Download as pdf or txt
You might also like
- InTech-Welding and Joining of Magnesium Alloys PDFDocument23 pagesInTech-Welding and Joining of Magnesium Alloys PDFTrương Ngọc SơnNo ratings yet
- The Efffect of Post-Weld Heat Treatment On Properties of Low-Alloyed Crmonb Steel After Submerged WeldingDocument8 pagesThe Efffect of Post-Weld Heat Treatment On Properties of Low-Alloyed Crmonb Steel After Submerged WeldingMenad SalahNo ratings yet
- Investigation of The Microstructure and Mechanical Properties of Electron Beam Welded Aw2099 Aluminium Lithium AlloyDocument9 pagesInvestigation of The Microstructure and Mechanical Properties of Electron Beam Welded Aw2099 Aluminium Lithium AlloyspiritveluNo ratings yet
- 22008-Article Text-71889-1-10-20190503Document7 pages22008-Article Text-71889-1-10-20190503sourabh loharNo ratings yet
- Dissimilar Metal WeldingDocument37 pagesDissimilar Metal WeldingAlbar33% (3)
- Microstructure and Corrosion Behavior of Ni-Cr-Mo Nickel-Based Alloy WeldDocument9 pagesMicrostructure and Corrosion Behavior of Ni-Cr-Mo Nickel-Based Alloy WeldBathula SudhakarNo ratings yet
- Influences of Welding Processes On Microstructure, Hardness, and Tensile Properties of AZ31B Magnesium AlloyDocument11 pagesInfluences of Welding Processes On Microstructure, Hardness, and Tensile Properties of AZ31B Magnesium AlloysivashanmugamNo ratings yet
- Welding of Nickel-Based Alloy 617 Using Modified Dip Arc ProcessesDocument12 pagesWelding of Nickel-Based Alloy 617 Using Modified Dip Arc ProcessesAnonymous KzJcjGCJbNo ratings yet
- Welding of Nickel-Based Alloy 617 Using Modified Dip Arc ProcessesDocument12 pagesWelding of Nickel-Based Alloy 617 Using Modified Dip Arc ProcessesAnonymous KzJcjGCJbNo ratings yet
- Temper Bead Welding of S460N Steel in Wet Welding ConditionsDocument10 pagesTemper Bead Welding of S460N Steel in Wet Welding ConditionsNickesh ShahNo ratings yet
- Btech Project ReportDocument23 pagesBtech Project ReportS RNo ratings yet
- Effect of MG Addition On The Microstructure and PRDocument19 pagesEffect of MG Addition On The Microstructure and PRsongyang hanNo ratings yet
- The Effect of Groove Welding On Mechanical PropertDocument8 pagesThe Effect of Groove Welding On Mechanical PropertMuhammad Zuhairy jabarNo ratings yet
- Susceptibility of Mg-REM-Zn-Zr Magnesium Alloys To Casting UnsoundnessDocument9 pagesSusceptibility of Mg-REM-Zn-Zr Magnesium Alloys To Casting Unsoundnessชลธิชา โยชาลีNo ratings yet
- Chang 2011Document6 pagesChang 2011ggNo ratings yet
- 13IJMPERDJUN201913Document6 pages13IJMPERDJUN201913TJPRC PublicationsNo ratings yet
- Brahmin Belkessa - X52-2205 SMAWDocument9 pagesBrahmin Belkessa - X52-2205 SMAWWaris Nawaz KhanNo ratings yet
- Welding and Characterization of 5083 Aluminium Alloy PDFDocument6 pagesWelding and Characterization of 5083 Aluminium Alloy PDFPatricio G. ArrienNo ratings yet
- Effect of Heat Treatment On Corrosion Resistance of Friction Stir Welded AA 2024 Aluminum Alloy - Hani Aziz AmeenDocument10 pagesEffect of Heat Treatment On Corrosion Resistance of Friction Stir Welded AA 2024 Aluminum Alloy - Hani Aziz AmeenHani Aziz AmeenNo ratings yet
- 1 s2.0 S0308016121000223 Main1Document11 pages1 s2.0 S0308016121000223 Main1prabaNo ratings yet
- Materials Science & Engineering A: Sheng-Long Jeng, Yun-Han ChangDocument8 pagesMaterials Science & Engineering A: Sheng-Long Jeng, Yun-Han Changrnd.spNo ratings yet
- Mechanical and Metallurgical Properties of Friction Stir Welded Dissimilar Joints of AZ91 Magnesium Alloy and AA 6082-T6 Aluminium AlloyDocument8 pagesMechanical and Metallurgical Properties of Friction Stir Welded Dissimilar Joints of AZ91 Magnesium Alloy and AA 6082-T6 Aluminium AlloyDavid SanchezNo ratings yet
- Characterization of Astm A516 Grade 70 Fusion Welded Joints: Aidy Ali, A. B. SanuddinDocument11 pagesCharacterization of Astm A516 Grade 70 Fusion Welded Joints: Aidy Ali, A. B. SanuddinIgor GrujićNo ratings yet
- Journal Bio CompatibilityDocument18 pagesJournal Bio Compatibility2013answer sheetNo ratings yet
- Viabilidad de La Soldadura de Magnesio AZ31 Por Transferencia de Metal Frío A Acero Dulce GalvanizadoDocument9 pagesViabilidad de La Soldadura de Magnesio AZ31 Por Transferencia de Metal Frío A Acero Dulce Galvanizadodavid perezNo ratings yet
- 45 - 5 - Taban (Butt Joint FSW Better Than Mig)Document8 pages45 - 5 - Taban (Butt Joint FSW Better Than Mig)Amar DJEDIDNo ratings yet
- Anodic Behaviour of Supermartensitic Stainless Steel WeldmentsDocument5 pagesAnodic Behaviour of Supermartensitic Stainless Steel WeldmentsC_rovereNo ratings yet
- Effect of Multi-Pass SMAW Welding On The Surface HDocument7 pagesEffect of Multi-Pass SMAW Welding On The Surface HYousab CreatorNo ratings yet
- Ductile Cast Iron 350 4 Using SMAWDocument14 pagesDuctile Cast Iron 350 4 Using SMAWIJRASETPublicationsNo ratings yet
- Characterization of Pulsed MIG Welded Modified P91 SteelDocument42 pagesCharacterization of Pulsed MIG Welded Modified P91 SteelSanthosh ManoharanNo ratings yet
- Devanathan (2,2018)Document6 pagesDevanathan (2,2018)YUVARAJAN DNo ratings yet
- Influence of Clad Metal Chemistry On Stress CorrosDocument6 pagesInfluence of Clad Metal Chemistry On Stress CorrosOwais MalikNo ratings yet
- Case Study On: Laser Welding and Its Application in Automotive IndustriesDocument6 pagesCase Study On: Laser Welding and Its Application in Automotive IndustriesFileDownloderNo ratings yet
- With The Knowledge of Now Error-Free in The Future-1Document5 pagesWith The Knowledge of Now Error-Free in The Future-1apNo ratings yet
- CMT of MG To AlDocument11 pagesCMT of MG To Alkarthick32mechNo ratings yet
- Electron Microscopy and Microanalysis of Steel Weld Joints After Long Time Exposures at High TemperaturesDocument10 pagesElectron Microscopy and Microanalysis of Steel Weld Joints After Long Time Exposures at High TemperaturesJEANNINA BULEJE CASTILLONo ratings yet
- Occurrence of Sub-Critical Heat Affected Zone Liquid Metal Embrittlement in Joining of Advanced High Strength SteelDocument9 pagesOccurrence of Sub-Critical Heat Affected Zone Liquid Metal Embrittlement in Joining of Advanced High Strength SteelMathews LimaNo ratings yet
- Effect of Laser Beam Welding Parameters On Microstructure and Properties of Duplex Stainless SteelDocument9 pagesEffect of Laser Beam Welding Parameters On Microstructure and Properties of Duplex Stainless Steelnaresh1272No ratings yet
- Microstructural and Mechanical Characterization of Electron Beam Welded Al Alloy 7020Document9 pagesMicrostructural and Mechanical Characterization of Electron Beam Welded Al Alloy 7020AHMED SAMIR ALEMDARNo ratings yet
- Welding of 5083 Aluminum AlloyDocument6 pagesWelding of 5083 Aluminum AlloyMario MirićNo ratings yet
- Reference 3Document4 pagesReference 3Adnan SaadiNo ratings yet
- On The Changes in The Low Cycle Fatigue Life and Cracking Mechanism of P91 Cross Weld Specimens at Elevated TemperaturesDocument19 pagesOn The Changes in The Low Cycle Fatigue Life and Cracking Mechanism of P91 Cross Weld Specimens at Elevated TemperaturessscNo ratings yet
- Dissimilar Welding of AISI 309 Stainless Steel To AISI 1020 Carbon Steel Using Arc Stud WeldingDocument6 pagesDissimilar Welding of AISI 309 Stainless Steel To AISI 1020 Carbon Steel Using Arc Stud WeldingFiras RocktNo ratings yet
- Jurnal SMAW PDFDocument9 pagesJurnal SMAW PDFMuhammad Zuhdi SyihabNo ratings yet
- Geometrical Degradation of Electrode and Liquid Metal Embrittlement Cracking in Resistance Spot WeldingDocument15 pagesGeometrical Degradation of Electrode and Liquid Metal Embrittlement Cracking in Resistance Spot WeldingMathews LimaNo ratings yet
- Study On laser-MIG Hybrid Welding Characteristics of A7N01-T6 Aluminum AlloyDocument2 pagesStudy On laser-MIG Hybrid Welding Characteristics of A7N01-T6 Aluminum Alloysreejith2786No ratings yet
- Observation of Microstructure and Mechanical Properties in Heat Affected Zone of AsWelded Carbon Steel by Using Plasma MIG Welding ProcessMetalsDocument9 pagesObservation of Microstructure and Mechanical Properties in Heat Affected Zone of AsWelded Carbon Steel by Using Plasma MIG Welding ProcessMetalsahmed aliNo ratings yet
- Effects of Steel Coatings On Electrode Life in Resistance Spot Welding of Galvannealed Steel SheetsDocument7 pagesEffects of Steel Coatings On Electrode Life in Resistance Spot Welding of Galvannealed Steel Sheetssongyang hanNo ratings yet
- Mechanical Properties and Microstructure of Mg-Al-Zn-Si-base AlloyDocument5 pagesMechanical Properties and Microstructure of Mg-Al-Zn-Si-base AlloysamtomNo ratings yet
- Metals 10 00441Document21 pagesMetals 10 00441MOhammed PatelNo ratings yet
- Las JurnalDocument8 pagesLas JurnalEby Nugroho MeinsideNo ratings yet
- Microstructural and Mechanical Properties of Double-Sided MIG, TIG and Friction Stir Welded 5083-H321 Aluminium AlloyDocument9 pagesMicrostructural and Mechanical Properties of Double-Sided MIG, TIG and Friction Stir Welded 5083-H321 Aluminium AlloydietersimaNo ratings yet
- Laser Beam Welding of Quenched and Tempered Astm A 517 GR.B SteelDocument7 pagesLaser Beam Welding of Quenched and Tempered Astm A 517 GR.B SteelbiancogallazziNo ratings yet
- Jagesvar Verma - A Comparative Study On The Effect of Electrode On Microstructure and Mechanical Properties of Dissimilar Welds of 2205 Austeno-Ferritic and 316L Austenitic Stainless SteelDocument7 pagesJagesvar Verma - A Comparative Study On The Effect of Electrode On Microstructure and Mechanical Properties of Dissimilar Welds of 2205 Austeno-Ferritic and 316L Austenitic Stainless SteelWaris Nawaz KhanNo ratings yet
- Corrosion Science: N. Winzer, P. Xu, S. Bender, T. Gross, W.E.S. Unger, C.E. CrossDocument14 pagesCorrosion Science: N. Winzer, P. Xu, S. Bender, T. Gross, W.E.S. Unger, C.E. CrossLakshmi NarayananNo ratings yet
- Czech Ow Ski 2005Document6 pagesCzech Ow Ski 2005ggNo ratings yet
- 1 s2.0 S003039921830104X MainDocument8 pages1 s2.0 S003039921830104X MainMochamad Iqbal GhifaryNo ratings yet
- Microstructural and Mechanical Characterization of Shielded Metal Arc Welded Dual Phase Steel JointsDocument7 pagesMicrostructural and Mechanical Characterization of Shielded Metal Arc Welded Dual Phase Steel Jointsismail ismaNo ratings yet
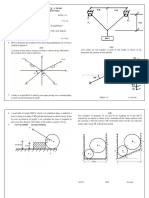
- Model Question Paper ENGINEERING MECHANICSDocument2 pagesModel Question Paper ENGINEERING MECHANICSvenkat mechNo ratings yet
- A 2018Document6 pagesA 2018venkat mechNo ratings yet
- Overview of Continuous-Annealing Technology For Steel Sheet ProductsDocument2 pagesOverview of Continuous-Annealing Technology For Steel Sheet Productsvenkat mechNo ratings yet
- Role of Magnesium Supplementation in The Treatment of Depression: A Randomized Clinical TrialDocument15 pagesRole of Magnesium Supplementation in The Treatment of Depression: A Randomized Clinical Trialvenkat mechNo ratings yet
- Progress of Continuous Annealing Technology For Cold-Rolled Sheet Steels and Associated Product DevelopmentDocument10 pagesProgress of Continuous Annealing Technology For Cold-Rolled Sheet Steels and Associated Product Developmentvenkat mechNo ratings yet
- FastenersDocument11 pagesFastenersvenkat mechNo ratings yet
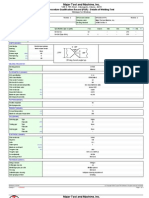
- Procedure Qualification RecordDocument3 pagesProcedure Qualification RecordShaik ShahNo ratings yet
- Math 11 2nd GradingDocument4 pagesMath 11 2nd GradingJymaer GeromoNo ratings yet
- Module 1 Essentials of WeldingDocument22 pagesModule 1 Essentials of WeldingMARCOE ALONZO ACAIN100% (2)
- Braze & Brazing ProcessDocument20 pagesBraze & Brazing ProcessShahrulAimanNo ratings yet
- Editable ASME IX (2019) PQRDocument2 pagesEditable ASME IX (2019) PQRAshish PatelNo ratings yet
- Operating FactorDocument9 pagesOperating Factormekhman mekhtyNo ratings yet
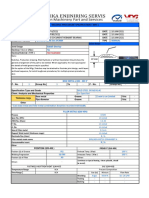
- Welding Procedure Specification According To EN ISO 15609, 2004Document2 pagesWelding Procedure Specification According To EN ISO 15609, 2004Dimitris NikouNo ratings yet
- 3.6 Design of Welded Structures With PredominantlyDocument67 pages3.6 Design of Welded Structures With Predominantlyyayus irmansyahNo ratings yet
- Welding RodDocument434 pagesWelding RodBrant Akkan80% (5)
- Visual Report For PF POSITIONDocument33 pagesVisual Report For PF POSITIONKyNo ratings yet
- Specification For Welding Electrodes and Rods For Cast IronDocument18 pagesSpecification For Welding Electrodes and Rods For Cast IronArmando Lujan VelazquezNo ratings yet
- New Microsoft Excel WorksheetDocument6 pagesNew Microsoft Excel Worksheetravi00098No ratings yet
- Welding Procedure Specification: PWPS No.: E 102 36/36Document1 pageWelding Procedure Specification: PWPS No.: E 102 36/36rexNo ratings yet
- Saudi Aramco Inspection ChecklistDocument9 pagesSaudi Aramco Inspection ChecklistMohammad RizwanNo ratings yet
- Scrap Handbook PDFDocument252 pagesScrap Handbook PDFMohan LakshmanaNo ratings yet
- Ii. 5 Tes - WPS Rebabbit Bearing Pltu TembilahanDocument4 pagesIi. 5 Tes - WPS Rebabbit Bearing Pltu TembilahanaddinulichsanNo ratings yet
- 4 Quality in WeldingDocument7 pages4 Quality in WeldingAlaaNo ratings yet
- Automatic Reveting Machine ReportDocument42 pagesAutomatic Reveting Machine Reportakash bardeNo ratings yet
- Diamond Engineering (Chennai) PVT LTD.,: Welder Qualification Test RecordDocument1 pageDiamond Engineering (Chennai) PVT LTD.,: Welder Qualification Test Recordmangalraj900No ratings yet
- Procedure For Welding of PipingDocument16 pagesProcedure For Welding of PipingJohnson Raju100% (1)
- Welding Sciences and Technology - Ibrahim KhanDocument289 pagesWelding Sciences and Technology - Ibrahim Khanpioneerinvincible92% (12)
- Supervised Industrial Training Report: Presentation OnDocument20 pagesSupervised Industrial Training Report: Presentation OnDawood MasihNo ratings yet
- Lecture 12 - REVIEW OF WELDING PROCESSES AND WELDABILITYDocument10 pagesLecture 12 - REVIEW OF WELDING PROCESSES AND WELDABILITYVINAYAK SHARMANo ratings yet
- TK Schweisszusatzwerkstoffe GB PDFDocument132 pagesTK Schweisszusatzwerkstoffe GB PDFMohammed Ady GanjarNo ratings yet
- SWS Notes 12 Oct - 2Document263 pagesSWS Notes 12 Oct - 2Keng LengNo ratings yet
- Copper & Copper AlloysDocument31 pagesCopper & Copper AlloysSRANNo ratings yet
- SMAW Module 2Document10 pagesSMAW Module 2Mclawrence SaquingNo ratings yet
- Welding (Cadet Training)Document41 pagesWelding (Cadet Training)Kyaw Bhone WinNo ratings yet
- Aws A 5.10Document38 pagesAws A 5.10বিপ্লব পালNo ratings yet
- Aporte HandbookDocument2 pagesAporte HandbookJulio Vergara CruzNo ratings yet