Download as pdf or txt
You might also like
- HP0 Supply Pump PCV Unit Disassembly and Assembly PDFDocument4 pagesHP0 Supply Pump PCV Unit Disassembly and Assembly PDFDenisEcheverri100% (3)
- Outokumpu Stainless Steel HandbookDocument92 pagesOutokumpu Stainless Steel Handbookthanghanvico100% (2)
- Poster CRI 2 16 en 87684Document1 pagePoster CRI 2 16 en 87684Rafał PartykaNo ratings yet
- Sabre CRI Master BrochureDocument3 pagesSabre CRI Master BrochureJason ArellanoNo ratings yet
- SL730 Engine PDFDocument99 pagesSL730 Engine PDFjosephvanbacNo ratings yet
- DENSO Diesel Common Rail Sell Sheet D1070 PDFDocument2 pagesDENSO Diesel Common Rail Sell Sheet D1070 PDFFernando Garcia CortesNo ratings yet
- Engine Dxi11 GBDocument212 pagesEngine Dxi11 GBmliugong93% (27)
- Isuzu E-IDSS - G-IDSS KG - Auto Repair Manual Forum - Heavy Equipment Forums - Download Repair & Workshop ManualDocument2 pagesIsuzu E-IDSS - G-IDSS KG - Auto Repair Manual Forum - Heavy Equipment Forums - Download Repair & Workshop ManualDenisEcheverri0% (1)
- Pump Denso hp0Document63 pagesPump Denso hp0DenisEcheverri100% (4)
- Denso g4Document6 pagesDenso g4DenisEcheverri50% (4)
- 2018 Training Prospectus External PrintDocument48 pages2018 Training Prospectus External PrintMügïshá ÆlfieNo ratings yet
- Bosch MaquinasDocument13 pagesBosch MaquinasnomecNo ratings yet
- T2001 - S12-13 DensoDocument2 pagesT2001 - S12-13 DensomihajlovichenkelNo ratings yet
- Preparation PDFDocument63 pagesPreparation PDFtavi2meNo ratings yet
- Sabre Expert Brochure PDFDocument6 pagesSabre Expert Brochure PDFayaz100% (1)
- The Advanced Diesel Engine Technology and Fuel Injection System TechnologyDocument24 pagesThe Advanced Diesel Engine Technology and Fuel Injection System TechnologyMohamedBenMansourNo ratings yet
- Dieselland Catalog Eng 26.06.20co PDFDocument261 pagesDieselland Catalog Eng 26.06.20co PDFEphrem MichaelNo ratings yet
- Delphi Passenger Car Light Duty Truck Emissions Brochure 2010 2011Document104 pagesDelphi Passenger Car Light Duty Truck Emissions Brochure 2010 2011American Bosch Diesel Olzam SasNo ratings yet
- Ds-Datenbl Crs1 14up enDocument2 pagesDs-Datenbl Crs1 14up encrastoverkillNo ratings yet
- Iaa 2010Document84 pagesIaa 2010KarlitosmanNo ratings yet
- FLC Tpms en PDFDocument140 pagesFLC Tpms en PDFPako PaezNo ratings yet
- Deposit Formation in The Holes of Diesel Injector Nozzles: A Critical ReviewDocument12 pagesDeposit Formation in The Holes of Diesel Injector Nozzles: A Critical ReviewShova MuhammadNo ratings yet
- CRS950 User's Manual - WeightDocument9 pagesCRS950 User's Manual - WeightJuan GonzalezNo ratings yet
- Electronic Parts Catalog - Option DetailDocument2 pagesElectronic Parts Catalog - Option DetailmunhNo ratings yet
- Piezo Injector For Common-Rail Systems: Low Fuel ConsumptionDocument1 pagePiezo Injector For Common-Rail Systems: Low Fuel Consumptionalmia tronicsNo ratings yet
- 2017 Volvo V90 Cross Country Technical SpecificationsDocument3 pages2017 Volvo V90 Cross Country Technical Specificationssergio davidsNo ratings yet
- CRDiDocument18 pagesCRDiSuhel InamdarNo ratings yet
- Yanmar 4TN88Document3 pagesYanmar 4TN88Alfonso Rectificador0% (1)
- Protocolo EPS 200: Prueba Inyector Common RailDocument2 pagesProtocolo EPS 200: Prueba Inyector Common RailMauricio Navarro santanaNo ratings yet
- DieselBrochure 10-2012Document68 pagesDieselBrochure 10-2012enriNo ratings yet
- Structure & Function Injectors Structure & Function InjectorsDocument27 pagesStructure & Function Injectors Structure & Function InjectorsJemmy Anggara100% (1)
- Pizzo InjiDocument3 pagesPizzo InjiprakashNo ratings yet
- 1day Piezo Training 2010Document298 pages1day Piezo Training 2010Chunxiao Yan67% (3)
- VP PDFDocument8 pagesVP PDFEphrem MichaelNo ratings yet
- Denoxtronic2.2 Vehiculos ComercialesDocument2 pagesDenoxtronic2.2 Vehiculos ComercialesCarlos Guiñez MontecinosNo ratings yet
- Toptul Special Offer Volume 8Document21 pagesToptul Special Offer Volume 8Lynn RhatiganNo ratings yet
- Common Rail Direct InjectionDocument9 pagesCommon Rail Direct InjectionJoe SparksNo ratings yet
- Ima Info Piezo PDFDocument14 pagesIma Info Piezo PDF30106No ratings yet
- 1805-CreditParts + Fuel Injector Repair Kits Catalogue PDFDocument25 pages1805-CreditParts + Fuel Injector Repair Kits Catalogue PDFRespaldo GregoryNo ratings yet
- MCRS enDocument2 pagesMCRS enTamer Moustafa100% (1)
- 1 6l CR Injectors - Electrical Fault-2Document4 pages1 6l CR Injectors - Electrical Fault-2Rohaan Agarwal100% (1)
- TSB HyundaiDocument7 pagesTSB HyundaiNorman Valle SáenzNo ratings yet
- CC 220n Rack Bosch ManualDocument194 pagesCC 220n Rack Bosch ManualvpvpvpNo ratings yet
- 123Document21 pages123Evans MagalhãesNo ratings yet
- 2013 - Technical Service Bulletin - No 01 PDFDocument2 pages2013 - Technical Service Bulletin - No 01 PDFSutiknoNo ratings yet
- Diesel Exchange 2012Document8 pagesDiesel Exchange 2012gemNo ratings yet
- Stanadyne - PS 11-10Document2 pagesStanadyne - PS 11-10Mihai PopaNo ratings yet
- Modern Trends in Fuel Injection in Diesel EngineDocument32 pagesModern Trends in Fuel Injection in Diesel EngineAJAY CHANDNo ratings yet
- hk1400 - NMDocument2 pageshk1400 - NMAhmet BuyrucuNo ratings yet
- Delphi DDU CRSDocument2 pagesDelphi DDU CRSFaraz HaiderNo ratings yet
- PilotOperatedPrinciple PDFDocument1 pagePilotOperatedPrinciple PDFmarioLhrNo ratings yet
- Diesel-RK HW SI Engine External PerformanceDocument16 pagesDiesel-RK HW SI Engine External Performancetsegay100% (1)
- Toyota 3ce 096500-3051 - 096500-3050 PDFDocument13 pagesToyota 3ce 096500-3051 - 096500-3050 PDFalex100% (1)
- TECHNEWS 12 2016 - Piezo RegenerationDocument3 pagesTECHNEWS 12 2016 - Piezo RegenerationAbraaj-TTSNo ratings yet
- Injector: Steam Injector, Eductor-Jet Pump or Thermocompressor Is A Pump-LikeDocument5 pagesInjector: Steam Injector, Eductor-Jet Pump or Thermocompressor Is A Pump-LikeAhsan AbroNo ratings yet
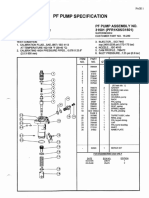
- PF Pump Specification: Stanadyne"Document2 pagesPF Pump Specification: Stanadyne"Miguel RojasNo ratings yet
- 2013 Technical Service Bulletin No 06 enDocument3 pages2013 Technical Service Bulletin No 06 enSaeed BarzegarNo ratings yet
- c7 SepcificationsDocument15 pagesc7 SepcificationsAdhem El Sayed100% (1)
- Tata Motors PresentationDocument30 pagesTata Motors PresentationRitesh Ranjan PatraNo ratings yet
- How To Build A Diesel Injector Pop TesterDocument9 pagesHow To Build A Diesel Injector Pop TesterRafael Vega Sámano0% (1)
- 9320A093GDocument4 pages9320A093GKevin TtitoNo ratings yet
- Lubricity of Ethanol-Biodiesel-Diesel FuDocument6 pagesLubricity of Ethanol-Biodiesel-Diesel FuNiti KlinKaewNo ratings yet
- Deteqstandart PDFDocument4 pagesDeteqstandart PDFSoeAyeNo ratings yet
- Fuel Injector HolesDocument19 pagesFuel Injector HolesjaesennNo ratings yet
- After Treatment Devices EcoCAT-1Document33 pagesAfter Treatment Devices EcoCAT-1Arjun SikkaNo ratings yet
- Spe 96655 MSDocument8 pagesSpe 96655 MSOmar S Al-AbriNo ratings yet
- How To Install Cummins Insite 8.5.0.57 Software Driver and Patch For Inline 6 & 7 - OBDII365.com Official BlogDocument13 pagesHow To Install Cummins Insite 8.5.0.57 Software Driver and Patch For Inline 6 & 7 - OBDII365.com Official BlogDenisEcheverri100% (1)
- J1939Training Rev2Document72 pagesJ1939Training Rev2Germán Gómez BeltránNo ratings yet
- Help W - Insite 8.5 InstallDocument2 pagesHelp W - Insite 8.5 InstallDenisEcheverriNo ratings yet
- December 2019 INCALDVDCover LetterDocument4 pagesDecember 2019 INCALDVDCover LetterDenisEcheverriNo ratings yet
- Cummins - CSP085-13 ISX15 Lower Concept Gear Change PDFDocument1 pageCummins - CSP085-13 ISX15 Lower Concept Gear Change PDFDenisEcheverriNo ratings yet
- Hp3 Supply Pump Tightening Torque Change NotificationDocument2 pagesHp3 Supply Pump Tightening Torque Change NotificationDenisEcheverri100% (1)
- December 2019 INCALDVDCover LetterDocument4 pagesDecember 2019 INCALDVDCover LetterDenisEcheverriNo ratings yet
- Insite 8.5 ActivationDocument5 pagesInsite 8.5 ActivationDenisEcheverri33% (3)
- Service Bulletin: Fuel Injection Pump Technical HintDocument2 pagesService Bulletin: Fuel Injection Pump Technical HintDenisEcheverri100% (2)
- Seven Nozzles 2017Document128 pagesSeven Nozzles 2017DenisEcheverri0% (1)
- HP0 DENSO Fuel Injection Pump Replacement 2004 With CTFDocument6 pagesHP0 DENSO Fuel Injection Pump Replacement 2004 With CTFDenisEcheverri100% (1)
- HP0 PumpDocument2 pagesHP0 PumpDenisEcheverriNo ratings yet
- Advanced High Strength SteelsDocument6 pagesAdvanced High Strength SteelsMuhammed AfnanNo ratings yet
- SSDocument10 pagesSSPrakash KaleNo ratings yet
- 2023 Study of Resistant Spot Welding and Its Effect On The Metallurgical and Mechanical Properties - A ReviewDocument9 pages2023 Study of Resistant Spot Welding and Its Effect On The Metallurgical and Mechanical Properties - A Reviewguravshubham7777No ratings yet
- Maraging Steels - Making Steel Strong and CheapDocument3 pagesMaraging Steels - Making Steel Strong and CheapSlamet Tribudi PrakosoNo ratings yet
- Heat Affected ZoneDocument39 pagesHeat Affected ZoneAzrul AhmadNo ratings yet
- F 899-02Document6 pagesF 899-02alfred2000No ratings yet
- Study and Operation of Tempering ProcessDocument11 pagesStudy and Operation of Tempering ProcessMostafizur Rahman SobujNo ratings yet
- Arc Welding Technology For Dissimilar JointsDocument6 pagesArc Welding Technology For Dissimilar JointsVictor CaetanoNo ratings yet
- 2003catalog PDFDocument25 pages2003catalog PDFPH "Pete" PetersNo ratings yet
- Construction MaterialsDocument161 pagesConstruction MaterialsV.m. RajanNo ratings yet
- Stainless Steel - Wikipedia, The Free EncyclopediaDocument7 pagesStainless Steel - Wikipedia, The Free EncyclopediaTuan DoNo ratings yet
- Stainless SteelDocument22 pagesStainless Steelsiswout100% (1)
- Wang-Speer2013 Article QuenchingAndPartitioningSteelHDocument14 pagesWang-Speer2013 Article QuenchingAndPartitioningSteelHSukendarNo ratings yet
- UnderstandingHeatTreat SDocument96 pagesUnderstandingHeatTreat SAmit GajbhiyeNo ratings yet
- Shape-Memory-Alloys Book FinalDocument116 pagesShape-Memory-Alloys Book FinalCIRO VLADIMIR MARTINEZ AGUILARNo ratings yet
- Experiment 4: The Effects of Heat Treatment On The Microstructure of SteelDocument3 pagesExperiment 4: The Effects of Heat Treatment On The Microstructure of Steelkano100% (1)
- Application Marten Last LectDocument76 pagesApplication Marten Last Lectmm11_nedNo ratings yet
- Foundations of Materials Science and Engineering 5th Edition Smith Solutions ManualDocument39 pagesFoundations of Materials Science and Engineering 5th Edition Smith Solutions Manualcacoonnymphaea6wgyct100% (16)
- 10.1 Iron-Carbide Phase Diagram - STEELS: 3SP3 - Gordana A. CingaraDocument69 pages10.1 Iron-Carbide Phase Diagram - STEELS: 3SP3 - Gordana A. CingaraRyan TorresNo ratings yet
- Tempering MartensiteDocument21 pagesTempering Martensitejardel de matosNo ratings yet
- Study and Analysis On Heat Treatment Process and Microstructure of Low Carbon SteelDocument6 pagesStudy and Analysis On Heat Treatment Process and Microstructure of Low Carbon SteelIJARTESNo ratings yet
- SUDocument1 pageSURajkumar ANo ratings yet
- 4 Unit - Heat Treatment of SteelsDocument72 pages4 Unit - Heat Treatment of SteelsAnway WalkeNo ratings yet
- Technical Reference For Hydrogen Compatibility of MaterialsDocument292 pagesTechnical Reference For Hydrogen Compatibility of Materialsstem86No ratings yet
- Effect of Heat Treatment On Microstructures and Mechanical Prop of Spring SteelDocument7 pagesEffect of Heat Treatment On Microstructures and Mechanical Prop of Spring SteelMahmood KhanNo ratings yet
- Introduction To Shape Memory Alloys-SpringerDocument31 pagesIntroduction To Shape Memory Alloys-SpringerYah IratoNo ratings yet
- Carmex Catalogue WebDocument203 pagesCarmex Catalogue WebPaisaje SilenciosoNo ratings yet
- Materials and Design: Emel Taban, Erdinc Kaluc, Alfred DhoogeDocument7 pagesMaterials and Design: Emel Taban, Erdinc Kaluc, Alfred DhoogeZahra MaylaNo ratings yet
- Comparing Microstructure and Mechanical Properties of AISI D2 Steel PDFDocument7 pagesComparing Microstructure and Mechanical Properties of AISI D2 Steel PDFToramaru UtsunomiyaNo ratings yet