Download as pdf or txt
You might also like
- Smart and Multifunctional Concrete Toward Sustainable Infrastructures PDFDocument409 pagesSmart and Multifunctional Concrete Toward Sustainable Infrastructures PDFhijerNo ratings yet
- Deep Nitrided 32crmov13 Steel For Aerospace Bearings ApplicationsDocument8 pagesDeep Nitrided 32crmov13 Steel For Aerospace Bearings ApplicationsmvanzijpNo ratings yet
- Ex-01 Study of WeldingDocument10 pagesEx-01 Study of WeldingAryan BhatnagarNo ratings yet
- AVIONICSDocument6 pagesAVIONICSShyam Sundar ThakurNo ratings yet
- Series Magnetic-Latching Established Reliability To-5 RelaysDocument6 pagesSeries Magnetic-Latching Established Reliability To-5 RelaysNawazNo ratings yet
- Technical Update Hard SurfacingDocument4 pagesTechnical Update Hard SurfacingADRIAN SUŁAWANo ratings yet
- Lead Acid Batteries Installation GuideDocument2 pagesLead Acid Batteries Installation GuideBernardo Mikjhael Mamani IñiguezNo ratings yet
- 1 Arc Welding 1Document40 pages1 Arc Welding 1ali100% (1)
- StainTrode DDocument2 pagesStainTrode DGyanaranjan2011No ratings yet
- Discussion On IGBT Short-Circuit Behavior and Fault Protection SchemesDocument8 pagesDiscussion On IGBT Short-Circuit Behavior and Fault Protection SchemesTheodore KyriakopoulosNo ratings yet
- Fujifilm FinePix S9000 S9500 Service Manual PDFDocument147 pagesFujifilm FinePix S9000 S9500 Service Manual PDFadamNo ratings yet
- PT Welding ReportDocument11 pagesPT Welding ReportK38Aryya BhattacharyaCSBSNo ratings yet
- How To Check The Quality of SMAW Electrodes Before FabricationDocument3 pagesHow To Check The Quality of SMAW Electrodes Before FabricationAlhaji Aliyu AbdullahiNo ratings yet
- Chromcarb N6006: WeldingDocument2 pagesChromcarb N6006: WeldingCasa de Adoración ConcepciónNo ratings yet
- Film App GuideDocument4 pagesFilm App GuideCatalin POPNo ratings yet
- Icea Nema S-61-402 Parte 4Document23 pagesIcea Nema S-61-402 Parte 4DamiánNo ratings yet
- PW POS Training MMA ENDocument1 pagePW POS Training MMA ENShaik Nizam UddinNo ratings yet
- Reflow ManualDocument47 pagesReflow Manuallcnblzr3877100% (1)
- Testing WeldsDocument16 pagesTesting Weldschokrib100% (2)
- Data Sheet For 8mm Super Bright White LED Dip Type 1/2watt High Power LED SeriesDocument2 pagesData Sheet For 8mm Super Bright White LED Dip Type 1/2watt High Power LED SeriesEtbn SnoaNo ratings yet
- Basis and Point of Resistance Welding (2) - Shinkokiki CoDocument3 pagesBasis and Point of Resistance Welding (2) - Shinkokiki ConidharshanNo ratings yet
- Qualitrol PD Paper PDFDocument3 pagesQualitrol PD Paper PDFvoruganti harishNo ratings yet
- Instruction Manual For POC Bushings: CautionDocument6 pagesInstruction Manual For POC Bushings: CautionSSDNo ratings yet
- Why Partial Discharge Suppression Coatings Are Needed in Stator WindingsDocument3 pagesWhy Partial Discharge Suppression Coatings Are Needed in Stator Windingsvoruganti harishNo ratings yet
- Are Suppression Coatings Needed in Stator Windings 1586923475 PDFDocument3 pagesAre Suppression Coatings Needed in Stator Windings 1586923475 PDFvoruganti harishNo ratings yet
- CS Power VRLA AGM Battery Manual - FullVersionDocument24 pagesCS Power VRLA AGM Battery Manual - FullVersionJayaprathap NithiyanandanNo ratings yet
- Welding SlidesDocument23 pagesWelding SlidesVi PowderNo ratings yet
- Oil Filled CTs (72!5!420 KV)Document65 pagesOil Filled CTs (72!5!420 KV)kunalan_79860100% (1)
- Lincoln Submerged Arc GuigeDocument54 pagesLincoln Submerged Arc GuigePatrick WalshNo ratings yet
- Welding Technology WFC 112a-1Document74 pagesWelding Technology WFC 112a-1ibrahim mustaphaNo ratings yet
- Tension Lead Tester: A Low Cost HighDocument2 pagesTension Lead Tester: A Low Cost HighTIMNo ratings yet
- Plasma Arc WeldingDocument2 pagesPlasma Arc WeldingSaiful AmreeNo ratings yet
- Welding Practices For 2219 Aluminum and Inconel 718Document10 pagesWelding Practices For 2219 Aluminum and Inconel 718Justin KeelingNo ratings yet
- Automoti've Batteries at Low Temperatures: Cold Regions Technical'DigestDocument25 pagesAutomoti've Batteries at Low Temperatures: Cold Regions Technical'DigestJohnny M. Pancha RamosNo ratings yet
- Tables: Aluminum Electrolytic Capacitor OverviewDocument22 pagesTables: Aluminum Electrolytic Capacitor OverviewtongaiNo ratings yet
- Tables: Aluminum Electrolytic Capacitor OverviewDocument22 pagesTables: Aluminum Electrolytic Capacitor Overviewgrasia77No ratings yet
- Aluminium Electrolytic Capacitor CDE - AEappGuideDocument22 pagesAluminium Electrolytic Capacitor CDE - AEappGuideHarish Kumar MNo ratings yet
- Ex-12 Series Connection 2300090301Document6 pagesEx-12 Series Connection 2300090301msharanya533No ratings yet
- Electric Welding Accessories-Specification (: Indian StandardDocument8 pagesElectric Welding Accessories-Specification (: Indian StandardrajjaNo ratings yet
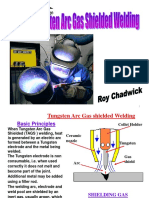
- (GTAW, TIG) TagsL3Document45 pages(GTAW, TIG) TagsL3Rifda Salsabila ZahraNo ratings yet
- Electronic Equipment 3Document4 pagesElectronic Equipment 3Dulce DeNo ratings yet
- Typical Alcad Vendor Data - SGL SGH - PB - 1105 PDFDocument4 pagesTypical Alcad Vendor Data - SGL SGH - PB - 1105 PDFSufi Shah Hamid JalaliNo ratings yet
- TeroMatec OA 2020Document2 pagesTeroMatec OA 2020EdwinNo ratings yet
- Welded ConnectionsDocument144 pagesWelded ConnectionsshivaniNo ratings yet
- Welding InstructionsDocument12 pagesWelding Instructionsrahman asadiNo ratings yet
- Section-11-Staton TransformerDocument13 pagesSection-11-Staton Transformerthumula.rameshNo ratings yet
- KM Offshore Division Cable Earthing Installation ManualDocument28 pagesKM Offshore Division Cable Earthing Installation ManualkabjuniorNo ratings yet
- Table A3 Typical Storage and Drying Conditions For Covered Arc Welding ElectrodesDocument1 pageTable A3 Typical Storage and Drying Conditions For Covered Arc Welding Electrodesravi00098No ratings yet
- Flux Cored Arc WeldingDocument5 pagesFlux Cored Arc WeldingPatrick DominguezNo ratings yet
- HWX Manual PDFDocument67 pagesHWX Manual PDF322399mk7086No ratings yet
- Slip-Ons - Welding GuidelinesDocument7 pagesSlip-Ons - Welding GuidelinesPeter FowlesNo ratings yet
- Siemens Electric Motor 15hp 1500rpmDocument17 pagesSiemens Electric Motor 15hp 1500rpmShamsul HaqueNo ratings yet
- 3 Phase Siemens Standard Motors PDFDocument18 pages3 Phase Siemens Standard Motors PDFVishnu KumarNo ratings yet
- 8000 Alternator 0115Document6 pages8000 Alternator 0115dipys41No ratings yet
- SECTION 4007 BatteryDocument6 pagesSECTION 4007 Batterylungu mihaiNo ratings yet
- Primary Manufacturing Process (ME403) : Prepared byDocument5 pagesPrimary Manufacturing Process (ME403) : Prepared byArterixpestcontrolNo ratings yet
- The Manual Metal Arc ProcessDocument4 pagesThe Manual Metal Arc ProcessMehmet SoysalNo ratings yet
- Power Electronics Design Handbook: Low-Power Components and ApplicationsFrom EverandPower Electronics Design Handbook: Low-Power Components and ApplicationsRating: 4 out of 5 stars4/5 (2)
- Mil STD 705dDocument652 pagesMil STD 705dDionysios KoutsouvelisNo ratings yet
- Electrochemistry Based Battery ModelingDocument13 pagesElectrochemistry Based Battery ModelingDionysios KoutsouvelisNo ratings yet
- VARC 931: Arc Flash Protection Simulator UnitDocument18 pagesVARC 931: Arc Flash Protection Simulator UnitDionysios KoutsouvelisNo ratings yet
- Acti9 Ic60 Catalogue PDFDocument124 pagesActi9 Ic60 Catalogue PDFDionysios KoutsouvelisNo ratings yet
- The Truth About Batteries-White PaperDocument13 pagesThe Truth About Batteries-White PaperRahul ShelkeNo ratings yet
- WS Fixture Flow Rates PDFDocument1 pageWS Fixture Flow Rates PDFbilal almelegyNo ratings yet
- Ms - Moses Classwork Nov. 22 2016Document6 pagesMs - Moses Classwork Nov. 22 2016Anna Lyse MosesNo ratings yet
- 4-2 Directional Spool Valve 4WE6DDocument2 pages4-2 Directional Spool Valve 4WE6DRaphael SasdelliNo ratings yet
- What Is New in API 610 11th EdDocument6 pagesWhat Is New in API 610 11th EdHatem ShawkiNo ratings yet
- District Heating Technical InformationDocument104 pagesDistrict Heating Technical Informationcarlos G7No ratings yet
- Forensic Chemistry Lecture 16Document17 pagesForensic Chemistry Lecture 16kathleenNo ratings yet
- PZ M52PDocument2 pagesPZ M52PDulce Martinez TolentinoNo ratings yet
- Pnap 001Document30 pagesPnap 001law116No ratings yet
- Sylvania Guide To Energy Saving Lamps Brochure 1988Document16 pagesSylvania Guide To Energy Saving Lamps Brochure 1988Alan MastersNo ratings yet
- Hazard Identification Plan: Al Jouf Bulk Plant Saudi Arabian Oil Company-Saudi Aramco BI-10-00610-0001Document7 pagesHazard Identification Plan: Al Jouf Bulk Plant Saudi Arabian Oil Company-Saudi Aramco BI-10-00610-0001Darius DsouzaNo ratings yet
- Project CharterDocument3 pagesProject CharterRajesh Arumugam33% (3)
- Washington D.C. Afro-American Newspaper, March 12, 2011Document16 pagesWashington D.C. Afro-American Newspaper, March 12, 2011The AFRO-American NewspapersNo ratings yet
- General Mechanical-2 PDFDocument6 pagesGeneral Mechanical-2 PDFAhmed Shaban KotbNo ratings yet
- Optical Recording and CommunicationsDocument18 pagesOptical Recording and CommunicationsAchuNo ratings yet
- Water Level Meter Solist 101Document2 pagesWater Level Meter Solist 101Ramanda SetiawanNo ratings yet
- Steam Boiler BasicsDocument77 pagesSteam Boiler Basicsaddy2645100% (2)
- Parts & Accessories: Transformer Cooling FansDocument8 pagesParts & Accessories: Transformer Cooling FanscasalasNo ratings yet
- Cerabar S PMC71, PMP71, PMP75: Technical InformationDocument92 pagesCerabar S PMC71, PMP71, PMP75: Technical InformationSardar PerdawoodNo ratings yet
- Om HRR Hrx-Om W002en-GDocument162 pagesOm HRR Hrx-Om W002en-Gyucca palmuNo ratings yet
- Test Report For Circuit Breaker: CustomerDocument6 pagesTest Report For Circuit Breaker: CustomerSubramaniam NPNo ratings yet
- Energy Policies Beyond IEA Contries MoroccoDocument158 pagesEnergy Policies Beyond IEA Contries MoroccoSantiago VelezNo ratings yet
- Che405 - Q311920Document2 pagesChe405 - Q311920Khiara Claudine EspinosaNo ratings yet
- Feasibility Study of Isoprene ProductionDocument4 pagesFeasibility Study of Isoprene ProductionIntratec SolutionsNo ratings yet
- WEG D and NH Fuses 50023628 Brochure EnglishDocument12 pagesWEG D and NH Fuses 50023628 Brochure EnglishRiza Agus FaisalNo ratings yet
- 8a. Insulating Joint - PDF 2 PDFDocument9 pages8a. Insulating Joint - PDF 2 PDFBalasubramanian AnanthNo ratings yet
- Coal Blending Models For Optimum CokemakingDocument10 pagesCoal Blending Models For Optimum CokemakingPrasad RvsNo ratings yet
- ASC Air Starter ST700 SeriesDocument29 pagesASC Air Starter ST700 SeriesLeonid KolesnikovNo ratings yet
- Lessons From..BURNCALDocument23 pagesLessons From..BURNCALTopan SetiadipuraNo ratings yet