Download as xlsx, pdf, or txt
You might also like
- JSA InsulationDocument8 pagesJSA InsulationOlavilam Prakash100% (3)
- USALI 10th VS 11th EditionDocument7 pagesUSALI 10th VS 11th EditionvictoregomezNo ratings yet
- QAP General For Ref.Document2 pagesQAP General For Ref.AMIT SHAHNo ratings yet
- The Rules of The Twelve RealmsDocument52 pagesThe Rules of The Twelve RealmsAnimals of the Fields83% (6)
- Plantilla Apqp LlenoDocument4 pagesPlantilla Apqp LlenoANDRES GARCIA TLAPANo ratings yet
- QAP (Honeycomb Fabric)Document4 pagesQAP (Honeycomb Fabric)Ahamed UmarNo ratings yet
- CAPA Thread OutDocument80 pagesCAPA Thread OutRohtash fastnerNo ratings yet
- Incoming Material ChecklistDocument1 pageIncoming Material ChecklistPrathvi Raj SinghNo ratings yet
- Ipp Tag FormatDocument1 pageIpp Tag FormatSKAI AUTO100% (1)
- HIRADC Assessment-INSTALLATION OF BUSDUCTDocument6 pagesHIRADC Assessment-INSTALLATION OF BUSDUCTTengkudin LatifNo ratings yet
- SFT 0090 Control PlanDocument24 pagesSFT 0090 Control PlanspdhimanNo ratings yet
- SMWS - Sheeting Container Unloading Work - 007Document8 pagesSMWS - Sheeting Container Unloading Work - 007harsha thorNo ratings yet
- ONE Day Look Ahead Activities - 4 JULY 23Document1 pageONE Day Look Ahead Activities - 4 JULY 23sNo ratings yet
- CustomerDocument5 pagesCustomerMahmoud KhalifaNo ratings yet
- Bearing Inspection SOPDocument7 pagesBearing Inspection SOPRianAwangga100% (1)
- Supplier:Neel Metal Products Ltd. (Faridabad) : Process FmeaDocument1 pageSupplier:Neel Metal Products Ltd. (Faridabad) : Process FmearohitNo ratings yet
- HIRADC Assessment-INSTALLATION OF CABLING WORKDocument6 pagesHIRADC Assessment-INSTALLATION OF CABLING WORKTengkudin LatifNo ratings yet
- Indian Oil Corporation Limited: Document Transmittal Form (DTF)Document2 pagesIndian Oil Corporation Limited: Document Transmittal Form (DTF)T Anees AHNo ratings yet
- Work Instruction - Texfocus English VDocument3 pagesWork Instruction - Texfocus English Vgguillermo_63No ratings yet
- University Technology of Malaysia Faculty of Mechanical EngineeringDocument39 pagesUniversity Technology of Malaysia Faculty of Mechanical EngineeringAHMEDALNHDINo ratings yet
- Control PlanDocument2 pagesControl PlanChintamani Giramkar100% (1)
- SKH Metals LTD.: Process Control StanderdDocument2 pagesSKH Metals LTD.: Process Control StanderdshinuNo ratings yet
- HIRADC Assessment-INSTALLATION OF TRUNKING-CABLE LADDER PDFDocument6 pagesHIRADC Assessment-INSTALLATION OF TRUNKING-CABLE LADDER PDFTengkudin LatifNo ratings yet
- Standard Operating ProcedureDocument4 pagesStandard Operating ProcedureJana VinayaNo ratings yet
- MMH Dan StoringDocument13 pagesMMH Dan Storingfilza100% (1)
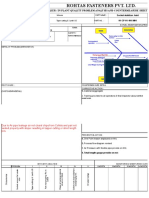
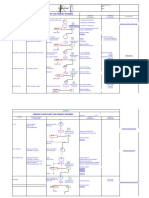
- Rohtas Fasteners Pvt. LTD.: Supplier / In-Plant Quality Problem Analysis and Countermeasure Sheet (5-Rule)Document4 pagesRohtas Fasteners Pvt. LTD.: Supplier / In-Plant Quality Problem Analysis and Countermeasure Sheet (5-Rule)Rohtash fastnerNo ratings yet
- Cofmow ItpDocument7 pagesCofmow ItpAjay HazarikaNo ratings yet
- Supplier Quality Issues Report: Stud Tilt MoldedDocument5 pagesSupplier Quality Issues Report: Stud Tilt MoldedJ P ENTERPRISESNo ratings yet
- Dmaic / 5 Why CM Format: Define 5 Why Analyze Improvement PlanDocument1 pageDmaic / 5 Why CM Format: Define 5 Why Analyze Improvement PlanRishi GautamNo ratings yet
- (240504) Blanket Welding 2024Document1 page(240504) Blanket Welding 2024saufisaufi340No ratings yet
- (240504) Blanket Welding 2024Document1 page(240504) Blanket Welding 2024saufisaufi340No ratings yet
- DMP (05.07) Dep Fuj Anchor.Document2 pagesDMP (05.07) Dep Fuj Anchor.김순혁No ratings yet
- Vishwas Electroplaters: Control Plan For Acid Zinc Barrel Plating & Hexavalent PassivationDocument13 pagesVishwas Electroplaters: Control Plan For Acid Zinc Barrel Plating & Hexavalent PassivationAnonymous YptJ5iDNo ratings yet
- HPM Test HandlerDocument37 pagesHPM Test Handler김대헌No ratings yet
- 8D, 5whys and Ishikawa Ed1 Mar16Document8 pages8D, 5whys and Ishikawa Ed1 Mar16juan aguadoNo ratings yet
- Competence MappingDocument2 pagesCompetence MappingRajesh3003bclifestyle pvt ltdNo ratings yet
- PM Scania PDFDocument382 pagesPM Scania PDFstrong hold100% (5)
- HIRADC Assessment-INSTALLATION OF SUB SWITCH BOARDDocument6 pagesHIRADC Assessment-INSTALLATION OF SUB SWITCH BOARDTengkudin LatifNo ratings yet
- Downloaded From Manuals Search EngineDocument62 pagesDownloaded From Manuals Search EnginezorktronicsNo ratings yet
- Coupling Inspection SOP GSE FinalDocument11 pagesCoupling Inspection SOP GSE FinalPravin Kangne100% (1)
- Overhaul Report - 2p764aDocument12 pagesOverhaul Report - 2p764aadamnassir91No ratings yet
- JSA X-Ray CirebonDocument3 pagesJSA X-Ray CirebonSagitta Wahyu Trimukti100% (1)
- Penomoran Ordner QC Head Office..Document2 pagesPenomoran Ordner QC Head Office..Gultom Juliana LiliesNo ratings yet
- Fire ExtiguiserDocument4 pagesFire Extiguisermusahid413No ratings yet
- SMG PIGA-31601-Process Audit Report After Start SOP Line Audit and During PPVTDocument15 pagesSMG PIGA-31601-Process Audit Report After Start SOP Line Audit and During PPVTeddycul009No ratings yet
- Process Flow Chart - Smart MeterDocument4 pagesProcess Flow Chart - Smart MeterQAD LotusNo ratings yet
- Presentation Slides Flow Assurance PDFDocument15 pagesPresentation Slides Flow Assurance PDFYan LaksanaNo ratings yet
- Project Revision Date: Problem Customer Segments Solution Unique Value Prop Unfair Advantage Product MarketDocument1 pageProject Revision Date: Problem Customer Segments Solution Unique Value Prop Unfair Advantage Product MarketJeffry MahiNo ratings yet
- Jsa Disconnect and Run CablesDocument4 pagesJsa Disconnect and Run CablesAriffZakariaNo ratings yet
- Capa For Inprocess Rej, Feb-2019Document6 pagesCapa For Inprocess Rej, Feb-2019Yuvaraj SNo ratings yet
- Manual de Operación Mantenimiento y Partes Compresora Doosan 9235 HADocument121 pagesManual de Operación Mantenimiento y Partes Compresora Doosan 9235 HAPercy CárdenasNo ratings yet
- Primary Member Process Flow ChartDocument3 pagesPrimary Member Process Flow Chartmadhu krishnaNo ratings yet
- Napino Auto & Electronics LTD.: Initial Production Part TagDocument2 pagesNapino Auto & Electronics LTD.: Initial Production Part TagSACHIN KUMARNo ratings yet
- PDM Matrix 011714Document1 pagePDM Matrix 011714juancgr77100% (1)
- Tech Spec - Part3 1484197535Document88 pagesTech Spec - Part3 1484197535Instrument CandidatesNo ratings yet
- Job Hazard Safety & Environment Analysis (JHSEA) Worksheet: Operation/QYPXDocument2 pagesJob Hazard Safety & Environment Analysis (JHSEA) Worksheet: Operation/QYPXJb TiscubNo ratings yet
- PM SCANIA PDF Compressed Reduced PagesDocument160 pagesPM SCANIA PDF Compressed Reduced PagesjoNo ratings yet
- 4.0 Best Practice - Risk Based InspectionDocument29 pages4.0 Best Practice - Risk Based InspectionramuNo ratings yet
- Courtesy by MODEC, Inc. Courtesy by MODEC, Inc.: The Yokohama Rubber Co., LTDDocument2 pagesCourtesy by MODEC, Inc. Courtesy by MODEC, Inc.: The Yokohama Rubber Co., LTDlalitNo ratings yet
- Quality Management and ReliabilityDocument5 pagesQuality Management and Reliabilitypothur79No ratings yet
- Panel Inspection Report: T/M Cont Cabel 28391-77P00 Checking Gap and Flush SketchDocument7 pagesPanel Inspection Report: T/M Cont Cabel 28391-77P00 Checking Gap and Flush SketchSanjayNo ratings yet
- Panel Inspection Report: T/M Cont Cabel 28391-77P00 Checking Gap and Flush SketchDocument7 pagesPanel Inspection Report: T/M Cont Cabel 28391-77P00 Checking Gap and Flush SketchSanjayNo ratings yet
- Panel Checker Check Sheet..Document1 pagePanel Checker Check Sheet..SanjayNo ratings yet
- Bop Rejection of Faridabad: DATE-31.05.14Document4 pagesBop Rejection of Faridabad: DATE-31.05.14SanjayNo ratings yet
- 215 03 15.06.14 WeldDocument4 pages215 03 15.06.14 WeldSanjayNo ratings yet
- Bop Rejection of Faridabad: DATE-31.05.14Document4 pagesBop Rejection of Faridabad: DATE-31.05.14SanjayNo ratings yet
- Spec MTG Detail SheetDocument1 pageSpec MTG Detail SheetSanjayNo ratings yet
- A Appearance No Burr, Rust, Crack, Paint Defect Visual: Part No. Part Name ModelDocument24 pagesA Appearance No Burr, Rust, Crack, Paint Defect Visual: Part No. Part Name ModelSanjayNo ratings yet
- Bop Rejection From FaridabadDocument4 pagesBop Rejection From FaridabadSanjayNo ratings yet
- Detailed Observation & Action PlanDocument3 pagesDetailed Observation & Action PlanSanjayNo ratings yet
- Inspection ReportDocument30 pagesInspection ReportSanjayNo ratings yet
- Panel Inspection Report: Cover, RR Brake Disc Dust 55621-65M00Document7 pagesPanel Inspection Report: Cover, RR Brake Disc Dust 55621-65M00SanjayNo ratings yet
- Feasibility Study and Risk AssesmentDocument6 pagesFeasibility Study and Risk AssesmentSanjayNo ratings yet
- Defect MonitoringDocument18 pagesDefect MonitoringSanjayNo ratings yet
- BRKT Brake PedalDocument8 pagesBRKT Brake PedalSanjayNo ratings yet
- Canon in C (Fingerstyle) PDFDocument3 pagesCanon in C (Fingerstyle) PDFXavier VergaraNo ratings yet
- Raccon BookmarkDocument2 pagesRaccon BookmarkLinda YiusNo ratings yet
- Venture Oil Brochure 2Document20 pagesVenture Oil Brochure 2intrax0No ratings yet
- HTW-1390 T5: Tunge Modeller Standard StatiskDocument6 pagesHTW-1390 T5: Tunge Modeller Standard StatiskjhonnyNo ratings yet
- Podcasting Criteria ChecklistDocument1 pagePodcasting Criteria ChecklistJeric PinedaNo ratings yet
- Win Progress Co., LTD.: Technical Service BulletinDocument2 pagesWin Progress Co., LTD.: Technical Service BulletinKo ZayNo ratings yet
- C1 UseDocument4 pagesC1 UseMichał JanickiNo ratings yet
- Rules For Working On AMOS: Rule No.1:: Analysis of Moment Structure (Amos)Document18 pagesRules For Working On AMOS: Rule No.1:: Analysis of Moment Structure (Amos)Rjendra LamsalNo ratings yet
- Make in India SpeechDocument1 pageMake in India SpeechRohith BalajiNo ratings yet
- Performance Management Form Planning and Evaluation Form: Partially MetDocument2 pagesPerformance Management Form Planning and Evaluation Form: Partially MetSeth BautistaNo ratings yet
- Case - The Tao of Timbuk2Document2 pagesCase - The Tao of Timbuk2Saikat Mukherjeee100% (1)
- Pile Cutting / Hacking (Sub-Structure Work)Document2 pagesPile Cutting / Hacking (Sub-Structure Work)Rahmat HariNo ratings yet
- Different Types of Irrigation System Advantages and DisadvantagesDocument12 pagesDifferent Types of Irrigation System Advantages and DisadvantagesEngr.Iqbal Baig100% (2)
- Metaphor AgerosegelelectroforeseDocument2 pagesMetaphor AgerosegelelectroforeseSuus.veluwenkampNo ratings yet
- Scope Matrix v1Document4 pagesScope Matrix v1Sakeel WagirkhanNo ratings yet
- Resonant Acoustic Nondestructive Testing: Ram-NdtDocument18 pagesResonant Acoustic Nondestructive Testing: Ram-Ndtsalfm08No ratings yet
- 1978 Handbook of Birds of India and Pakistan Vol 1 by Ali and Ripley S PDFDocument481 pages1978 Handbook of Birds of India and Pakistan Vol 1 by Ali and Ripley S PDFsreelathapNo ratings yet
- Evaluation of First Seizure and Newly Diagnosed.4Document31 pagesEvaluation of First Seizure and Newly Diagnosed.4veerraju tvNo ratings yet
- Presented By: Ujjwal Jaryal RF17E1A05Document9 pagesPresented By: Ujjwal Jaryal RF17E1A05Ujjwal JaryalNo ratings yet
- ExcelAssignment1 21062022Document10 pagesExcelAssignment1 21062022Neeraj PatelNo ratings yet
- Grid MNK 30X40 ProposedDocument1 pageGrid MNK 30X40 ProposedRupan mukherjeeNo ratings yet
- Icn ApiDocument172 pagesIcn ApiNaveen SemwalNo ratings yet
- Conduct A SeminarDocument5 pagesConduct A SeminarChristine Joy SistosoNo ratings yet
- School Forms Checking ReportDocument10 pagesSchool Forms Checking ReportRODNIE GUBATONNo ratings yet
- Aniline - WikipediaDocument61 pagesAniline - Wikipediamwimaandrew2No ratings yet
- Alfa Laval SanitaryDocument10 pagesAlfa Laval SanitaryShrinivas TamaskarNo ratings yet
- 2015-06-15 17.25.49 ErrorDocument19 pages2015-06-15 17.25.49 ErrorMilkovic91No ratings yet
- Alves Doa - Way Intl 102723Document5 pagesAlves Doa - Way Intl 102723michaelgracias700No ratings yet