyAhmed HalawaNo ratings yet
- Extraction of Essential Oils From Jasmine Flower Using Solvent Extraction MethodDocument38 pagesExtraction of Essential Oils From Jasmine Flower Using Solvent Extraction MethodNguyen Bich Anh100% (4)
- Synthesis and Characterization of High Purity N, N Dimethyltryptamine Hemifumarate For Human Clinical TrialsDocument11 pagesSynthesis and Characterization of High Purity N, N Dimethyltryptamine Hemifumarate For Human Clinical TrialsMaría Antonieta De las NievesNo ratings yet
- GC Training CourseDocument80 pagesGC Training CourseMuhammad RazaNo ratings yet